基于PLC控制的转台式纤维板铺装成型机构研制
2021-07-23 07:42杨若凡毕占龙任燕珍张国梁
林业机械与木工设备 2021年7期
杨若凡, 毕占龙, 任燕珍, 卢 爽, 张国梁*
(1.河北农业大学林学院,河北 保定 071000;2.河北农业大学智慧木匠创新工作室,河北 保定 071000)
复合材料技术的进步促使工业化的板坯铺装技术不断革新,出现了机械式、气流式、混合式和分级式等铺装类型[1-3],但多不适用于实验室试验研发用铺装工艺,为此笔者开发了面向实验室的转台式纤维板铺装成型机构[4-6]。机构和设备的高效运行离不开自动控制系统的设计,以中密度纤维板连续平压生产线为例,连续预压机的同步提升[7],连续平压机的入口角度控制[8-10]、同步升降[11-12]、钢带拖动与调偏[13]、热压[14-15]等动作的实现皆依赖于以PLC为核心的控制系统。而为节约成本,在小型化或单机设备中,西门子S7-200SMART或S7-1200等小/中型PLC得以广泛应用。本文以所研发的转台式纤维板铺装成型机构为控制对象,开发基于PLC控制的手/自一体的纤维/刨花铺装系统,通过PLC控制三台步进电机和一台三相交流异步电机等执行元件,完成平台归零、下降、铺装、转台分度等工序[16-19]。
1 转台式纤维板铺装成型系统总体结构和功能
转台式纤维板铺装成型系统的总体结构框图如图1所示,由PLC控制装置、HMI人机交互界面、位置检测元件、步进驱动系统、三相交流异步电机执行系统以及机械装置组成。
转台式纤维板铺装成型系统的工作原理:PLC控制装置接受位置检测元件如光电开关的信号后和HMI人机交互界面的指令后,产生相应的控制指令并通过步进驱动系统和三相交流异步电机执行系统驱动机械装置中的各机构完成平台升降和归零、耙辊主运动和往复运动以及转台旋转分度等功能。
如图2所示,转台式纤维板铺装成型系统的机械装置包括机架、转台单元、耙辊单元、传动链条系统、传动丝杠和电机等,该机械装置可实现如下功能。

图2 转台式纤维板铺装成型系统机械装置1.转台电机;2.转台单元机体;3.转台;4.往复运动电机;5.主电机;6.升降电机;7.升降传动链;8.限位支架;9.往复运动传动链轮;10 耙辊;11 立柱
(1)归零和升降:限位支架上安装有确定耙辊单元零位的光电开关,平台升降运动机构通过链条传动带动两侧的螺母丝杠工作,实现耙辊单元的归零和升降。
(2)铺装:基于农业机械耕整地中圆盘耙的工作原理,设置了可实现自转和往复运动的耙辊单元,在耙辊上螺旋布置有梳齿;耙辊旋转主运动和往复运动分别依靠两台步进电机驱动;耙辊轴与主电机通过联轴器直连;耙辊单元与往复运动电机之间依靠链条传动并在300 mm范围内反复运动。
(3)转台旋转分度:当在耙辊主运动和往复运动共同作用下完成一定的铺装次数或者时间后,转台电机启动,驱动载有纤维的转台旋转90°,而后耙辊的铺装动作继续;当铺装动作结束后,转台再回转到0°位置,便于铺好的纤维板坯和其下的垫板从转台上撤出。
2 转台式纤维板铺装成型系统的运动控制
2.1 步进驱动系统
转台式纤维板铺装成型系统中,耙辊旋转主电机、耙辊往复运动电机和平台升降电机皆为步进电机,采用86BYGH型,步距角1.8°,引线数为4。配套元件:①步进电机驱动器:2MA860H、峰值电流4.3 A,设置细分等级为50,10 000步/圈;采用共阴极极限方式,并与PLC输出端间串接2 kΩ,1 W的电阻1个;②供电变压器:HBK-700VA,输入电压:交流220 V,输出电压:交流80 V。
转台式纤维板铺装成型系统的步进驱动系统结构框架如图3所示。其中,PLS+为脉冲信号输入端;DIR+为方向信号输入端;ENA+为电机轴使能控制端口;PLS-、DIR-和ENA-共接直流电源负极。控制器ST40PLC由Q0.0、Q0.1和Q0.3产生三路高速脉冲分别控制三台步进电机。
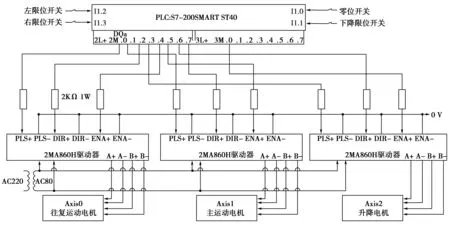
图3 步进驱动系统的结构框架
2.2 三相交流异步电机执行系统
三相交流异步电机执行系统用于转台的回转运动,选用一台三相交流异步电动机和变频器实现运动控制。所用主要驱动元件见表1,结构框架如图4所示,其中PLC通过Q1.4和Q1.5输出点控制两个中间继电器,继而控制转台电机的正转和反转,并通过电位计调节转速。

表1 三相交流异步电机执行系统元件列表
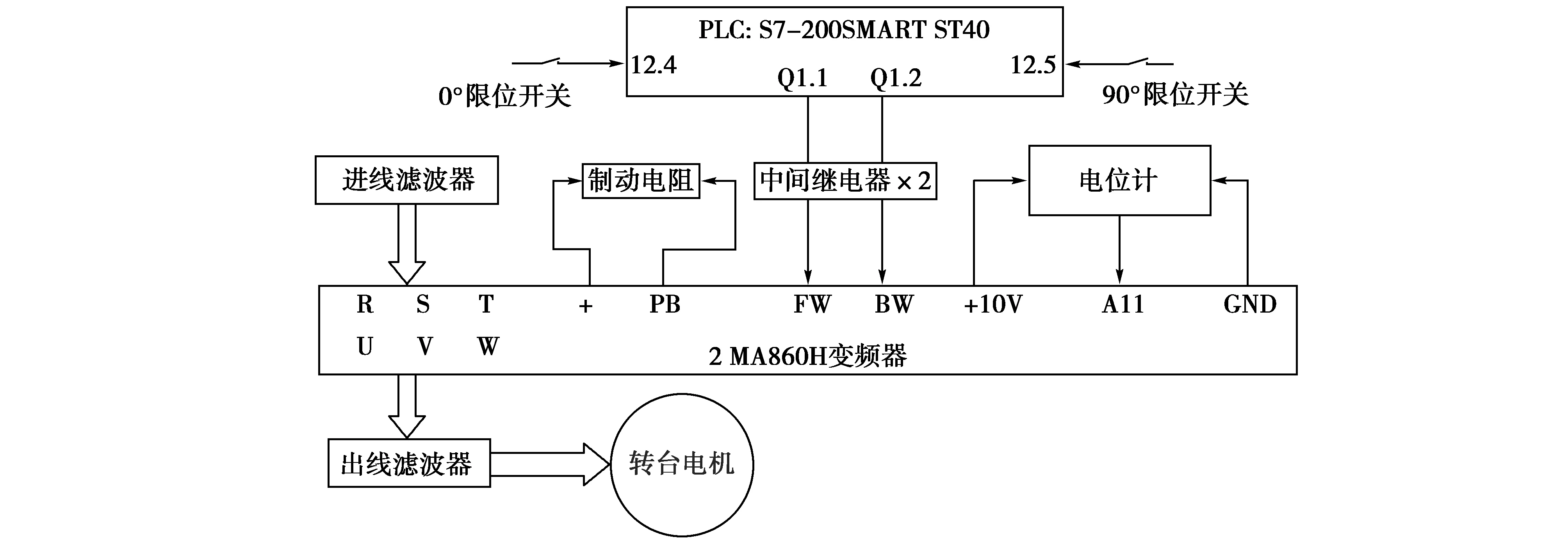
图4 三相交流异步电机执行系统结构框架
3 转台式纤维板铺装成型系统的软件设计
3.1 HMI组态
应用WinCC flexible SMART V3软件组态人机交互界面如图5所示。主界面中可以选择手动还是自动铺装;当在自动铺装界面中输入从“纤维质量”到“平台零位高度”等具体参数后,系统根据铺装工艺自动计算出“铺装高度”并显示。自动铺装状态下的系统数据分别用于控制耙辊旋转主速度、往复运动速度、往复运动次数和平台升降速度。
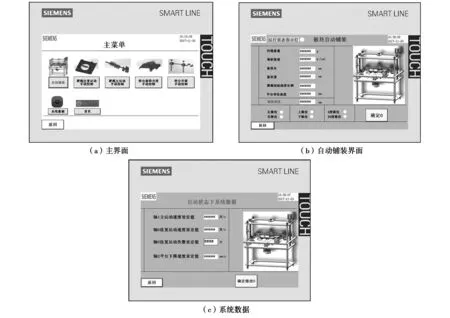
图5 HMI组态
三台步进电机运动控制轴的组态参数一致,见表2。

表2 步进电机轴组态参数
3.2 手动控制方式
手动方式完成四项基本功能,分别对应图5中主界面的耙辊往复运动手动控制、耙辊主运动手动控制、转台旋转分度手动控制和转台升降手动控制。
以耙辊主运动手动控制为例,包括三项基本内容:驱动使能和急停;手动RUN使能和速度控制;点动正转和反转。“驱动使能和急停”控制耙辊轴的使能信号;“手动RUN使能和速度控制”使运动轴按指定方向加速至指定的速度;“点动正转和反转”控制耙辊轴的正反向。
3.3 自动控制流程
自动控制实现从开机到铺装共计7个顺序工步的控制,控制流程如图6所示。
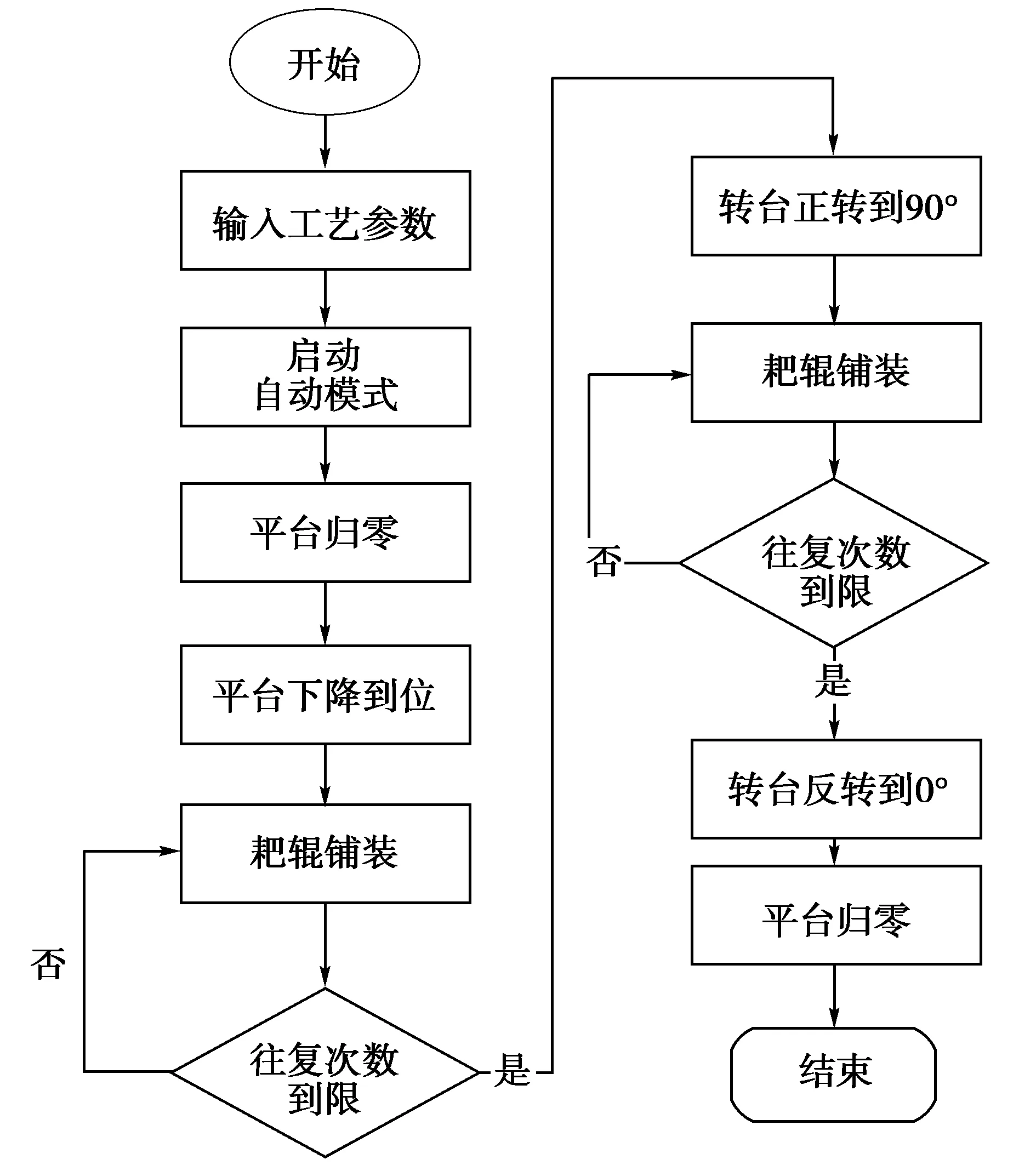
图6 自动控制流程
根据图6,以顺序功能图的方式编写梯形图程序并下载、调试、修改,完成转台式纤维板铺装成型系统的运动控制。
4 转台式纤维板铺装成型系统试验
4.1 物理样机
研制完成的转台式纤维板铺装成型系统物理样机如图7所示,电控柜内部元件配置如图8所示。
4.2 试验过程和结果
在人机界面中输入工艺参数和系统数据,见表3。其中“平台零位高度”指转台与升降平台同高时,升降平台与上限位即机械零位开关的距离。
工艺参数设定并确定后,在自动铺装界面中的“铺装高度”一栏自动显示数据为25.397 mm。
将电控柜面板上的手/自转换开关调至“自动”,然后按下启动按钮,自动铺装程序开始运行,所有元件的动作状态皆按照程序设定的控制流程动作,各元件的状态均可正常显示在HMI。试验中的动作过程见表4。

表4 试验现象和顺序动作
5 结论
(1)建立了基于PLC的转台式纤维板铺装成型系统,实现了机械装置与电气驱动系统的有效连接。
(2)该系统在自动方式下可实现归零、置位、铺装、转台分度、复位等功能,有利于提高铺装效率和精度。
猜你喜欢
林业机械与木工设备(2022年7期)2022-08-02
防爆电机(2022年3期)2022-06-17
防爆电机(2022年2期)2022-04-26
玻璃纤维(2021年3期)2021-07-20
防爆电机(2020年5期)2020-12-14
防爆电机(2020年4期)2020-12-14
工业设计(2019年9期)2019-11-04
国际木业(2018年3期)2018-09-10
海峡姐妹(2017年7期)2017-07-31
现代农业研究(2014年9期)2014-08-16