防护栏自动焊接系统的设计及误差分析补偿
2021-07-16 05:15彭博熊瑞平刘悦沆陈贵全侯俊逵
机械 2021年6期
彭博,熊瑞平,刘悦沆,陈贵全,侯俊逵
防护栏自动焊接系统的设计及误差分析补偿
彭博,熊瑞平,刘悦沆,陈贵全,侯俊逵
(四川大学 机械工程学院,四川 成都 610065)
针对防护栏焊接的劳动强度大、焊接效率低、焊接质量低等问题,基于PLC的控制,设计一种将防护栏进行定位装夹后再焊接的防护栏自动焊接系统。装夹机构和焊枪根据防护栏型号和尺寸的不同进行相应的调整,使得该系统能够对多种型号与尺寸的防护栏进行定位装夹和自动焊接。同时通过对焊接系统的机械结构进行误差分析,得出误差函数以及曲线,再通过控制系统对误差函数的处理和控制移动机构对误差进行补偿,保证系统能够精准焊接。实践证明,该系统具有焊接效率高、操作简单、焊接质量好等优点。
防护栏;自动焊接;误差补偿
我国城市化进程的加快,带来了巨大的住房及商业性用房的需求,防护栏作为楼房的一种重要产品,每年都有巨大的需求[1-4]。当前防护栏的焊接大量使用手工焊接的工艺,存在劳动强度大、焊接效率低、焊接质量等问题。并且焊接时需要为每一个型号或尺寸不同的护栏制作一个临时夹具,临时夹具的精度一般较低,这样就会降低产品尺寸精度。同时,在临时夹具上安装气缸不具有经济性,所以无法对防护栏的管材施加顶紧,在焊接后管材间出现缝隙,需继续对防护栏进行修补原子灰和打磨处理。
随着自动化水平的不断提高[5],越来越多的工件焊接采用自动焊接[6]。然而防护栏由于设计样式的不同以及安装位置的不同,在尺寸上有很大的变化,使得制作一台自动化设备来适应所有护栏的焊接较为困难[7],目前存在的是不能调整装夹定位位置的焊接系统,其能够焊接的样式较少,不能够满足实际生产的要求。通过对防护栏外形的调查得知,防护栏制作长度通常小于3000 mm,高度通常小于1050 mm。所以本文开发设计了一种最大焊接长度为3200 mm、最大焊接高度为1200 mm的防护栏自动焊接系统,该系统能够对市面上大部分防护栏进行焊接[8]。本设计充分考虑矩形竖管防护栏现有焊接工艺,提出了制作可调夹具,在对防护栏管材顶紧焊接后用两只焊枪协同焊接的方案。设计通过PLC系统控制三个伺服电机、两台步进电机以及两台直流电机,分别带动每个焊枪进行三个轴向运动以及一个旋转运动,来完成焊枪的走枪和焊接姿态调整,确保焊接位置和姿态的精准[9]。同时PLC系统控制10个单杆气缸,在焊接过程中实现对防护栏的定位夹紧,减小焊接后管材之间的缝隙。其中移动机构带动两杆焊枪模仿两个焊接工人,同时对防护栏进行焊接,大大提高了焊接效率。
1 防护栏自动焊接系统结构设计
防护栏自动焊接系统的主要机械结构围绕着将防护栏管材定位装夹以及焊接来设计,包含的元器件主要有:结构钢、铸件底座、滑台、气缸、以及各种加工件。
如图1所示,其机械部分主要有定位机构、夹紧机构和移动机构,可实现的功能包括:
(1)定位机构是由几个定位模块组成,能够根据不同型号防护栏按照预定的样式进行调整,再将管材按照既定的样式进行摆放,构成样式符合要求的防护栏。
(2)夹紧机构是由两个横向气缸和八个纵向气缸组成,八个纵向气缸每四个一组,左边四个先向前顶紧,右边四个后向前顶紧。左边横向气缸先顶紧,左边横向气缸后顶紧,气缸全部伸出顶紧就实现了对防护栏的夹紧。
(3)移动机构是由六个直线滑台和两个旋转电机组成,其中两个并列的直线滑台实现两杆焊枪整体横向移动、两个直线排列的直线滑台分别带动一杆焊枪实现纵向移动、两个竖向摆放的直线滑台分别实现竖向移动,两个转电机分别实现焊枪的转动。
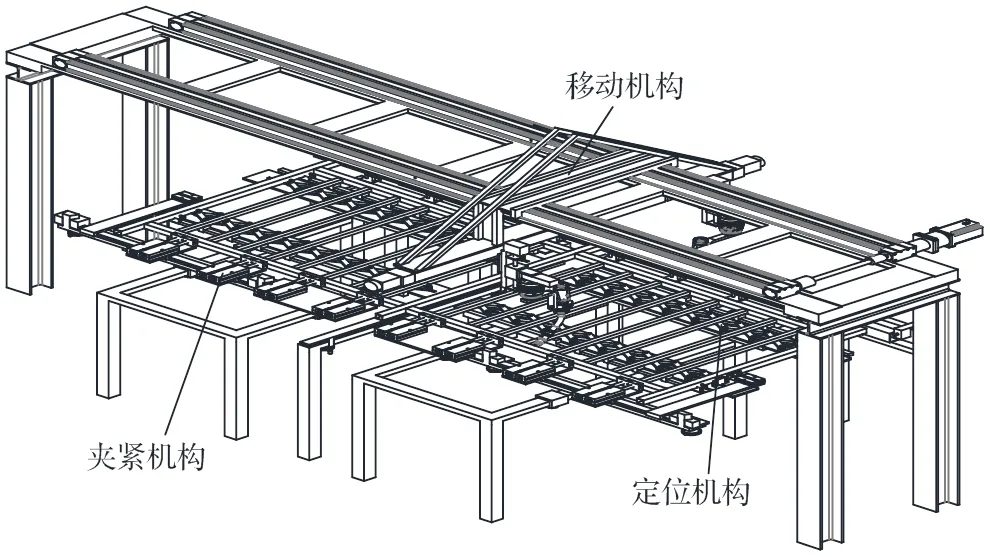
图1 机构设计图
1.1 定位机构的设计
图2所示为该系统的定位机构,由面管定位机构、横管定位机构、脚管定位机构和竖管定位机构组成。该定位机构在空间中的位置基准是,在竖向以竖管为基准,在横向以中间脚管为基准,在纵向以上横管为基准。根据待焊防护栏管材的大小以及护栏的外形尺寸计算出对应定位机构的位置,并进行手动位置调整。其中各个定位机构都能够通过转动下方或者侧向的调节螺钉和拖动定位拉闸等方式将定位机构移动到相应的位置,再通过锁紧旋钮将位置锁紧。工作时将切割好的管材放置在定位机构上的相应位置,以满足装夹的要求。
1.2 装夹机构的设计
装夹机构主要是通过气缸对摆放在定位机构上的管材实现装夹的,如图3所示为该系统左半部分的气动回路图,右半部分与左半部分对称。它主要由10个单杆双作用气缸、4个两位四通换向阀、减压阀和气泵等组成。整个系统共设置8个限位开关,分别设置在四组气缸的伸出和缩回两个极限位置,PLC通过接受各传感器的反馈信号得到气缸的当前位置,并适时控制电磁铁的开断,从而改变换向阀通气方向来控制气缸的伸缩。在没有操作时整个系统处于待工作状态,所有气缸都处于缩回状态,将焊接防护栏所使用的管材按照预定位置摆放在定位机构上,点击夹紧按钮后,横向电磁铁通电,控制两组横向顶紧气缸同时动作,对防护栏进行横向夹紧;在接收到两组横向伸出限位开关的信号后,竖向电磁铁通电,控制竖向顶紧气缸同时动作,对护栏的纵向进行夹紧。在焊接结束后电所有磁铁同时断电,控制所有气缸缩回,实现对防护栏的放松,方便取下焊接好的防护栏。
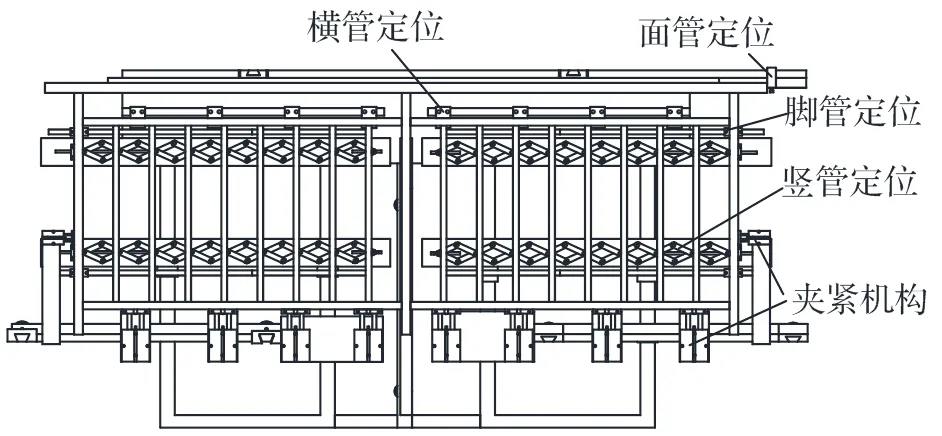
图2 定位机构
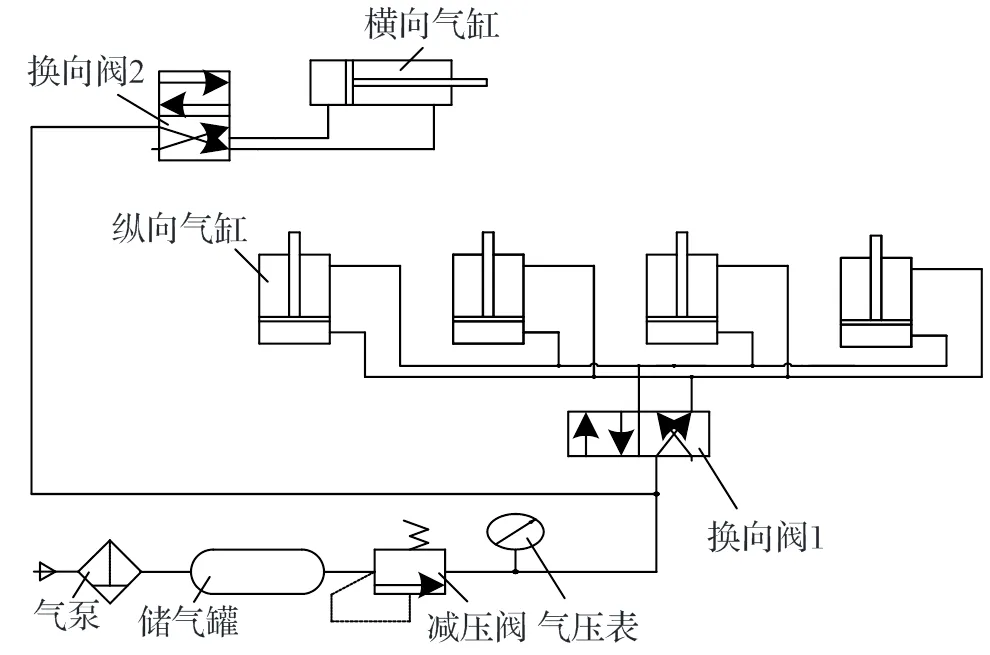
图3 气动回路图
1.3 移动机构的设计
移动机构有两根由同一电机带动的并列的横向直线滑台、安装在横向直线导轨下方的两根在同一直线上的纵向直线滑台、安装在纵向导轨上的两根竖向直线滑台以及安装在竖向导轨上的转向电机。移动机构共有三台伺服电机、两台步进电机和两台直流电机。在气缸对工件夹紧后,根据输入的防护栏的参数不同自动运算出不同的轨迹,再通过控制移动机构到达预定的焊接地点进行焊接,并在焊接结束后回复原位等待下一次焊接操作。其中,一台0.75 kW伺服电机通过联轴器带动两根直线滑台运动,带动两杆焊枪同时横向移动,两台100 W伺服电机分别安装在两根长度不同型号相同的直线滑台上,带动两杆焊枪分别纵向移动,两台42步进电机分别安装在两根竖向安装的直线滑台上,带动两杆焊枪竖向移动,两台附带涡轮蜗杆减速器的直流电机分别使两根焊枪能够沿着竖向轴线做旋转运动,根据焊接位置的不同改变焊枪的焊接姿态,确保焊接的质量。
2 焊接系统误差分析
防护栏自动焊接系统的滑台以及滑台底座在自身重力和移动机构的移动载荷的影响下,会存在一定的形变,同时由于制作加工的工艺限制,也会出现一定的直线度误差。而在对防护栏进行焊接时,需要保证较高的焊接位置精度。因此为了满足焊接的需求,要对误差进行分析,得出在不同位置的偏差值,并通过编写程序调整焊枪的位置,对位置误差进行补偿。
2.1 滑台的形变
如图4所示,由于滑台的支撑点在两端,滑台因受自身重力影响,会在垂直方向上产生弯曲变形[10],同时由于在滑台的滑块上安装有焊枪和纵向滑台和竖向滑台,受到其重力的影响,会在运行过程中出现一个移动载荷。同时考虑上述两个因素的影响,对滑台形变的运算过程如下。
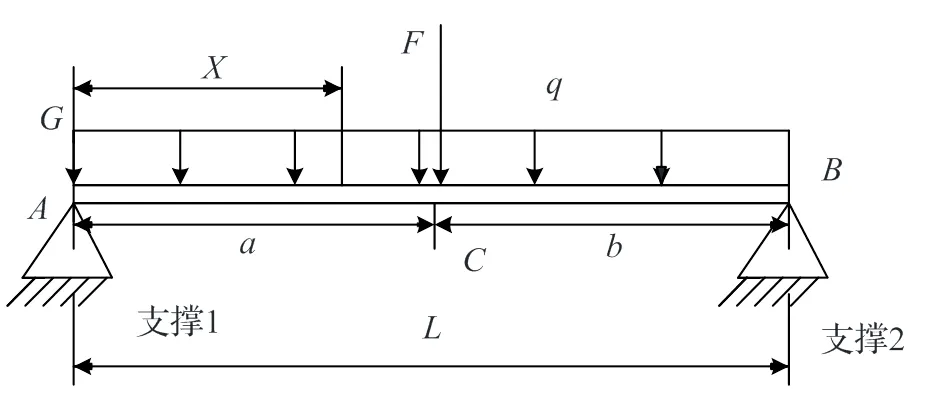
图4 滑台受力图
通过以上模型对滑台建立挠曲线方程,由于滑台为对称结构,故只对段建立方程。
段(0≤≤),梁的弯矩方程为:
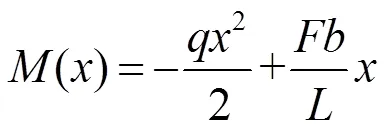
对段进行两次积分:
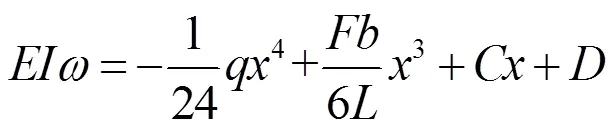
通过边界条件:
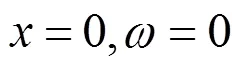

代入数据整理得:

2.2 滑台的直线度误差
两根滑台由于制作工艺的限制,存在一定的直线度误差,这会影响焊接的精度。故分别将两根滑台安装在直线度检查仪上对其的直线度进行测量,并用Matlab对测量的数据进行曲线拟合,得出两根滑台的直线度曲线。
在直线度检查仪上,使用百分表对滑台的高度数据进行读取,每隔0.2 m读一次数,数据如表1所示。
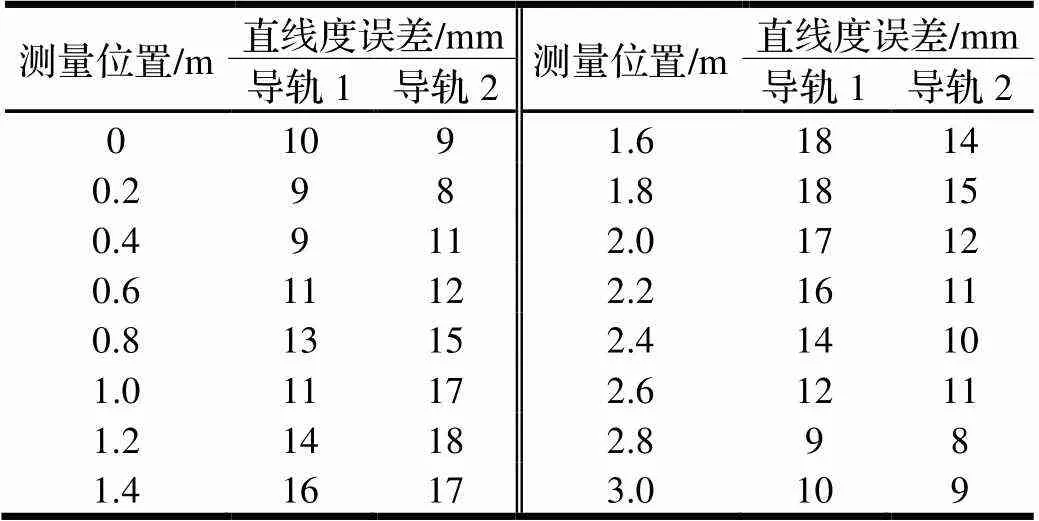
表1 导轨直线度误差
Matlab曲线拟合不仅能够给出拟合后的关系式,还能够用图形直观的展示出变量之间的关系。实验示数越大表明导轨向下弯曲越大,以两端最低点作为标准,则向下弯曲为负数,以实验数据8为基准点对试验台上的测得的数据进行处理,再用处理后的数据进行曲线拟合,拟合出的曲线就是梁在试验台上垂直方向的弯曲曲线,具体拟合过程如下。编写程序如下所示,用多项式拟合法求一个四次函数,使其与表中所列的数据拟合:
》x=[0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0];
y=[-2 -1 -1 -3 -5 -3 -6 -8 -10 -10 -9 -8 -6 -4 -1 -2 ];
z=[-1 0 -3 -4 -7 -9 -10 -9 -6 -7 -4 -3 -2 -3 0 -1];
a=polyfit(x,y,4);
b=polyfit(x,z,4);
x0=0:0.01:3;
y0=polyval(a,x0);
z0=polyval(b,x0);
plot(x,y,'o',x0,y0,'r',x,z,'*',x0,z0,'b')
Xlabel('x');
Ylabel('y');
Grid on;
a
b
a= -1.8799 13.1671 -26.4867 12.1696 -2.3646
b= -1.8071 9.2754 -9.9244 -5.4486 0.0622
由Matlab可得两个拟合函数分别为:

(8)
如图5为直线度拟合曲线。
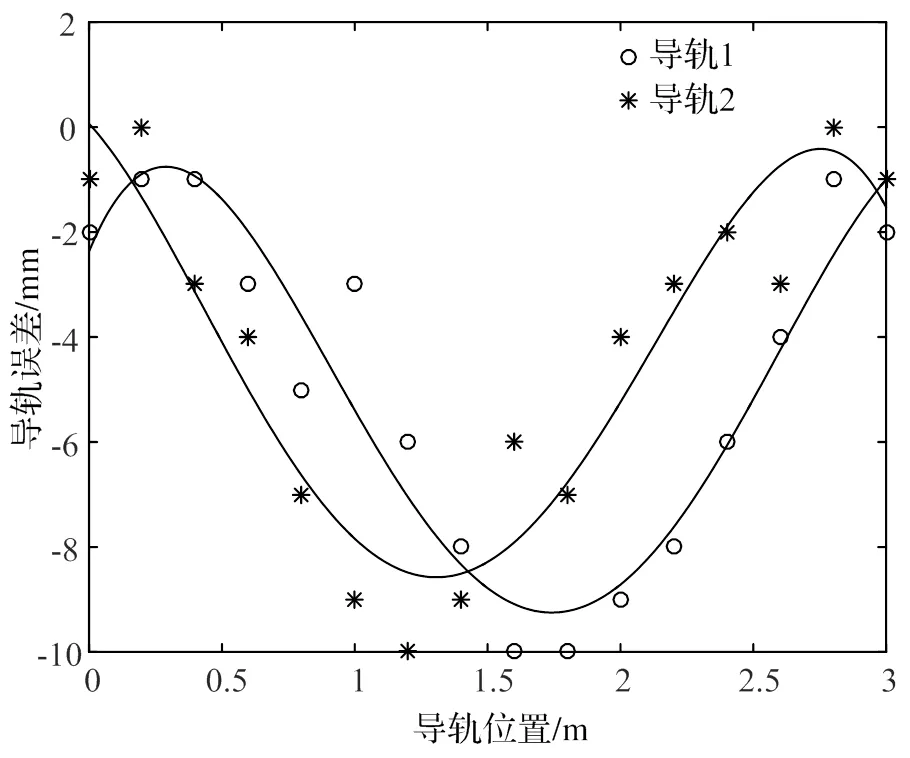
图5 直线度拟合曲线
2.3 焊接点的直线度误差补偿
将重力和移动载荷影响得出的形变曲线与直线度误差曲线叠加,再通过运算利用叠加后的曲线计算焊接点的位置偏移。
将两个拟合函数分别与重力影响的函数进行叠加得到两个函数为:


将焊枪夹具看作一个刚性体,计算平行度对于焊枪的位置精度影响,将焊枪与支架简化成如图6所示。图中显示的是其中一根导轨的位置误差引起末端焊接点、的变化关系,由于相对于1、2、3的长度,Δ的长度极小,故轴向的变量趋于零,则只计算位置误差引起的轴方向上的变化。
先计算一根导轨位置误差引起的点和点的位置误差,再同时考虑两根导轨的位置误差,得:
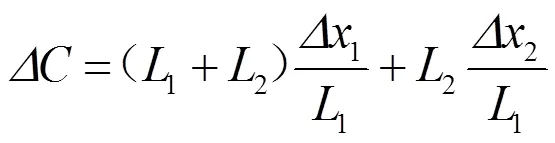
(12)
将导轨的误差函数代入式(11)、式(12),得:


根据焊接点在运行过程中的误差曲线,能够得到焊接点在不同位置的偏移量,通过偏移量的大小和方向计算出不同位置需要误差补偿的脉冲输出量,这样就能够保证护栏的精准焊接。通过运算和对驱动器脉冲比例的调整,得出本系统竖轴的脉冲当量为10000,则每个位置的脉冲补偿量为误差函数的10000倍。
3 加工效率和精度的对比
本系统适用的防护栏主要是飘窗防护栏、阳台防护栏和梯形防护栏,分别以这三种防护栏为实验对象,每种防护栏分别通过10天的手工焊接和机器焊接的对比实验。护栏焊接从模具制作开始计时,到成品焊接完成后结束,将10天所焊接的护栏的米数除以10天的焊接时间,得出每百米防护栏焊接的时间。后续处理从补灰开始,到打磨完成结束,将10天后续处理的护栏米数除以10天后续处理所用的时间,得出每百米防护栏后续处理的时间。图7是有关于两种加工方式的效率图。
图7 加工效率对比图
由图7可知,柔性防护栏自动焊接系统在焊接时速度稍快于手工焊接,在后处理时,由于焊接质量的提高,后处理速度有较为明显的提升。实验结果如图8所示,防护栏自动焊接的结果表明,误差分析以及误差补偿正确,焊接精准。

图8 焊接效果图
4 结论
本防护栏自动焊接系统能够适应不同长度、高度和不同管材尺寸的梯形防护栏以及阳台防护栏的焊接,并且通过误差补偿精确定位,使得焊枪能够通过程序设定的轨迹进行精准的焊接,满足了对于防护栏加工的要求。在加快生产节拍的同时改善了原有防护栏加工过程中时间和人力的浪费问题,省去了打磨和补原子灰的工序,节约了人工成本,减少了时间成本和材料成本,并且资金投入小,能够满足企业对于防护栏加工的要求。实践证明,该系统具有操作简单、焊接效率高、焊接质量好等特点。
[1]蔡继明,郑敏思,刘媛. 我国真实城市化水平测度及国际比较[J]. 政治经济学评论,2019,10(6):95-128.
[2]蔡鹏,严荣. 新市民的住房问题及其解决路径[J]. 同济大学学报(社会科学版),2020,31(1):70-82.
[3]Mark Stromme. Guardrails, nets & fall arrests[J]. ISHN,2019,53(9):16-16.
[4]黄治伟. 关于租售同权下租赁市场的融资研究[J]. 中国商论,2020,(2):94-95,98.
[5]Greg A. Jamieson,Gyrd Skraaning. The Absence of Degree of Automation Trade-Offs in Complex Work Settings[J]. Human Factors: The Journal of Human Factors and Ergonomics Society,2020,62(4):1-14.
[6]周好斌,付新宇,刘嘉琪,等. 基于PLC的焊接线自动剪切控制系统设计[J]. 西安石油大学学报(自然科学版),2019,34(6):103-107.
[7]常州市鹏瑞自动化设备有限公司. 护栏焊接工作站:CN201921250551.8[P]. 2020-04-21.
[8]曾中兴. 建筑安全防护设施的标准化研究[D]. 湖北:华中科技大学,2008.
[9]鲍泽富,胡广珊,王冲,等. 基于PLC的液压钻台机械手设计[J]. 机械,2019,46(4):64-69
[10]王贵强,邵伟平,邹显楠,等. S型折叠悬臂梁应力仿真分析[J]. 机械,2020,47(8):1-5.
Design and Error Analysis Compensation of Automatic Welding System for Guardrails
PENG Bo,XIONG Ruiping,LIU Yuehang,CHEN Guiquan,HOU Junkui
( School of Mechanical Engineering, Sichuan University, Chengdu 610065,China)
In order to solve the problems of high labor intensity, low welding efficiency and low welding quality of protective fence welding, an automatic welding system for guardrails in which the guardrails are positioned and clamped before welding is designed based on the PLC. The clamping mechanism and welding gun are adjusted according to the different types and sizes of the guard rails, so that the system can position, clamp and weld the guard rails of various types and sizes automatically. At the same time, through the error analysis of the mechanical structure of the welding system, the error function and curve are obtained, and then the error is compensated through the error function processed by the control system and the control of the moving mechanism to ensure that the system can accurately weld. It shows that the system has the advantages of high welding efficiency, simple operation and good welding quality.
guardrails;automatic welding;error compensation
TG439.9
A
10.3969/j.issn.1006-0316.2021.06.008
1006-0316 (2021) 06-0048-06
2020-10-14
四川省重点研发项目—智能涂装产线关键技术的开发与集成(2020YFG0119);四川省智能制造与机器人重大专项课题—工业机器人成套装备研制与应用(2019ZDZX0019)
彭博(1994-),男,四川德阳人,硕士研究生,主要研究方向为机器人自动焊接,E-mail:8804786@qq.com。
猜你喜欢
计量学报(2022年7期)2022-08-23
汽车实用技术(2022年15期)2022-08-19
数学小灵通·3-4年级(2022年5期)2022-06-01
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
作文·小学低年级(2021年1期)2021-11-02
机械管理开发(2018年2期)2018-03-16
制造技术与机床(2017年6期)2018-01-19
物联网技术(2017年11期)2017-11-27
重型机械(2016年1期)2016-03-01
时代农机(2015年3期)2015-11-14