导电轮胎烟囱胶缺陷的原因分析及解决措施
2021-07-19 12:41刘国英张凤杰刘贵鹏
橡胶科技 2021年6期
朱 鹏,刘国英,汪 战,张凤杰,陆 林,刘贵鹏
(桦林佳通轮胎有限公司,黑龙江 牡丹江 157032)
随着绿色轮胎的发展,白炭黑的应用越来越广泛,但由于添加白炭黑的胎面电阻过大,导致轮胎在行驶中产生的静电无法排出,影响轮胎的安全性能。
导电轮胎是可以直接排放静电的特殊功能轮胎,轮胎局部采用导电性能良好的橡胶。在轮胎与地面充分接触时,汽车行驶中产生的静电通过轮胎直接向大地排放,确保汽车与大地等电位。很多导电轮胎生产企业在胎冠中设计烟囱胶,利用其导除汽车行驶中产生的静电,满足轮胎的安全性能要求[1]。烟囱胶被覆盖而不能外露是导电轮胎常见的缺陷之一,因导电胶料不能直接与地面接触,轮胎就无法排放静电。只有在轮胎使用一段时间后,覆盖烟囱胶的胎冠胶被磨掉才能起到排放静电的效果[2-5]。本工作针对导电轮胎烟囱胶被胎冠胶覆盖而不能外露的原因进行分析,并提出相应的解决措施,经改进后取得了良好的效果。
1 烟囱胶不外露的特征
烟囱胶不外露如图1所示。造成烟囱胶不外露的主要原因是烟囱胶的用胶量少,挤出压力不足,而宽大的胎冠胶挤出压力过大,挤出过程中覆盖在烟囱胶顶部。以205/55R16规格轮胎为例,其胎冠胶的宽度大于190 mm,而烟囱胶开口宽度只有2 mm,烟囱胶挤出时被一层厚度为0.5~1.5 mm的胎冠胶料覆盖,不能与地面接触。
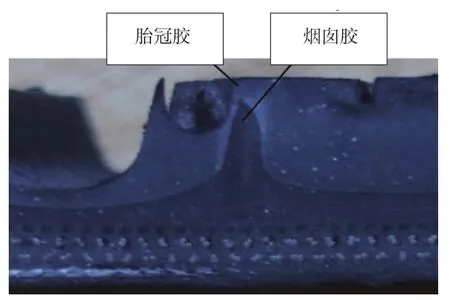
图1 烟囱胶不外露
造成烟囱胶不外露的原因并不是单一的,只有胶料性能、口型尺寸和预口型尺寸匹配合适,加上有效的现场管理,才能从根本上解决烟囱胶被覆盖的问题。
2 缺陷原因分析及解决措施
2.1 预口型形状设计不合理
传统导电轮胎通过调整胎冠口型形状加工烟囱胶。在生产前每个胎冠口型都需要二次加工,加工过程非常繁琐且烟囱胶位置固定。近年来更多的轮胎生产企业选择调整预口型加工导电胎冠,移动口型可在胎冠任何位置挤出烟囱胶。与传统导电轮胎胎冠加工方式相比,使用预口型加工胎冠具有灵活性。但预口型形状设计不合理仍会导致胎冠胶与烟囱胶的挤出压力不一致,造成烟囱胶不外露。
因此烟囱胶预口型采用半漏斗状设计,进胶口宽且浅,出胶口窄且深,使烟囱胶在被挤出的过程中压力逐渐增大,胶料出预口型后已形成烟囱形状,从口型挤出后形状基本不变,从而实现烟囱胶外露,不会被胎冠胶覆盖。
2.2 口型板底板倒角宽度设计偏大
口型板底板倒角如图2所示。底板倒角位置是胎冠基部胶进入口型的入胶口,底板倒角的两个重要参数是高度(A)和宽度(B)。倒角高度应与烟囱胶出口的高度保持一致,倒角宽度决定了用胶量,对烟囱胶的形状和尺寸有一定影响。

图2 口型板底板倒角示意
为了验证倒角宽度对烟囱胶形状的影响,使预口型出口宽度保持为3.5 mm,倒角高度统一调整为12 mm,选取同批次性能稳定的终炼胶,固定螺杆转速等挤出工艺参数,由同一作业员操作,分别测试倒角宽度为2,3,5和8 mm时烟囱胶的形状,见图3。
从图3可以看出,倒角宽度减小为2 mm时,烟囱胶未被胎冠胶覆盖,可直接与地面接触。由此可见口型板底板倒角宽度设计偏大是造成烟囱胶不外露的主要原因之一。
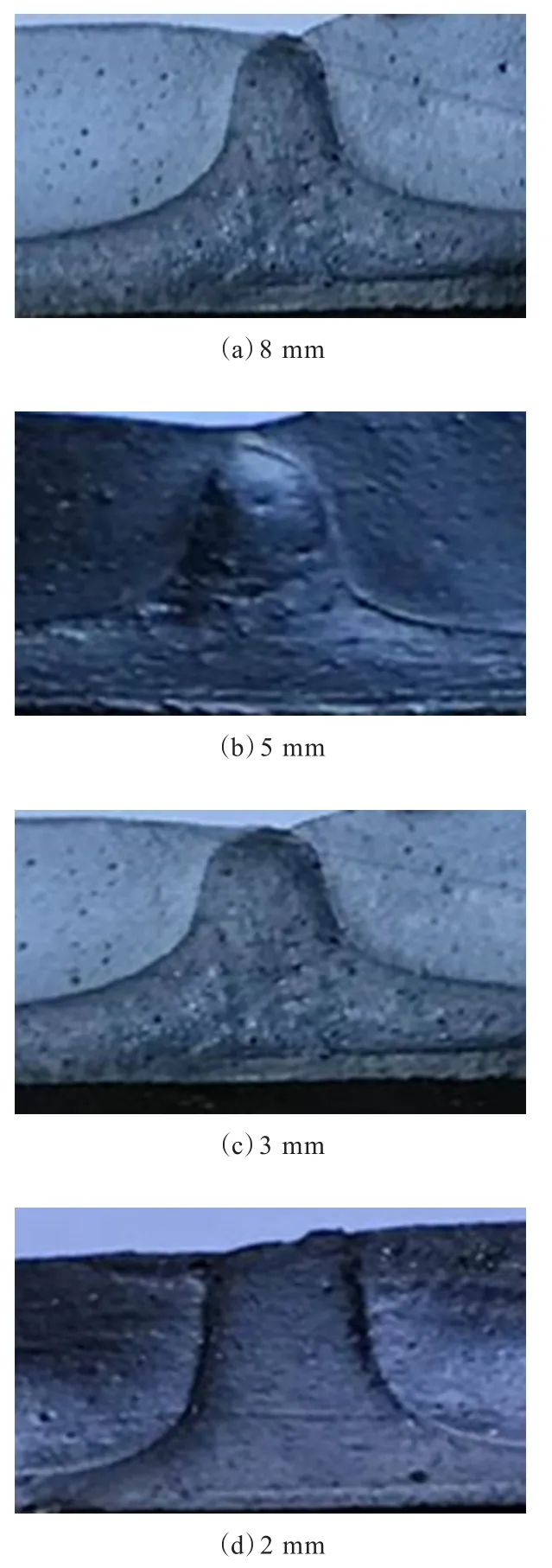
图3 不同口型板倒角宽度生产的烟囱胶形状
为了解决这个问题,在试生产阶段使用合格终炼胶生产烟囱胶,根据胎冠形状和尺寸调整口型板底板倒角宽度。经多次验证后可确定口型板底板倒角宽度的最佳范围。
2.3 烟囱胶预口型出口宽度设计不合理
成品烟囱胶开口宽度标准为(2±0.8) mm。烟囱胶不外露时,开口宽度往往超过标准要求上限,达到3.5~4.5 mm。采取控制单一变量的方式,逐渐减小烟囱胶预口型出口宽度,验证其对烟囱胶形状的影响,结果如表1所示。
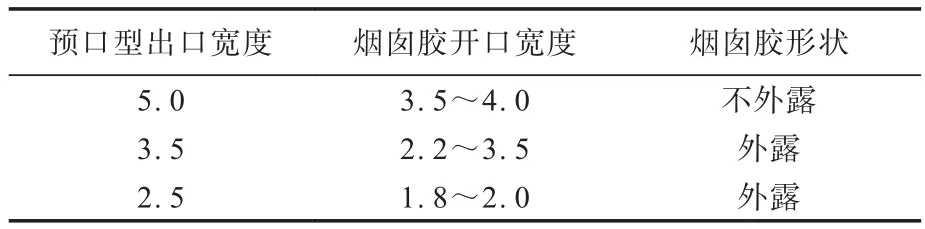
表1 不同预口型出口宽度生产的烟囱胶形状 mm
从表1可以看出,随着预口型出口宽度逐渐减小,烟囱胶开口宽度也逐渐减小,烟囱胶逐渐外露。所以烟囱胶预口型出口宽度设计不合理也是造成烟囱胶不外露的原因之一。
因此在试生产阶段应多次验证,使预口型与口型和胶料相互协调,既保证烟囱胶开口宽度合格,又能使烟囱胶外露。胶料性能差异较大的花纹系列胎冠可使用单独的预口型进行生产。
2.4 烟囱胶与胎冠胶门尼粘度差异过大
烟囱胶门尼粘度低是造成烟囱胶不外露的主要原因之一。门尼粘度低会导致烟囱胶形状不易形成,开口宽度增大且不易外露。同时胎冠胶门尼粘度大于烟囱胶门尼粘度,会导致胎冠胶挤出压力大于烟囱胶,使得胎冠胶覆盖在烟囱胶上。
在施工设计时,胎冠胶与烟囱胶的门尼粘度差异不能过大,且烟囱胶门尼粘度应大于胎冠胶门尼粘度。同时严格控制炼胶和挤出工艺,使胎面胶门尼粘度符合工艺要求,并按标准要求控制返回胶的掺用比例。
2.5 现场管控不到位
挤出机螺杆转速直接影响挤出压力。螺杆转速过高,烟囱胶易露出,但烟囱胶开口宽度容易超出标准;螺杆转速过低,则胶料挤出压力不足,容易造成烟囱胶不外露。预口型有杂物会导致胎冠刮沟,无法形成“烟囱”,也会导致烟囱胶不外露。
生产时挤出机螺杆应以低速启动,使用在线测量系统设定螺杆转速并锁定,在开班时应检查流道、口型和预口型,保证其外观清洁,防止有熟胶和杂物。
3 结语
通过对导电轮胎烟囱胶缺陷的原因进行分析,对口型和预口型结构进行改善,对生产过程进行严格管控,有效地改善了烟囱胶不外露的问题,使车辆行驶过程中产生的静电及时地排放,确保行驶安全,同时提高了乘坐舒适性。
猜你喜欢
轮胎工业(2021年8期)2021-07-20
橡胶科技(2021年11期)2021-07-20
科技经济导刊(2021年5期)2021-03-19
橡胶科技(2018年4期)2018-07-21
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
智能制造(2017年9期)2018-01-26
小学生时代·大嘴英语(2017年4期)2017-05-18
草原歌声(2017年1期)2017-04-23
时代农机(2017年2期)2017-04-02