
乏燃料容器垂直吊具衬套变形事件分析和设计优化
2021-07-08 10:56包博宇郝建生
核安全 2021年3期
包博宇,郝建生,姚 琳
(中国核电工程有限公司,北京 100840)
随着我国核电机组投运,乏燃料贮存量增加,乏燃料的后端物流对核工业安全、高效运营起着十分重要的作用[2]。乏燃料容器作为该物流系统中的关键设备,对整个物流系统的性能存在很大程度的影响。
乏燃料容器垂直吊具是乏燃料容器的专用提升装置(以下简称“垂直吊具”,结构示意图见图1),保证其性能可靠性是乏燃料容器的安全、快速操作的基础[4]。本文通过事件分析,对垂直吊具结构做出设计优化,有利于提高乏燃料容器操作的安全性和便捷性。

图1 垂直吊具三维结构示意图Fig 1. 3D-model of vertical lifting yoke
1 乏燃料容器垂直吊具
1.1 垂直吊具基本结构
乏燃料容器垂直吊具是乏燃料容器(以下简称“容器”)的专用提升装置,用于在运输容器操作过程中提升、翻转和操作空载或满载容器。在对容器进行操作时,垂直吊具上端通过销轴与吊车连接,下端通过两个吊臂与容器两个相对的提升耳轴连接。为避免容器操作过程中损伤提升耳轴表面,吊臂提升孔内设置有铝青铜衬套,衬套下圆弧面与吊臂提升孔的下弧面直接接触,并通过四个螺栓进行压紧、固定(吊臂、提升孔及衬套的结构示意图见图2)。由于衬套受到挤压会发生变形,需要对衬套进行定期更换。作为乏燃料容器的关键辅助设备,垂直吊具设计的合理性是保证容器操作过程安全和高效的重要因素。垂直吊具吊臂衬套是垂直吊具与容器提升耳轴的接口,是影响容器操作安全、高效进行的关键因素。

图2 吊臂、提升孔和衬套三维结构示意图Fig 2.3D-model of boom,lifting hole and bushing
1.2 垂直吊具结构缺陷引发的事件
国际上主流乏燃料容器的垂直吊具都存在类似的上述结构,而具有此类结构的垂直吊具曾发生以下问题:在更换衬套时,起固定作用的螺栓难以拆除,导致衬套的更换操作很不方便,延误维护时间。为将变形的衬套及时拆除,更换新的衬套,就必须将变形衬套机械加工切除,再将固定螺栓拆除,最后完成衬套更换。
1.3 事件后果
为将变形的衬套及时拆除,更换新的衬套,操作人员不得不采取将衬套机械加工切除的方法。拆除变形的衬套需要进行大量的准备工作:为方便机械加工操作,需要将导向装置、顶紧装置、吊臂及安装在吊臂上的气压元件等全部拆卸,增加了操作任务量;同时机械加工过程中存在对吊臂造成损坏的风险,影响垂直吊具的安全使用。这类事件影响乏燃料容器的操作安全性和高效性。因此,对此类事件及时展开根本原因分析,并采取合理、有效的措施,避免类似事件再次发生,对于乏燃料容器的顺利供货和安全使用具有重要意义。
2 事件调查
该故障事件的发生及调查处理过程参见表1。
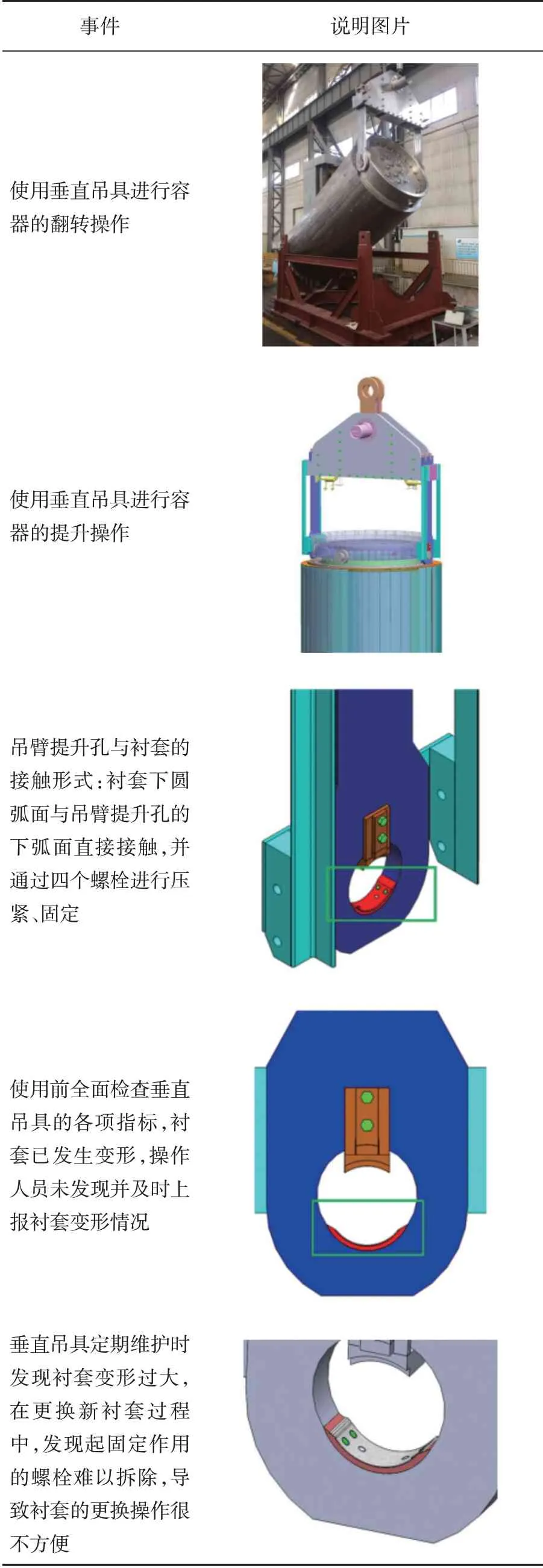
表1 事件过程调查Table 1 Incident process investigation

事件机械加工切除部分衬套,露出螺栓固定衬套的螺栓发生扭曲变形。拆除螺栓,去掉剩余衬套安装新的衬套、螺栓,组装垂直吊具说明图片images/BZ_80_699_506_1134_792.pngimages/BZ_80_700_868_1133_1430.pngimages/BZ_80_745_1521_1088_2082.png
3 根本原因分析
根据上文所述的事件过程,本文运用原因因子图分析法对该问题进行逐层深入分析。
3.1 事件主线
首先确定事件发生主线。经分析,“使用垂直吊具进行容器操作”是初始事件,“衬套变形严重,无法拆除,导致无法顺利更换新的衬套”是此次事件的最终事件。而按照事件发生的事件序列,可将主要事件及主要影响描述为“垂直吊具衬套发生变形,未进行更换”以及“衬套过顶螺栓扭曲变形、卡死,无法正常拆除”。
事件主线的原因因子图如图3所示。

图3 事件主线Fig 3 Event main line
3.2 主要原因因子分析
3.2.1“垂直吊具衬套发生变形,未进行更换”事件原因因子分析
经分析可知,由于垂直吊具提升载荷较大(约100 t),在使用垂直吊具对容器进行提升的过程中,衬套会受到很大的挤压力,从而产生形变;在使用垂直吊具对容器进行翻转的过程中,衬套在摩擦力的作用下,其下圆弧面将会沿吊臂提升孔下圆弧面产生滑动趋势,从而直接导致固定衬套的螺栓受到剪切力作用。垂直吊具在经常使用的情况下,其衬套将会承受频繁的、较大的载荷及摩擦力作用,最终会导致螺栓发生变形,甚至可能会被切断。螺栓发生变形后,将会卡死在螺栓孔内无法拆除,进而导致衬套的更换操作困难。因此,在每次使用垂直吊具前和使用后,均需要对衬套进行充分检查,一旦发现变形,应立刻更换新的衬套。
查阅垂直吊具的“设备操作大纲”后,经分析可认为“垂直吊具衬套发生变形,未及时更换”的主要原因是发现大纲中并未明确衬套的检查方式、判断标准、何时检查,对检查次数也未做出明确规定。垂直吊具的施工图纸和技术条件均无设备使用要求和注意事项的相关要求,对垂直吊具的接口要求、操作工况没有相应的提示。显然,设计方没有提供可以保证设备质量、可靠性或可操作性的规定,同时设计人员经验不足,缺少应有的培训。因此可以看出,“缺少可以保证设备质量、可靠性或可操作性的规定”和“设计人员经验不足,缺少充分的培训”是此条事件分支的两个根本原因。
该事件分支的原因因子图如图4所示。
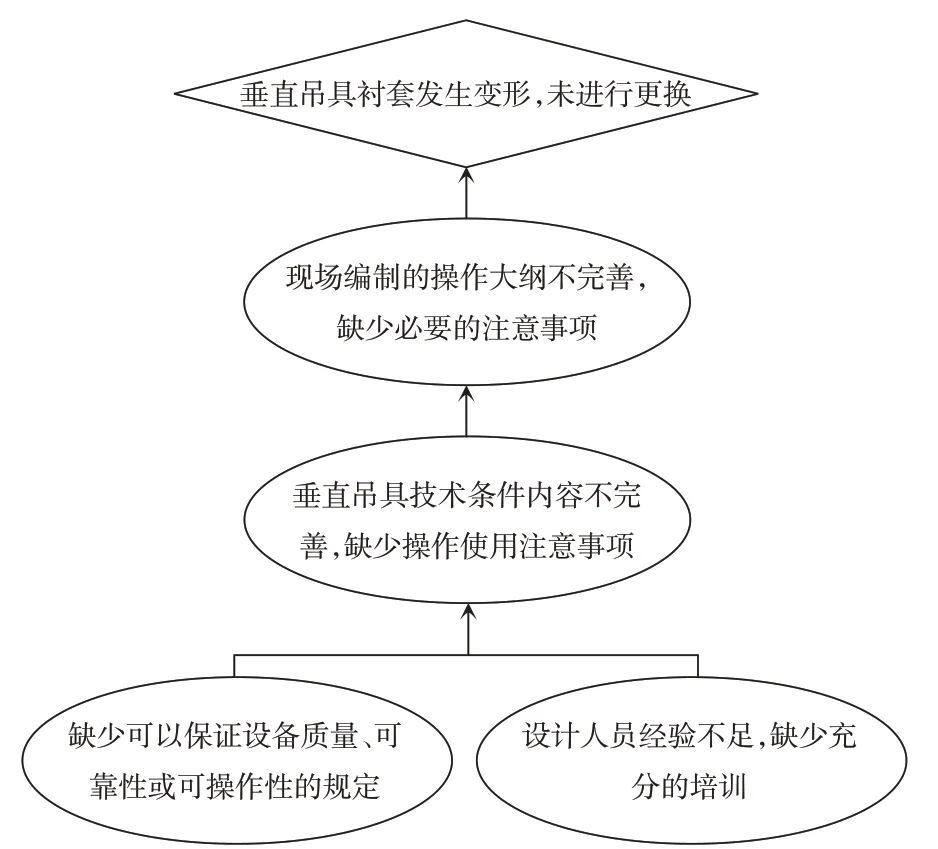
图4“垂直吊具衬套发生变形,未及时更换”事件分支原因因子图Fig 4 Branch cause factor diagram of“vertical spreader bushing deformed and not replaced in time”
3.2.2“衬套固定螺栓扭曲变形、卡死,无法拆除”事件原因分析
对于“衬套固定螺栓扭曲变形、卡死,无法拆除”这项主要影响事件,小组成员根据设计经验,对垂直吊具的接口条件和操作工况所涉及的因素逐个进行排查,并最终确定了“螺栓塑性变形过大”是导致该事件发生的重要因素,确定了事件发生的重要因素后,继续对该因素的输入原因进一步分析。
(1)对于“螺栓塑性变形过大”这一因素,经分析可认为“螺栓承载时间过长”是其根本原因。
经过对衬套使用工况分析可知,衬套及其固定螺栓的作用是为保护容器提升耳轴表面免受摩擦损伤,为牺牲部件,可更换;垂直吊具施工图纸中衬套的材料为铝青铜,材质较软,固定螺栓所选用的材料为A2-70,在载荷作用下,衬套可承受适量的变形,固定螺栓可承受适量的塑性变形,均可满足衬套使用工况的要求。但是固定螺栓在过长时间的载荷作用下,塑性变形会加大,导致严重扭曲变形,影响其使用要求。垂直吊具的“设备操作大纲”中缺少衬套及固定螺栓的使用次数的规定,没有螺栓更换周期的要求。垂直吊具的施工图纸和技术条件均无固定螺栓的使用要求和注意事项的规定,对螺栓的使用次数和更换周期没有明确提示。显然,设计方没有提供可以保证设备质量、可靠性或可操作性的规定,同时涉及人员经验不足,缺少应有的培训。因此可以看出,“缺少可以保证设备质量、可靠性或可操作性的规定”和“设计人员经验不足,缺少充分的培训”是此条事件分支的两个根本原因。
(2)对于“螺栓塑性变形过大”,分析认为“螺栓承受过大的剪切力”可能是其原因之一。小组成员经过讨论、分析,在使用垂直吊具进行容器吊装、翻转操作时,衬套会直接承受衬套与容器耳轴之间产生的滑动摩擦力;由于衬套与垂直吊具吊臂提升孔之间为圆弧面接触,所以衬套承受的滑动摩擦力会直接施加在衬套固定螺栓上,使螺栓承受剪切力,该剪切力是导致螺栓发生塑性变形的原因之一。经分析可知,衬套承受的载荷为容器重量,并未超过设计载荷要求。所以“垂直吊具提升载荷过大”在本事件中并未发生。
根据以上分析,本文将“衬套固定螺栓扭曲变形、卡死,无法拆除”事件分支的原因因子图绘制如图5。

图5“衬套固定螺栓扭曲变形、卡死,无法拆除”事件分支原因因子图Fig.5 Branch cause factor diagram of“bushing fixing bolt twisted,stuck and unable to be removed”
3.3 事件原因总结
3.3.1 直接原因
“衬套螺栓发生扭曲变形、卡死,无法拆除”是导致变形事件“衬套严重变形,无法拆除并更换新的衬套”的直接原因之一。
3.3.2 根本原因
根据3.2.1节和3.2.2节的分析,本文绘制此次垂直吊具衬套无法更换的完整原因因子图,如图6所示。需要说明的是,该因子图仅列出了本次事件实际发生的原因因子。
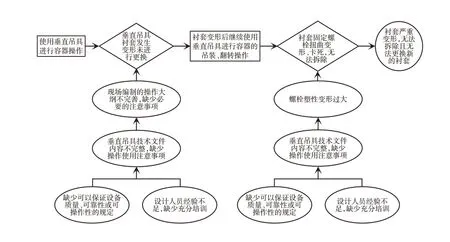
图6 本次垂直吊具衬套更换困难事件的原因因子图Fig.6 Cause factor diagram of difficult replacement of vertical spreader bushing
导致质量特性波动的因素根据来源不同,将事件原因分为人(Man)、机(Machine)、料(Material)、法(Method)、环(Environment)、测(Measurement)6个方面[1]。根据本事件两个主要原因因子分析可知,本事件原因不涉及环境因素,故将其余五个方面的因素总结为如图7所示的因果图。

图7 衬套变形事件因果图Fig.7 cause and effect diagram of bushing deformation event
4 事件纠正措施和结构优化
4.1 纠正措施
本文针对第3节中分析得出的根本原因,逐条制定了相应的纠正措施:对设备接口输入、操作工况情况进行全面梳理,明确设备使用前后检查的内容、要求和标准,为现场操作提供垂直吊具衬套检查方案。针对“设计人员经验不足,缺少充分培训”这项根本原因,建议在后续的设计工作中继续加强对施工图及技术条件的审查,尤其是设备操作相关的内容要考虑全面、充分;同时加强与设备使用方的技术交流,及时沟通设备使用的注意事项及现场使用情况,避免出现类似垂直吊具衬套无法更换的情况。
4.2 经验反馈与设计优化
从载荷角度分析,衬套变形无法拆除的可能原因有二:承载时间过长和承受载荷过大。从结构角度分析,吊臂与衬套之间圆弧面接触的接口形式(如图8所示),会使衬套固定螺栓直接承受剪切力。这些因素的共同作用导致了固定衬套的螺栓发生变形,衬套更换困难。为了避免固定衬套螺栓直接承受剪切力作用,在保证吊臂强度要求的前提下,相关方应对吊臂与衬套的接口结构进行优化。

图8 吊臂提升孔与衬套接触方式优化前Fig.8 contact mode between lifting hole and bushing of boom-before optimization
本文建议在吊臂提升孔的下圆弧面上左右各设置一个台阶,呈凹形弧面,同时在衬套的下圆弧面左右各设置一个台阶,呈凸形弧面;吊臂与衬套的接口形式由直接圆弧面接触,变成圆弧面接触和限位台阶,如图9所示。

图9 吊臂提升孔与衬套接触方式优化后Fig.9 contact mode between lifting hole and bushing of boom-after optimization
结构优化后,可以保证在使用垂直吊具对容器进行翻转的过程中,吊臂提升孔处设置的台阶可以直接承受衬套的切向力,从而有效减少甚至避免固定螺栓所受的剪切力,避免螺栓发生变形,保证衬套方便拆卸、更换。
5 总结
通过对国际上类似的乏燃料容器垂直吊具衬套更换困难事件的经验反馈和根本原因分析,本文提出了乏燃料容器垂直吊具吊臂与衬套的接口形式的优化方案和垂直吊具衬套检查方案,通过以上方案,避免在垂直吊具使用期间再次发生衬套无法更换的情况,从而保证乏燃料容器的安全操作,保证乏燃料组件的安全运输。根本原因分析和经验反馈对设计中的不足可以起到很好的放大作用,从而使得设计者对已有设计进行持续的质量改进,在满足其原有功能的前提下,对提升产品质量起到积极影响。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
时代汽车(2022年13期)2022-07-05
汽车零部件(2021年8期)2021-08-31
集装箱化(2021年5期)2021-08-03
汽车零部件(2021年7期)2021-07-29
集装箱化(2020年10期)2020-12-21
装备维修技术(2020年3期)2020-11-20
北京汽车(2020年5期)2020-11-06
集装箱化(2020年5期)2020-07-26
文萃报·周五版(2019年11期)2019-09-10
