电脉冲处理对2024-T4铝合金搅拌摩擦焊接头性能的影响*
2021-07-27 05:59许爱军汤泽军章锦涛万海峰王子涵
航空制造技术 2021年10期
许爱军,汤泽军,章锦涛,万海峰,王子涵
(1.北京卫星制造厂有限公司,北京 100090;2.南京航空航天大学机电学院,南京 210016)
搅拌摩擦焊(Friction stir welding,FSW)相比其他焊接方法具有焊接强度高、固相焊接无缺陷、可焊接热裂纹敏感的材料等优点,是铝合金材料连接的主要方法,在航空航天、船舶等领域具有广泛应用。然而,对于部分铝合金而言,经FSW后,接头处会出现局部软化区,导致接头强度降低,影响其正常应用。通过焊后热处理可以有效改善接头的力学性能。目前,对铝合金FSW的焊后处理工艺研究主要在退火热处理和固溶再时效处理两方面。Emanuela等[1]对6082–T6铝合金搅拌摩擦焊接试样进行了2h的535℃热处理,发现熔核区晶粒出现异常长大现象,同时经过热处理之后,塑性大幅度提高,而强度基本不变。Guven等[2]在探究热处理工艺对6061铝合金搅拌摩擦焊接头的影响时观察到了晶粒的异常长大现象,认为这与工艺参数的选取有关。Chaitanya等[3]探究了不同热处理方式对AA7039铝合金搅拌摩擦焊接头力学性能及微观组织的影响,发现固溶处理后得到的接头强度最低,而时效处理后接头强度显著提高。然而,传统炉式热处理工艺不仅需要较高的能量消耗、较长的加热时间及热处理时间,对于铝合金搅拌摩擦焊接零件而言,还受加热炉尺寸的限制。因此,需要一种新型的热处理方式解决上述问题。电脉冲处理作为一种快速、高效、节约能源的工艺方法受到越来越多的关注。与传统炉式热处理工艺相比,电脉冲可以在较低的温度下促进金属材料的晶粒细化、再结晶以及相变,同时提高位错运动速率,愈合材料内部微观裂纹,从而提高材料的综合性能[4–9]。截止目前,许多学者对铝合金电脉冲处理进行了研究,对于铝合金的焊后电脉冲处理相关研究却鲜有报道。基于此,本文探究了电脉冲固溶再时效处理对于2024–T4态铝合金焊后接头力学性能及显微硬度的影响规律,结合微观组织观察,对电脉冲处理后作用机理进行了分析。
试验及方法
本试验所用2024铝合金为T4态,尺寸为240mm×120mm×2mm。材料的化学成分及基本力学性能如表1和2所示,原始微观组织如图1所示。2024–T4铝合金的搅拌摩擦焊接通过FSW–LM–A10型龙门式数控搅拌摩擦焊机进行,焊接速度为300mm/min,焊接过程中采用右旋螺纹锥形搅拌头,轴肩的直径为10mm,搅拌头的旋转速度为900r/min,沿板材的长度方向(即轧制方向)拼焊。焊接设备及焊接路径如图2所示。焊接结束后,采用线切割方法,按照图2(b)方式及尺寸(mm)将板材切割成拉伸试样进行电脉冲固溶处理。

图1 试验用2024–T4铝合金微观组织Fig.1 Microstructure of 2024–T4 aluminum alloy used in experiment
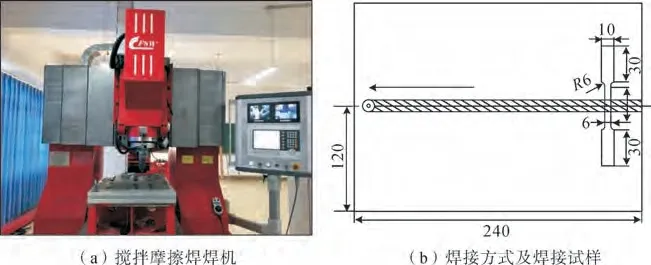
图2 搅拌摩擦焊焊机和焊接方式及焊接试样Fig.2 Friction stir welding machine and welding method and welding sample

表1 2024–T4铝合金板材的化学成分(质量分数)Table 1 Chemical composition 2024–T4 aluminum alloy (mass fraction) %
电脉冲固溶处理过程中,电脉冲由VIS–200A型高频整流机产生,波形为矩形方波。试验过程中温度的变化通过K型热电偶测量,通过无纸记录仪进行记录。电脉冲固溶处理过程中的电参数设置如表3所示。为了研究电脉冲固溶处理过程中铝合金焊接接头两侧温度的变化及分布,对接头焊缝处(P1点)、距离焊缝6mm(P2点)及12mm处(P3点)进行了测温,电脉冲固溶处理装置如图3所示。在固溶处理结束后,立即通过水冷进行降温。随后,为了探究电脉冲固溶处理后时效处理对合金性能的影响,对有效电流密度为135A/mm2固溶处理组试样,通过人工再时效(用AA表示)和自然再时效(用NA表示)两种工艺进行时效处理。人工再时效工艺是将试样置于180℃下6h,自然再时效则是在室温环境下放置168h。待再时效处理结束后,通过拉伸试验测试材料的力学性能变化。拉伸试验在WSW–20E电子万能拉伸试验机上进行,每组试样重复3次,拉伸试验取平均值以确保有效性。

表2 2024–T4铝合金母材的力学性能Table 2 Mechanical properties of 2024 aluminum alloy base metal
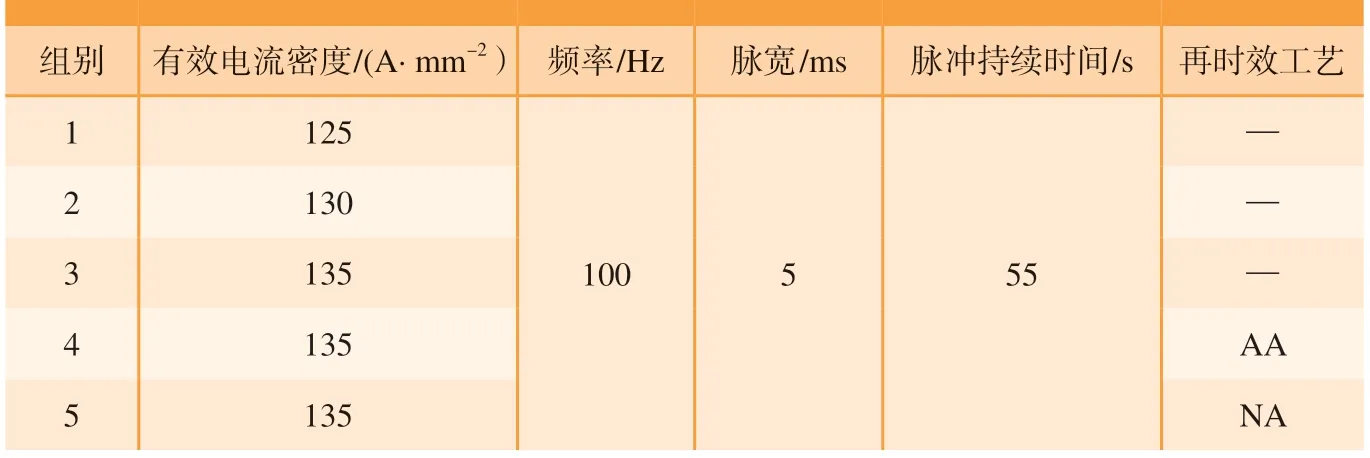
表3 电脉冲固溶处理及再时效处理过程相关参数Table 3 Relevant parameters of electric pulse solid solution treatment and reaging treatment
图3 电脉冲固溶处理试验装置示意图Fig.3 Schematic diagram of experimental device for electric pulse solid solution treatment
结果与讨论
1 电脉冲固溶处理过程中试样温度的变化
图4显示了电脉冲固溶处理过程中有效电流密度对铝合金试样温度变化的影响。可以看出,随着有效电流密度的增加,试样不同位置的温度逐渐增加,当有效电流密度为135A/mm2时,最高温度为430℃。对于同一电参数而言,试样中心点温度最高,这可能是因为焊核区经历完全动态再结晶,细化了晶粒,导致试样中心处电阻大于两侧母材区域。此外,对于电脉冲固溶处理工艺而言,试样能够在极短的时间(1min之内)达到较高的温度,相比炉式高温固溶处理,电脉冲热处理能够显著提高固溶处理效率。
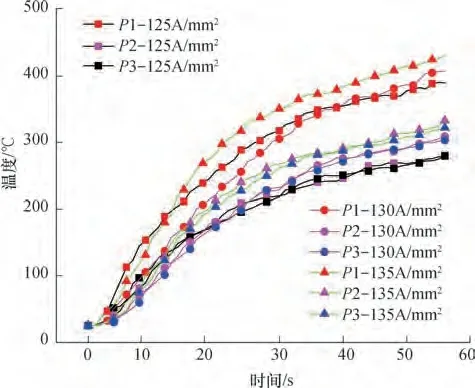
图4 电脉冲固溶处理过程中接头的温度变化及分布Fig.4 Temperature changes and distribution of joint during electric pulse solid solution treatment
2 电脉冲固溶再时效处理过程中试样力学性能的变化
固溶处理及再时效处理后试样焊接接头硬度分布如图5所示。原始焊态试样硬度分布呈现明显的W形分布,热力影响区硬度明显低于其他区域。经电脉冲固溶处理后,焊接区域硬度差异性减弱,当有效电流密度为135A/mm2时,接头不同区域的硬度值近似相等,这可能与位错缠结的消除及强化相的溶解有关。而经过再时效处理后,接头区域的整体硬度提高,如图5(b)所示。其中,经过人工再时效处理后,焊接接头硬度分布又呈现明显的W型,但与原始焊态试样相比,整体硬度有了明显的提升,硬度分布均匀性增加。经过168h自然再时效处理后,接头处硬度值呈现倒U型分布,相比原始焊态试样,母材区域硬度值减小,其他区域硬度值提高。
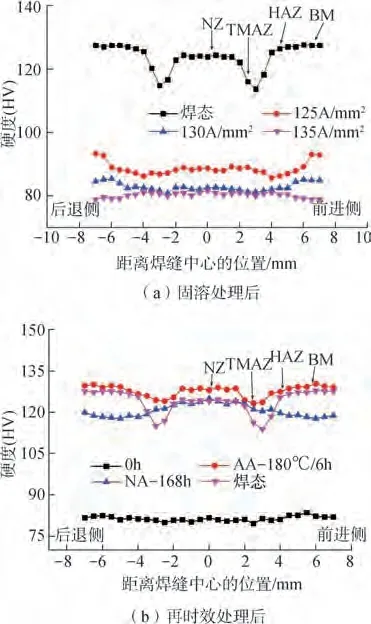
图5 2024–T4铝合金FSW接头的硬度分布Fig.5 Hardness distribution of friction stir welded joint of 2024–T4 aluminum alloy
图6(a)为焊接试样经过电脉冲固溶处理后的断裂位置示意图。原始焊态试样断裂位置位于前进侧的热力影响区;经有效电流密度为125A/mm2的电脉冲处理后,试样的断裂位置未发生变化;当有效电流密度为130A/mm2和135A/mm2时,试样在母材处发生了断裂。经再时效处理后,试样的断裂位置如图6(b)所示,经过180℃/6h人工再时效处理后,断裂位置位于前进侧热力影响区,而经过168h自然再时效处理后,试样的断裂位置位于母材区域。可以发现,断裂位置与材料硬度最低值位置基本一致,这是由于拉伸变形过程中较软的区域最容易出现应力集中,从而导致裂纹产生。
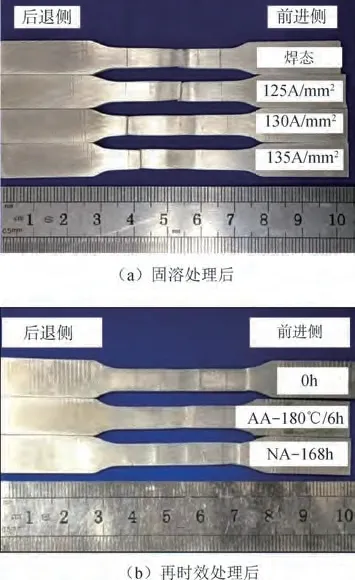
图6 试样断裂位置示意图Fig.6 Schematic diagram of specimen fracture position
2024–T4铝合金搅拌摩擦焊接试样经不同参数电脉冲固溶处理后的工程应力–应变曲线如图7(a)所示。经过固溶处理之后,试样抗拉强度大幅下降,延伸率大幅度提高,这与固溶处理过程中强化相的溶解有关。随着有效电流密度的增加,试样延伸率增加,抗拉强度逐渐减小。当有效电流密度为135A/mm2时,试样的抗拉强度约为300MPa,延伸率为18.7%,相比原始焊接试样,强度下降约25%,延伸率提高约50%(图7(b))。此外,经电脉冲处理后,焊接试样在拉伸过程中应力曲线出现了锯齿状波动,这是PLC效应(Portevin–Le chatelier effect)的典型特征[10–11]。随着有效电流密度的增加, PLC效应更快地发生,锯齿状波动的幅度随之增加。经再时效处理后,PLC效应消失,试样的强度、延伸率均获得不同程度的提升,如图8所示。对于人工再时效处理而言,试样强度上升为430MPa,达到母材强度的94%左右。而对于自然再时效处理而言,接头强度上升到415.4MPa,达到母材强度的90%左右,相比原始焊接试样,只提高了约4%。由此可知,人工再时效处理相比自然再时效处理,效果更好,效率更高。
3 电脉冲焊后热处理过程中微观组织的演变
电脉冲固溶处理后2024–T4铝合金微观组织的变化如图9所示。由于前进侧接头各个区域分界相比后退侧更为明显[12],因此,均选取前进侧微观组织进行分析。原始2024–T4铝合金焊接试样焊核区(NZ)、热力影响区(TMAZ)、热影响区(HAZ)微观组织分别如图9(a)所示。与母材相比,焊核区晶粒明显细化,呈现等轴状,说明由于焊接过程中的大变形和高温引起了焊核区晶粒的动态再结晶。对于热影响区而言,由于热输入的减少,与母材组织相比,晶粒未发生明显变化。而对于热力影响区而言,靠近焊核区一侧晶粒出现一定程度的细化,而靠近热影响区的一侧晶粒并未发生变化。同时可以发现,强化相含量从热影响区向焊核区呈现逐渐减少的趋势,说明在焊接过程中,随着热输入及变形量的增加,强化相发生了溶解。对于焊核区而言,随着脉冲电流密度的增加,晶粒细化效应越发显著,强化相含量逐渐减少,如图9(b)和(c)所示。这是由于通电过程中焊核区温度最高所致,如图4所示。而对于热影响区和热力影响区而言,由于热输入较低,晶粒的细化效应及强化相的溶解效应不如焊核区明显。综上所述,电脉冲固溶处理后,晶粒发生了明显的细化,各个区域的强化相密度发生了不同程度的减少,导致试样的强度降低,延伸率增加,硬度降低,这与图5(a)和图7所示一致。
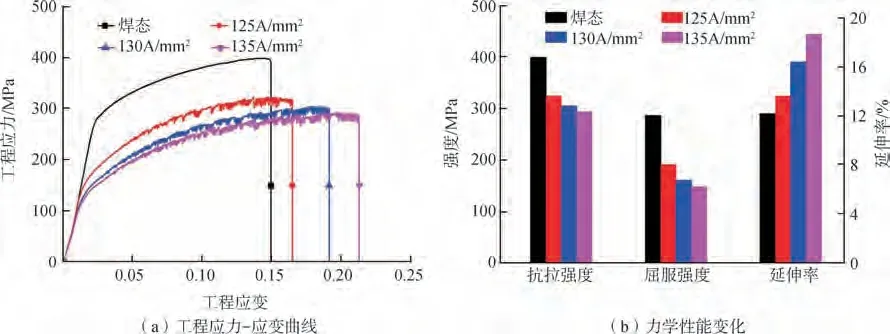
图7 电脉冲固溶处理后接头的力学性能Fig.7 Mechanical properties of joints after electric pulse solid solution treatment
再时效处理后2024–T4铝合金焊接件各个区域微观组织的变化如图10所示。经过再时效处理后,晶粒尺寸变化不明显,而强化相含量显著增加,从而导致抗拉强度及硬度的增加,如图5(b)和图8所示。与自然再时效处理相比,人工再时效处理过程中析出更多的强化相,因此经人工再时效处理后试样的强度与硬度高于自然再时效处理。此外,经再时效处理之后,PLC效应完全消失。结合图9和图10的分析,可以对材料拉伸过程中的PLC效应进行解释。经电脉冲固溶处理之后,2024–T4铝合金搅拌摩擦焊接头中原有的强化相发生了溶解,根据Wu等[13]的研究,这些强化相为Cu–Mg原子团簇,因此形成了游离态的Mg原子及Cu原子。在拉伸过程中,随着应变的发生,材料内部产生大量的位错,位错在运动过程中逐渐在游离态的Mg原子及Cu原子周围缠结形成位错钉扎,阻碍位错运动及滑移,导致应力进一步增加,当应力增加到足以解钉时,位错的阻碍运动瞬间减少,引起应力的骤降。由游离态的Mg原子及Cu原子引起的位错钉扎与解钉效应循环往复,从而导致拉伸过程中的锯齿状波动,即PLC效应。随着有效电流密度的增加,强化相的溶解速率增加,从而形成更多数量的游离态Mg原子及Cu原子,进而引起位错钉扎效应的增强,导致PLC效应更快更显著地发生。
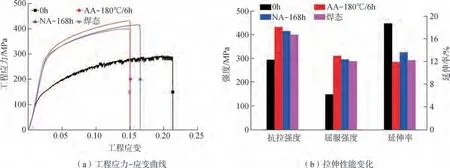
图8 再时效处理后接头的力学性能Fig.8 Mechanical properties of joints after reaging treatment
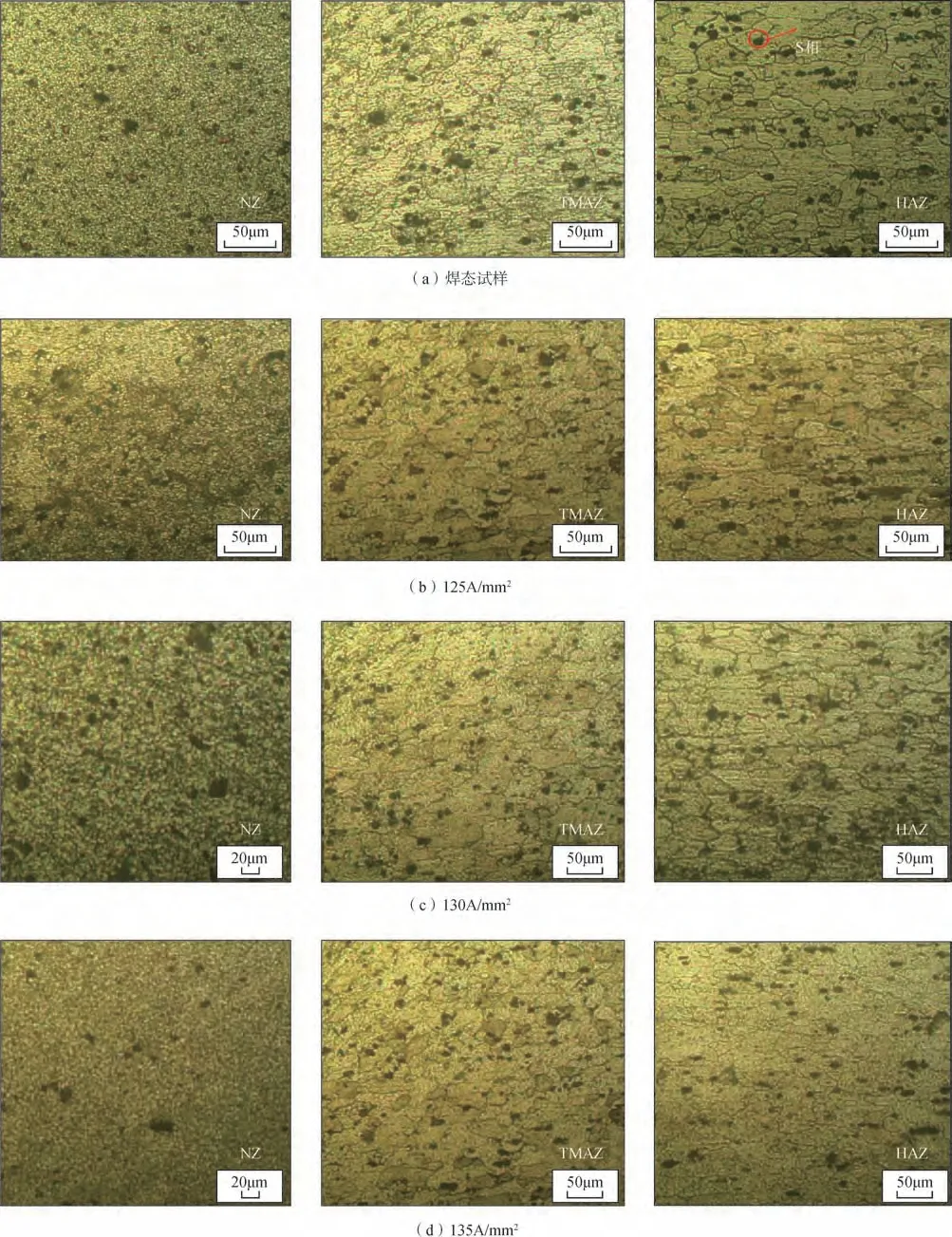
图9 电脉冲固溶处理后2024 –T4铝合金焊接试样微观组织变化Fig.9 Microstructure changes of 2024 –T4 aluminum alloy welding sample after electric pulse solid solution treatment
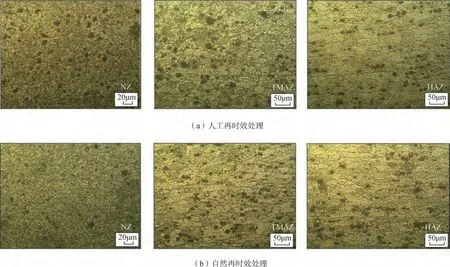
图10 再时效处理后2024 –T4铝合金焊接试样不同区域微观组织Fig.10 Microstructure of 2024 –T4 aluminum alloy welding sample after reaging treatment
结论
(1)与传统炉式加热固溶处理相比,电脉冲固溶处理效率高,所需温度较低。随着有效电流密度的增加,2024 –T4铝合金FSW接头强度随之下降,延伸率大幅提高。当有效电流密度为135A/mm2时,试样的抗拉强度约为300MPa,延伸率为18.7%,相比原始焊接试样,强度下降了25%,延伸率提高了50%。
(2)经过电脉冲固溶处理后,2024–T4铝合金FSW接头各个区域的晶粒都发生了细化,强化相发生了不同程度的溶解。强化相的溶解是导致接头强度和硬度降低、塑性提高的主要原因。
(3)电脉冲固溶处理后,2024–T4铝合金FSW接头拉伸过程中出现了PLC效应。结合微观组织分析可知,这是由于位错在强化相溶解形成的游离态原子周围钉扎导致应力上升以及应变增加带来的解钉效应不断循环导致。
(4) 再时效处理后,PLC效应消失,2024 –T4铝合金FSW接头的强度发生了恢复。人工再时效处理过程中产生了更大、更多的强化相,试样强度上升为430MPa,相比原始焊接试样,强度提高了8%,达到母材强度的94%左右。而对于自然再时效处理而言,接头强度上升到415.4MPa,相比原始焊接试样,只提高了约4%。由此可知,人工再时效处理相比自然再时效处理,效果更好,效率更高。
猜你喜欢
焊接学报(2022年6期)2022-07-13
中国典型病例大全(2022年12期)2022-05-13
电力大数据(2021年4期)2021-07-29
湖南大学学报(自然科学版)(2021年4期)2021-04-25
理论与创新(2020年11期)2020-07-26
首都体育学院学报(2019年5期)2019-10-18
航空材料学报(2019年2期)2019-04-15
湖南大学学报·自然科学版(2016年12期)2017-05-12