
曲轴轴颈损伤表面的激光熔覆再制造修复研究
2021-08-24 06:41景奉全
现代制造技术与装备 2021年7期
景奉全 景 朔
(山东布洛尔智能科技有限公司,济南 250200)
再制造技术主要是将损伤和报废零部件当成毛坯,应用相关技术和工艺,使受损的零件恢复原有或者是近形尺寸,继而使性能恢复或者超出原基材水平。激光熔覆属于再制造期间应用极为合理的一项修复技术。它的应用优势在于将熔覆层和基体冶金相结合,有利于合理控制熔覆层的稀释率,且基体变形程度小。曲轴经过长时间运行会发生磨损、裂纹等问题。喷涂技术尚存在一些缺陷,存在界面结合强度较低、涂层中存在孔隙等问题[1]。激光熔覆技术因为能量密度高,有利于有效解决涂层中存在的缺陷,界面结合强度非常高。大部分研究人员专门对激光熔覆技术进行了有关探究,但由于激光熔覆曲轴期间为了获取性能极佳的熔覆层,激光束运行轨迹应当和曲轴运行轨迹相符合,且保持速度恒定,操作难度较大。另外,熔覆时轴径和曲柄臂之间的过渡圆角加工难度也较大,导致曲轴轴径表面的研究较少。本文通过曲轴材料钢样件展开熔覆试验操作,从熔覆层的显微组织和硬度等方面入手,确保熔覆符合各项基本要求。
1 样件激光熔覆
1.1 试验设备以及材料
激光熔覆试验主要以6 kW横流CO2激光器为主,使用优化的激光熔覆工艺参数:激光功率表现为4 kW;扫描速度约为500 mm·min-1;光斑直径为3 mm;焦距为30 mm; 进行多道搭接,搭接率为40%;预制粉末厚度为1 mm,不应用粘结剂;基体材料是钢平板,熔覆使用熔性合金粉末。在进行激光熔覆前,要先使用砂纸打磨基体表面,再使用乙醇和丙酮进行清洗,确保彻底清除表面氧化皮和油污。铁基和金粉末的化学成分,如表1所示。

表1 铁基和金粉末的化学成分
1.2 试样制备
首先,依照设定的尺寸切割熔覆层,制作成金相试样,并研磨抛光。其次,因为熔覆层比基体抗腐蚀性强,可以采取4%的硝酸乙醇溶液腐蚀基体,并采用质量分数为25%的硝酸乙醇溶液腐蚀熔覆层[2]。最后,应用光学显微镜仔细查看熔覆层的显微组织,检验熔覆层的纤维硬度。例如,当载荷为25 gf时,加载时间为5 s,测量3次取平均值。
1.3 熔覆层显微组织
试样件横截面包含熔覆层、结合区以及基体。熔覆层组织极为密切,尚未出现裂纹和气孔等现象。要想更好地呈现熔覆层和基体的结合方式与效果,需要扫描试样件横截面线,检验Cr元素的实际分布状态。熔覆层和基体交界面处产生了元素扩散现象,表明熔覆层和基体之间达到了有效结合。熔覆层的组织变化依次表现为熔覆层和基体交界面处的胞状晶、柱状枝晶以及接近熔覆层表面的树枝晶[3]。这主要是由于熔覆层的组织形态可以影响结晶方向上的温度梯度和凝固速度比值。在熔池冷却期间,熔覆层和基体交接位置逐渐增大。随着熔覆层表面间距的缩减,比值下降。在合金成分条件下,熔覆层组织从以往的平面晶和胞状晶转变为树枝晶。
2 曲轴连杆轴径激光熔覆
2.1 计算分析轨迹
2.1.1 相关条件
在激光熔覆曲轴期间,曲轴连续轴径主要以主轴径中心线为基准进行相关的圆周运动。要想从连续轴径表面获取均匀性的熔覆层,需要符合以下要求。第一,激光头到工件表面的距离不发生变化。第二,激光束和连杆轴径相对运行速度处于恒定状态。第三,在激光熔覆期间,必须确保激光束处于曲轴连杆轴径的上面。
2.1.2 计算激光轨迹和光斑扫描速度
在激光熔覆曲轴连杆轴径时,连杆轴径绕着主轴颈圆心进行圆周运动,即不同时刻连续轴径同一点处于不同的位置。激光束伴随着轴径的运动而运动,位于连续轴径的最上方。在熔覆期间,主轴颈以相应的角速度转动,使得曲轴连杆轴径位置随之发生变化。
为了在曲轴连杆轴颈表面获得成分均匀且没有缺陷的熔覆层,需要使激光束和曲轴连杆轴径的相对运动速度恒定。在激光熔覆期间,连续轴径位置处于不断变化状态,激光束一直处于连续轴径的最上端。以激光熔覆过程轨迹举例说明,激光束轨迹的圆心为A点,连杆轴颈运动轨迹的圆心为O点,此刻连杆轴颈的圆心为C点,设连杆轴颈的半径为r,激光束轨迹的半径为r2,连杆运动轨迹的半径为rs,连杆轴颈中心线运动轨迹的半径为r4。连续轴径的半径、连杆运动轨迹半径以及连杆中心线运动轨迹的半径差相等[4]。在相同时间段内,曲轴主轴颈、连续轴径和激光束转过的角度相同。在曲轴尺寸一定的情况上,相对运动速度和转速有关,且曲轴主轴径和激光束的转速相同。因此,要想达到相对运动速度恒定,关键在于确保主轴和激光束保持良好的转动速度。
在激光熔覆期间,扫描速度等其他参数一定时,随着激光功率的增加,熔覆层高度也随之升高。在熔覆曲轴连续轴径期间,如果没有合理匹配激光束和曲轴连续轴径运行速度,将会使激光头到工件表面的距离发生改变,进而使激光功率也发生变化,影响熔覆层外表[5]。如图1所示,在激光束和曲轴连杆速度没有匹配好的情况下获取熔覆层图片,可见熔覆层的厚度不具备均匀性,熔覆层位置2处的高度远远高于位置1。
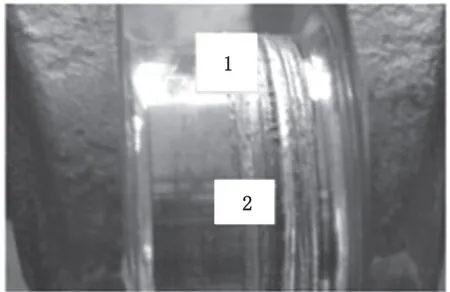
图1 熔覆层宏观图片
2.2 激光熔覆曲轴连杆轴径试验
如图2所示,在机床中固定曲轴水平,合理调整曲轴连杆轴径位置,使其处于连杆轴径运动轨迹的高处,并严格控制激光束到连杆轴径表面之间的间距,使激光头位于轴径上端。从图3可以看出,当轴径通过激光熔覆后,熔覆层表面处于良好的均匀状态,不存在裂纹现象。通过磨削加工操作后,轴径表面光滑,未出现气孔缺陷。
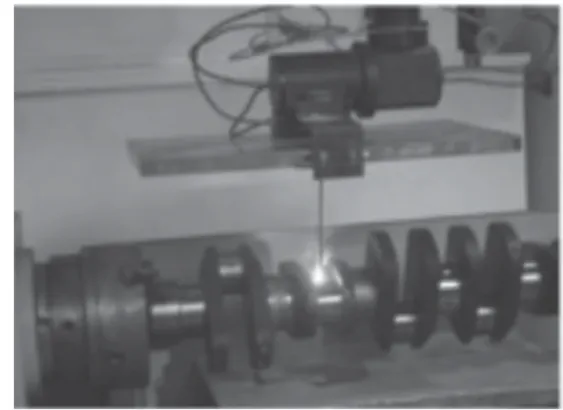
图2 激光熔覆试验图

图3 磨削加工以后的轴颈表面
3 结语
从以上论述来看,熔覆试样块内熔覆层和基体之间达到了良好的冶金结合,熔覆层组织不存在缺陷性问题,自身的硬度远远超过了基体。在进行激光熔覆曲轴连续轴径作业期间,必须确保熔覆层符合标准要求,以确保熔覆的稳定性和准确性。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
上海金属(2022年1期)2022-01-25
装备制造技术(2021年4期)2021-08-05
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年3期)2018-10-13
物理学报(2018年17期)2018-09-21
科技风(2018年19期)2018-05-14
科技创新与应用(2017年11期)2017-04-27
柴油机设计与制造(2015年3期)2015-12-05
锻压装备与制造技术(2015年2期)2015-06-26
