
油井管特殊扣产品管拧曲线拐点识别方法
2021-09-10 06:02彭志牛王鸣华
宝钢技术 2021年4期
彭志牛,王鸣华
(宝山钢铁股份有限公司钢管条钢事业部,上海 201999)
在油井管特殊扣产品的加工过程中,拧接是一个重要工序。拧接设备的自动判定方法是否合适会对生产节奏和质量控制产生影响。自动判定的准确性,即管拧曲线的拐点识别是否正确,直接决定于管拧曲线的合理性。油井管的实际拧接过程是一个不稳定状态,钢管和接箍的螺纹加工精度(如螺纹椭圆度、公母头的同轴度)、螺纹表面状态、螺纹脂质量及涂抹情况、拧接控制速度等多种因素都会造成拧接曲线的较大波动。
1 拐点概念
根据相关标准规定,油井管和接箍经过拧接工序后,必须达到有效拧紧和密封。油井管中大多数的特殊扣产品为了满足密封性能,都会在螺纹端部提供一个截面为圆弧或直线等形式、金属对金属的密封,即密封面。油井管和接箍的拧接配合典型图如图1所示。
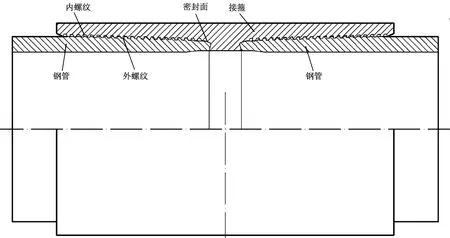
图1 油井管和接箍的拧接配合
在拧接时,当钢管密封面和接箍密封面接触后,拧接扭矩会突然上升,体现在扭矩曲线上是一个随之上升的陡坡,可称之为拐点。某些特殊扣产品为了满足特殊工况要求,还会设计有多个密封面(拐点)。典型的特殊扣产品双拐点拧接曲线如图2所示。以时间或圈数为横坐标,以扭矩为纵坐标,绘制拧接曲线。拧接曲线上的两个突变点,P2(密封面拐点)为第一拐点,P3(台肩拐点)为第二拐点。
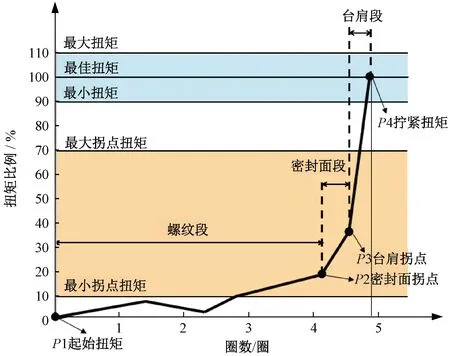
图2 特殊扣产品的双拐点拧接扭矩曲线
2 曲线曲率半径拐点识别方法
特殊扣螺纹拧接的主要判定依据是两条:第一条和 API 标准螺纹相同,要判断其最终的拧紧扭矩是否在最大最小扭矩合格范围之内;第二条就是拐点扭矩是否在最大、最小拐点扭矩合格范围之内。这两个判定准则中最关键的是标识出曲线上的拐点。国内外管拧机厂家的拐点识别算法普遍采用图像学意义上的曲率半径法识别,即在管拧曲线后半段,逐点计算曲线曲率半径[1],再结合过滤算法去除异常点,找出曲线弯曲变化最明显的点,如图3所示。
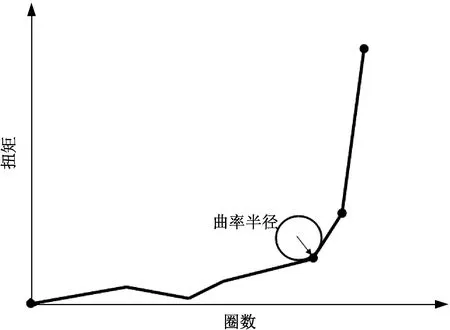
图3 曲率半径法
这种方法用于常规拧接曲线行之有效,对于非常规拧接曲线准确率低。因为油井管的实际拧接过程是一个不稳定状态,钢管和接箍的螺纹加工精度(如螺纹椭圆度、公母头的同轴度)、螺纹表面状态、螺纹脂质量及涂抹情况、拧接控制速度等多种因素都会造成拧接曲线的较大波动。即使是加工质量类似的同一批钢管和接箍,螺纹脂涂抹差异、拧接控制差异都会对拧接曲线产生较大差异,尤其是拧接控制变速的时机和幅度会显著影响拐点识别。如图4所示,在钢管密封面和接箍密封面已经接触后,由于大幅度改变拧接控制速度,产生了多个图像上的“拐点”,实际上并不是拧接意义上的拐点。
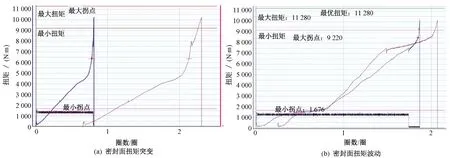
图4 多“拐点”的复杂扭矩曲线
3 密封面变形法拐点识别方法
曲率半径法识别拐点只能从图像学意义上找突变点,这种方法仅仅识别曲线上的突变点,假“拐点”多。拧接意义上的拐点是指钢管和接箍的密封面相接触后,拧接阻力上升,金属弹性变形,所以导致扭矩曲线突变。从油井管产品特殊扣型的设计角度看,拐点出现后,螺纹脂受挤压,以及密封面受到挤压产生弹性变形。这个弹性变形是有限的,超过极限会导致屈服失效等损伤;即拐点出现后,针对各类扣型,钢管和接箍的现对位移是有一个理论范围。所以从拧接意义看,识别拐点的方法是既要计算拧紧扭矩差异值,也要计算密封面弹性变形量,我们称之为密封面变形法,通过记录两者的变化量比值,即PW值来确定拐点,计算公式如式(1),如图5所示。
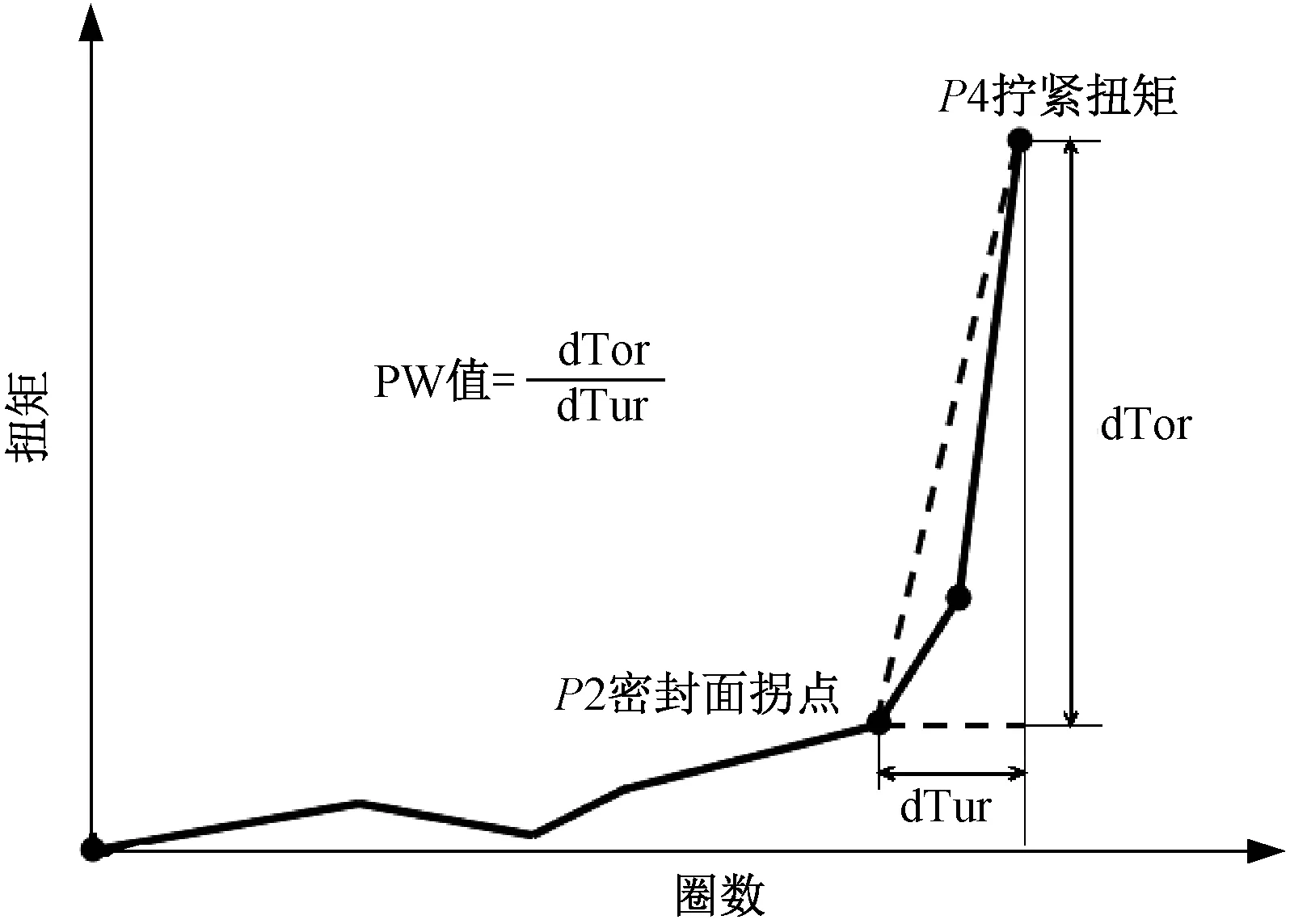
图5 密封面变形法
PW值=dTor/dTur
(1)
式中:dTor =当前点扭矩-拧紧扭矩;dTur =当前点圈数-拧紧圈数。
密封面变形法真实反映了螺纹脂和密封面的状态,反映了密封面受压后的扭矩变化和弹性变形的相关性,可以有效避免曲率半径方法的缺陷,许多特殊扣产品,由于金属材质和密封面设计的特性,导致密封面段扭矩曲线复杂多变,如“缓慢上升”、“波浪形”和“双拐点”,这种方法都能有效识别。此外,拐点的PW值取值范围和产品设计特性相关,不是越大越好,一般通过批量生产后,确定一个此产品的判定经验值。采用此方法后开发的管拧自动判定软件画面如图6所示。
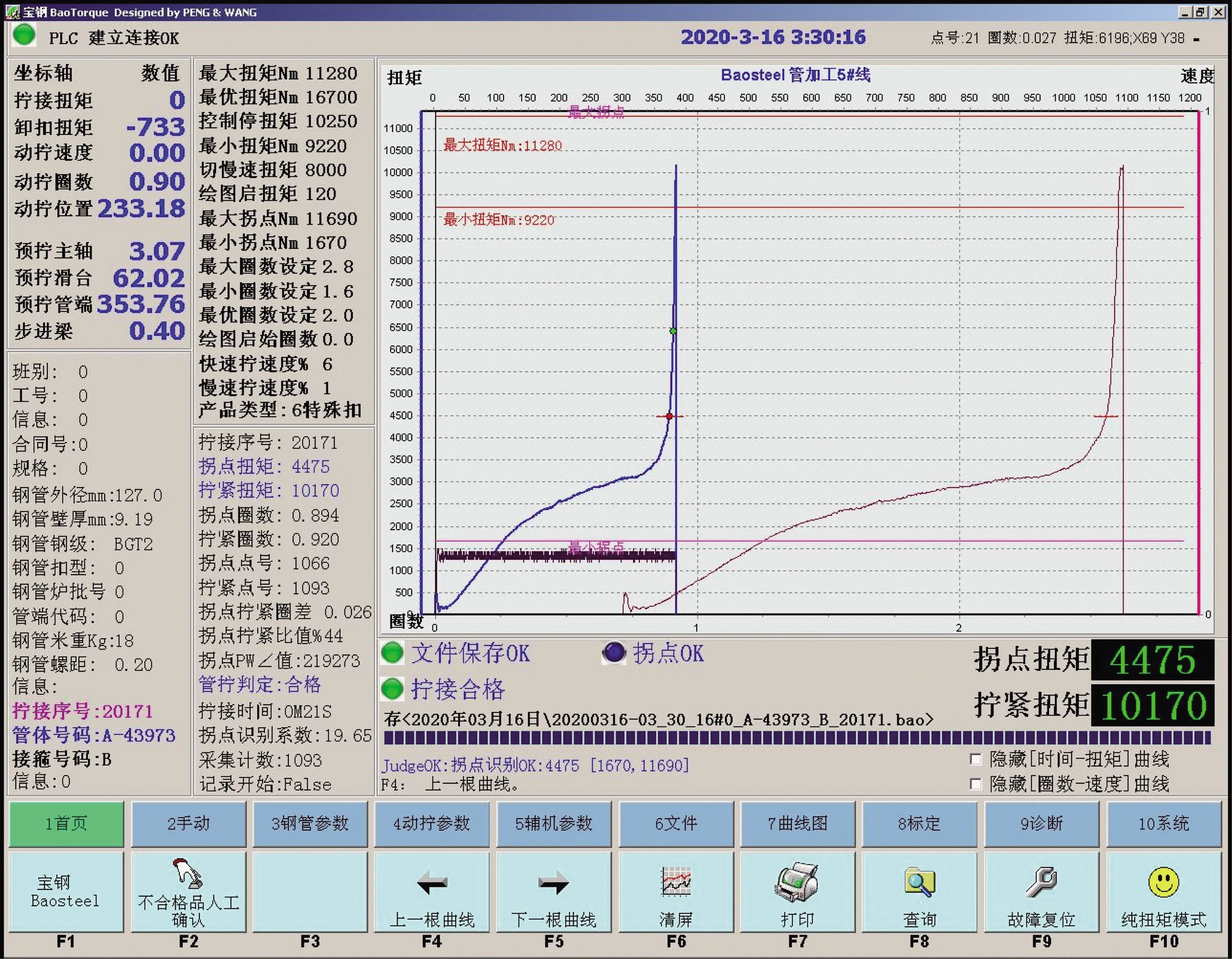
图6 管拧自动判定软件画面
4 结语
曲率半径法是从图像学意义上识别拐点,这种方法仅仅识别曲线上的突变点,假“拐点”多。密封面变形法是从拧接意义上识别拐点,相较于曲线半径法,密封面变形法更科学。这种方法既考虑了拧紧扭矩差异值,也计算了密封面弹性变形量,真实反映了螺纹脂的状态,密封面受压后的扭矩变化和弹性变形的相关性。油井管的实际拧接过程是一个不稳定状态,钢管和接箍的螺纹加工精度(如螺纹椭圆度、公母头的同轴度)、螺纹表面状态、螺纹脂质量及涂抹情况、拧接控制速度等多种因素都会造成拧接曲线的较大波动。总之,管拧曲线是整体系统的呈现,这个系统包括油井管产品、环境、辅助介质、设备等各方面。除了提高拐点识别准确性,更关键的是从系统的角度提高管拧曲线真实性,如避免过高的拧接速度对密封面带来冲击、改善螺纹脂、改进密封面公差配合、提高扭矩采集频率,确保拧接曲线更平顺更精准,从而更利于自动识别出管拧曲线上的特征点,利于管拧自动判定的准确率。
猜你喜欢
新疆大学学报(自然科学版)(中英文)(2022年3期)2022-06-04
当代水产(2022年2期)2022-04-26
石油机械(2022年4期)2022-04-13
昆明医科大学学报(2022年1期)2022-02-28
汽车工程(2021年12期)2021-03-08
汽车与新动力(2019年5期)2019-11-07
汽车观察(2019年2期)2019-03-15
中国新技术新产品(2018年11期)2018-09-03
东方教育(2017年19期)2017-12-05
中国高新技术企业(2017年11期)2017-07-08
