
敬业集团应用无头焊接轧制技术实践
2021-06-23 03:10靳海生曹喜军张觉灵刘军川余光光
中国钢铁业 2021年3期
靳海生 曹喜军 张觉灵 刘军川 余光光
1.前言
敬业集团棒材生产线配备了无头焊接轧制,消除了传统轧制工艺中坯料在进入轧机时的等待时间,以减少轧制过程中粗轧区的切头和精轧前的切尾,使产品收得率有所提高。随着无头焊接技术不断推广和发展,敬业集团又引进了意大利第三代无头焊接轧制技术,于2019年1月5日热试成功,2019年3月正式投入使用。
敬业集团5号、6号、7号轧钢线,每条线产能100万吨。该套无头轧制焊机安装在6号线,主要生产ϕ8~20mm的盘螺。2000年左右,国内钢厂曾经引进过达涅利无头焊机,NKK的无头焊机,但是都不太成功。据报道,主要原因是铸坯端面不平整,焊机存在去毛刺不干净,绝缘不理想等问题。
目前,无头轧制焊接机有NKK公司EBROS和达涅利公司EWR,设备焊接方式都是闪光无头焊机。达涅利公司在开发无头焊机起步较早,业绩相对较多。无头焊机的优点有:坯料在轧制过程中,因铸坯头尾焊接,没有坯间间隔等待,无需切除头部、尾部,消除了短尺,减少了废品。因为焊接过程中设备载荷均匀,使用该技术可以提高轧机、减速机等主要设备和导卫的寿命,降低零备件成本。
2.工艺原理
钢坯在进粗轧前,焊机在焊机升降辊道上将前后两根钢坯焊合在一起,焊接过程开始于小方坯加热炉出口辊道,在高压除鳞机后。出加热炉的小方坯首先要进行高压水除鳞,通过高压水将铸坯表面的氧化铁皮清理,然后其前端与已经在粗轧机中(首次焊接即将进入1号轧机)轧制的小方坯尾端实施闪光对焊。焊接周期从焊接本体小车静止位置开始,出、入口夹紧装置先夹紧小方坯,使将要焊接的2支方坯保持相同的运行速度,焊接作业开始后将出口夹钳方坯尾部和入口夹钳方坯头部焊接在一起。
夹钳装置系统通过液压系统对正方坯的头、尾四个侧面,钳口和坯料充分接触,确保机载变压器输出的电流稳定。在焊接过程中,首先使用机载变压器提供瞬间大电流将两个坯料的端部熔化,而后由上下成对液压缸驱动压紧装置,将两个熔化断面挤压融合在一起。压合的过程可以排除焊渣,毛刺机分别沿上、下2个水平方向和左右2个垂直方向,将高于坯料表面的金属部分切除。焊机夹钳装置打开、减速、返回到焊接初始等待位置,通过红外线检测坯料,将信号传递给焊机后,再开始下一个焊接过程,完成焊接的两根钢坯,进入粗轧机开始轧制过程。焊接设备安装于移动小车上,可对100mm~200mm的方坯或圆坯进行焊接,能焊接的钢种包括中低碳钢和部分低合金钢。
普通轧钢线需要对一根钢坯进行切头、切尾和切短尺的操作,焊机将钢坯焊接后,成为一根钢坯,避免了切头、切尾、减少短尺,提高轧钢的金属收得率,成材率。运输辊道、焊机本体非夹钳接触位和钢坯绝缘后,焊接在作业时,直流电流只能通过铸坯端部对钢坯实行熔化焊接。无头轧制和普通常规轧制工艺相比,生产效率可提高10%~12%,生产成本降低2.5%~3.0%,棒材定尺率接近100%,金属收得率提高约1%,能明显减少轧制纵向尺寸和性能不均现象。
3.效益核算和质量情况
按年产100万吨棒材计算,无头焊机可减少切头、切尾、短尺和堆钢损耗,创造1300万元效益,加上提高轧机作业率和减少轧机、备件、维护创造的间接效益900万元。见表1。
吨钢效益计算,按成品价格和废钢价格的差值推算,焊机的运行成本在426万元,焊机一年综合效益为1818万元左右。见表2。
敬业集团对生产轧制后的产品取样测试,焊接部位抗拉强度和屈服强度,分别比母材低10MPa~12MPa和低13MPa~15MPa。闪光焊接是用大电流将金属熔化并挤压重新融合在一起,因此熔化的金属再凝固后的组织性能比母体组织晶粒稍大、性能略低。研究表明,延伸率在100以上,由焊缝脱碳引起的断面强度下降,则可以忽略不计。
4.项目施工情况
4.1敬业集团棒材事业部无头焊接轧制设备布置
由于该工艺为旧线升级改造,焊机设备布置在加热炉和1号轧机之间,按工艺要求修改了出炉绝缘辊道;配置了除鳞装置;焊机、升降辊道和毛刺机由达涅利原厂供货;液压系统由焊机和毛刺机共用1个液压站。轧机区之后的设备使用情况:除调整活套的高度外,其余未做改变。
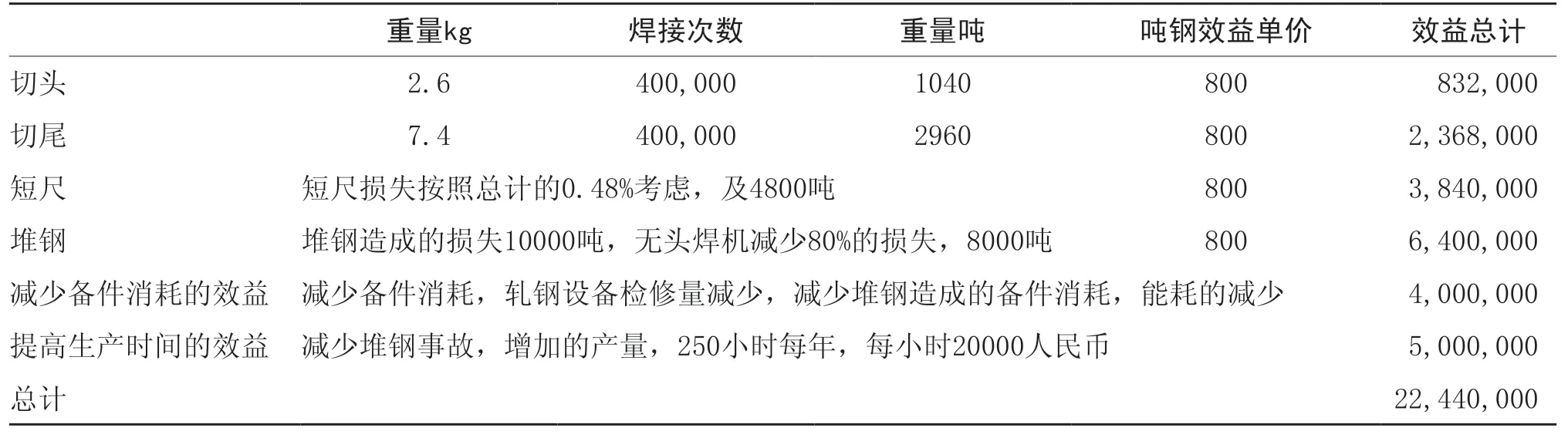
表1 无头焊接轧制效益计算 元
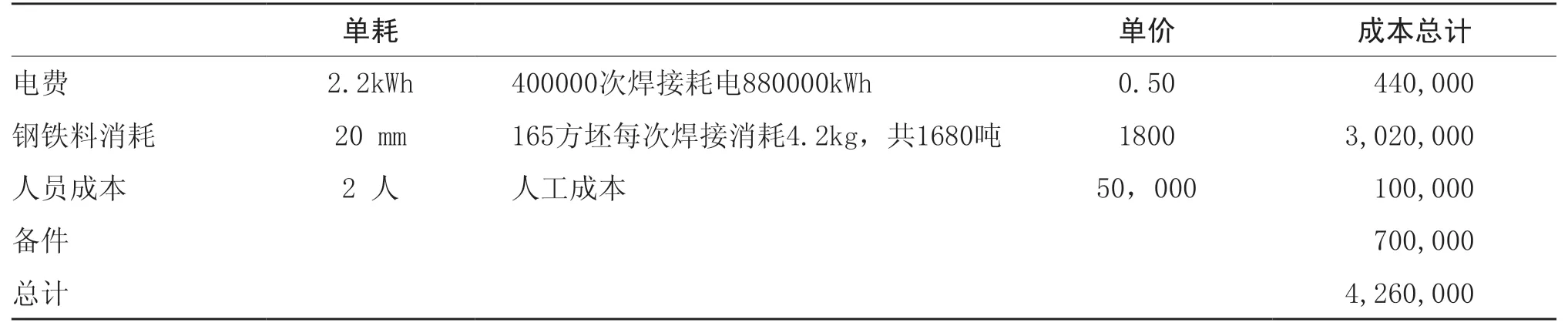
表2 无头焊接轧制焊机生产成本 元
4.2敬业集团完成无头焊接轧制设备安装工作
土建详细设计和施工、高压水除鳞系统安装调试、出炉绝缘 辊道、紧急收集台架装置设备的制作安装、液压系统的设计和设备安装、水冷配管、焊机本体的安装调试等,都由敬业集团完成。为不影响产线的产量,整个项目在安装焊机本体时停产13.5天完成安装和冷调试。
5.无头焊接系统主要设备
坯料焊接操作方案根据高、低碳等钢种特点、轧机速度及产品的规格尺寸,分为3个(高、中、低速)速度区间。主要技术参数:工作温度950ºC~1150ºC;焊机行程:8.0米~9.5米;最大焊接速度0.24m/s;焊机返回速度:0.3m/s;额定功率2000kVA。
6.无头焊机生产存在的问题和解决方案
6.1绝缘问题
升降和出加热炉的辊道因坯料在运行中撞击、摩擦导向装置,造成连接、固定位绝缘出现漏电。坯料运输辊道系统要做好绝缘,否则影响连续焊接。
棒线厂生产节奏快,生产线连续性强,无论哪部分设备或操作不正常,都会影响连续焊接作业。由于轧辊寿命有限,需定期停机更换轧辊。正在焊接时,如果出现毛刺机卡坯、轧机堆钢、冷床乱钢等情况,需要终止焊接。
无头轧制稳定运行的前提条件要求轧线设备运行状态稳定、前后工序协调性好,加热炉步进周期要稳定、轧机调速均匀、精整区单、双收集链床设备保持运行稳定。因此设备维护人员需做好备件管理。
6.2系统漏水问题
机载变压器、固定夹钳水冷系统因漏水,造成焊接系统报警,进入保护状态,使焊接失败。解决办法是在开始焊接前,确认该水系统液位在正常范围。由于机载变压器和夹钳漏水点主要在机体内不容易发现。另外夹钳常因坯料头部顶、撞、摩擦钳口,也会引起漏水。可在焊机入口前辊道设置导向装置来解决这个问题。机载变压器需要补水用来排除冷却系统内的空气,避免冷却系统因内部的气体而降低冷却效果,造成设备局部过热。操作人员要经常检查焊机本体入口水分流器接口连接位。
7.总结
(1)无头轧制技术消除了传统轧制工艺中的坯料间隔,减少了轧制品头、尾剪切的材料浪费、消除了轧机间的冲击载荷,提高了设备使用寿命,减少了设备维护费用,提高了轧制节奏和成材率,是目前长材轧钢技术中的热点。
(2)无头焊接轧制技术设备精巧,如果运行顺利,投资1年左右就可以收回成本。
(3)无头焊接轧制技术适合传统轧线的改造,但是在设备管理、维护、备件管理上的要求很高,轧钢厂要高度重视。
(4)国内轧钢厂要求生产运行稳定、产量高、停机时间少,这就要合理对焊机进行保养。
(5)焊接过程中要保证绝缘部位的状态良好,避免局部漏电影响焊接质量和焊机正常作业。
(6)今后考虑该技术能适用更多的钢种研发。
通过消化引进技术,追求更低成本、更低消耗,生产性能绿色的、优良的、可循环的钢铁产品,敬业集团实施项目的过程中,提高生产和设备管理水平。
参考文献略
猜你喜欢
锻压装备与制造技术(2022年1期)2022-03-24
装备制造技术(2020年2期)2020-12-14
重型机械(2020年2期)2020-07-24
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
中国特种设备安全(2019年2期)2019-04-22
制造技术与机床(2018年11期)2018-11-23
陶瓷学报(2015年4期)2015-12-17
天津冶金(2014年4期)2014-02-28
中国钢铁业(2012年11期)2012-09-21
