
基于CAD/CAM的国产化智能采煤机关键制造工艺应用研究
2021-10-26 02:03商开振邵世权
智能制造 2021年5期
商开振,刘 霞,李 洋,邵世权,张 锋
(菏泽技师学院,山东 菏泽 274026)
1 引言
近年来,随着我国5G通信技术日趋成熟,物联网、混合云技术等不断融入传统煤机制造行业,有力推动了我国采煤机研发制造向智能化的转型发展。不断发展的煤炭工业在保障安全生产、提升开采效率和改善工作环境等方面对传统煤机制造行业提出了更高要求,以少人、无人为特点的智能煤矿成为新的发展趋势。由于国外智能采煤机价格昂贵,故障排查、处理困难,配件昂贵,且生产作业过程中问题较多,我国煤炭企业对国产智能采煤机的需求日益增大。
关键零部件的制造工艺是智能化采煤机由图样变成现实的基石。本文来源于某智能型电牵引采煤机研发项目,主要围绕研发过程中关键零部件摇臂内齿圈的制造工艺方案进行研究,以突破采煤机智能化进程中的技术瓶颈。
2 智能采煤机制造工艺关键问题
传统采煤机零部件的加工制造工艺已经日趋成熟,也给智能化采煤机提供了经验参考,但也有新的加工难题出现。其中摇臂部件中行星轮系的内齿圈因尺寸大、壁较薄,形位公差要求较高,成为智能采煤机制造过程中的加工难题。智能采煤机摇臂行星轮系如图1所示。
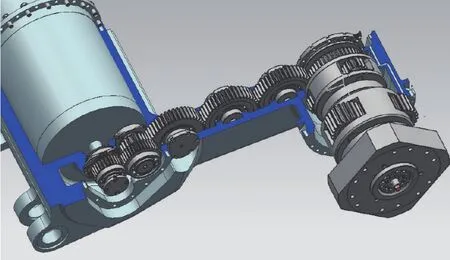
图1 智能采煤机摇臂行星轮系
摇臂行星齿轮系是摇臂的减速机构,具有体积小、承载能力大、运行平稳的特点。由于摇臂腔体结构的智能化设计,造成行星轮系内齿圈外径尺寸减小,为684 mm,最大壁厚为31 mm,最小壁厚为14.5 mm。智能化采煤机摇臂内齿圈如图2所示。

图2 智能化采煤机摇臂内齿圈
壁厚与直径之比约1/20,属于车削加工中较难加工的薄壁结构。由于外径尺寸超出普通三爪卡盘的夹持范围,该零部件只能由夹紧力较大的四爪单动卡盘夹持,这进一步加大了零部件变形风险。而为了保证行星传动机构正常运行,避免因内齿圈圆柱度超差,造成采煤机摇臂工作时出现震动、噪声问题,该零部件的圆柱度需要保持在0.03 mm以内。
3 摇臂内齿圈工艺方案
3.1 总体工艺方案分析
摇臂内齿圈主要包括外圆、端面、同轴孔系、开口直槽和内齿等结构。由于薄壁件易发生变形,其外圆与内孔等关键结构的加工应分粗加工、半精加工和精加工3个阶段。为提高此材料加工性能,在粗加工后加入调质工序。内齿分为粗加工与精加工两个阶段,并将粗插工序安排在齿顶内孔车成,其余外圆内孔留余量之后。在粗插齿形后,加入时效处理以消除内在应力。开口直槽在精车与精插齿形中间。由于摇臂内齿圈是传动零部件,在采煤机切割煤壁时需要持续承受较大冲击与震动,因此齿部需要进行表面氮化以增强其耐磨、耐疲劳特性;其具体的工艺路线如图3所示,其中各孔、外圆的精车加工是加工难点。
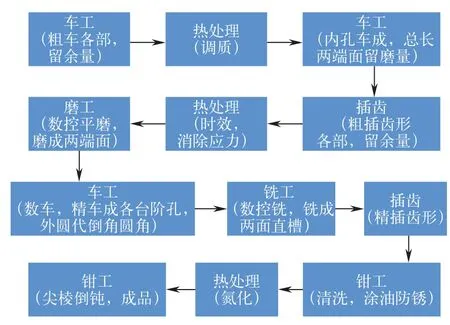
图3 摇臂内齿圈工艺路线总图
3.2 摇臂内齿圈重点工序工装设计
薄壁类工件壁厚较小,刚性较差,装夹时夹具的夹紧力难以把握,造成了此类薄壁零部件的形位公差难以保证。在夹紧力超出壁厚承受能力的情况下,零部件沿夹紧力接触点出现变形,虽然未卸下工件前测量各部分尺寸完全符合,但夹紧力撤销以后,零部件会在受力处发生弹性恢复,不能有效保证其最终圆柱度公差。针对内外圆结构的车削精加工工序圆柱度0.03 mm的要求,提出了与数车四爪单动卡盘配套使用的扇形可微调软爪的解决方案。
此套夹具设计为外、内软爪以分别配套夹持工件外圆、支撑内孔的装夹方式,如图4、图5所示。均为一套4件,利用紧固螺栓固定在四爪单动卡盘卡爪上,如图6、图7所示。其中外软爪用于夹持内齿圈外圆,进行车削工件内齿口;内软爪支撑加工好的内齿口,一次装夹车成其他外圆、内孔和台阶等结构。四爪卡盘的卡爪是单个运动,无法实现自定心,工件的找正比较困难;为了解决此问题,在此套软爪上设置了微调螺栓,便于进行准确找正。
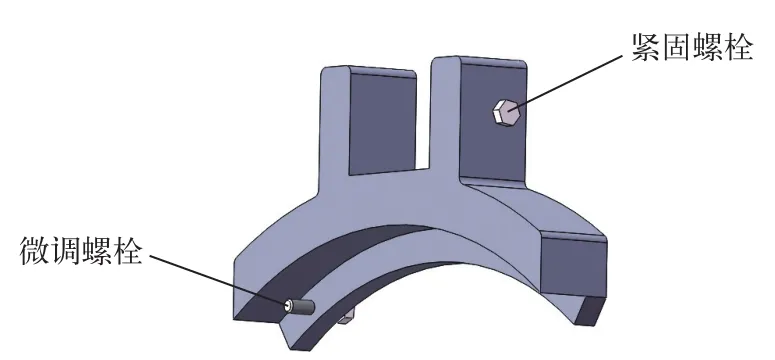
图4 外软爪
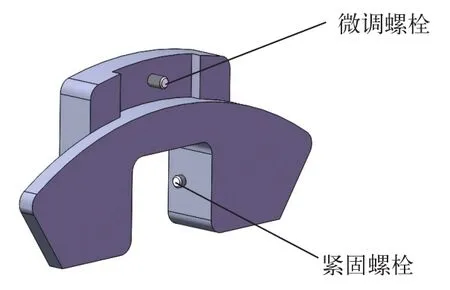
图5 内软爪
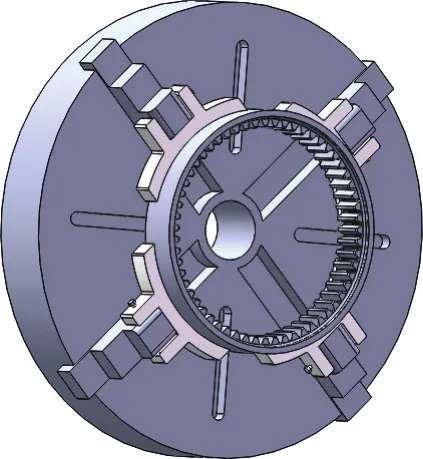
图6 外软爪夹持工件外圆
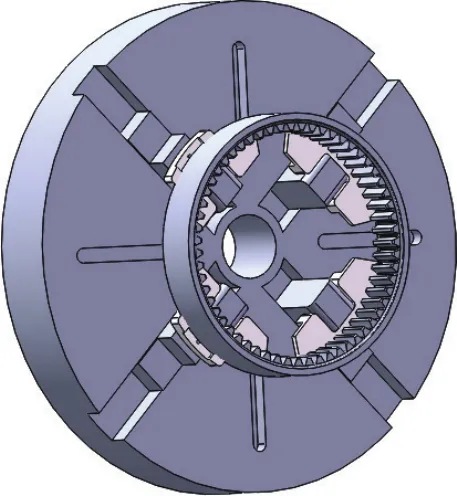
图7 内软抓支撑工件内齿口
此套夹具克服了四爪单动卡盘夹持薄壁件产生大尺寸变形的缺点,且具有很好的通用性。软爪采用扇形结构,一组4个软爪配套使用可以形成环抱结构,成倍地加大零部件的装夹面积,减小零部件变形,较大地提高了零部件的装夹稳定性。材料选用45钢,相对于内齿圈硬度较低,可以保护零部件表面不被夹伤。同时,在装夹之前可以根据不同零部件夹紧部位的结构尺寸,将软爪配作成不同的结构;因此能适用于大多数环形薄壁工件的装夹。
4 摇臂内齿圈装夹状态的受力分析
4.1 摇臂内齿圈夹紧力的计算
夹紧力的大小直接影响零部件的形状准确度,故针对摇臂内齿圈在数控车床四爪单动卡盘上的夹紧力进行计算。明确零部件的受力状况,便于验证利用扇形可调节软爪来保证零部件公差要求的有效性。在不考虑重力及其他伴生力的情况下,夹紧力主要与受材料工艺性、刀具角度等因素影响的切削力P
的大小和方向有关。(1)单位切削力P
的计算查《机械加工工艺手册》,对于一般的切削条件下,单位切削力P
的计算公式为
C
决定于被加工金属和切削条件系数,取值2 650 N;f
为进给量,取值0.18 mm;k
为实际加工条件与经验公式的条件不符时,各项因素对切削力修正系数的积,分别为被加工材料加工性能、刀具前角、主偏角、刃倾角、刀尖圆弧半径和后刀面磨钝标准对切削力的修正系数,计算取值1.35。将上述数据代入式(1)得P
=5 503.85 N/mm。(2)夹紧力的计算
车床四爪单动卡盘的夹紧力与工件加工过程中的单位切削力、惯性力、摩擦力及其他伴生力密切相关,一般先计算理论夹紧力,再乘安全系数来确定。夹紧力W
的计算公式为
k
为安全系数,k
=k
k
k
k
,其中,k
为一般安全系数,k
为加工性质系数,k
为刀具钝化系数,k
为断续切削系数,计算取值2.6。P
为切削力,计算取5 503.85 N/mm。μ
为卡爪与工件之间的摩擦系数,取值0.1。将上述数据代入式(2)得W
=143 100 N。由于使用四爪单动卡盘装夹时夹紧力不好控制,且考虑工件重力、惯性力及其他伴生力的作用,选取安全系数为1.25,故其实际夹紧力为178 875 N。4.2 摇臂内齿圈夹具工作状态的受力分析
针对四爪单动卡盘、扇形软爪夹持外圆、支撑内孔的状态进行变形量的对比验证。在使用四爪单动卡盘装夹时,摇臂内齿圈在夹紧力的作用下将会产生过大变形,其中夹持外圆时的变形量为0.066 mm,如图8所示;支撑内孔时的变形量为0.053 mm,如图9所示。
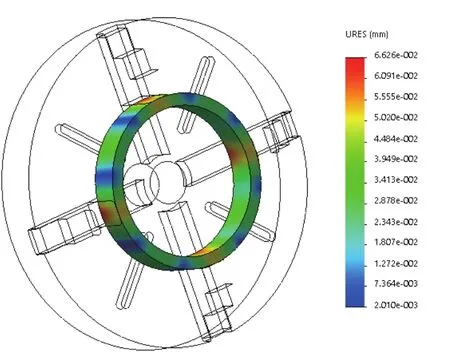
图8 四爪夹持工件外圆变形
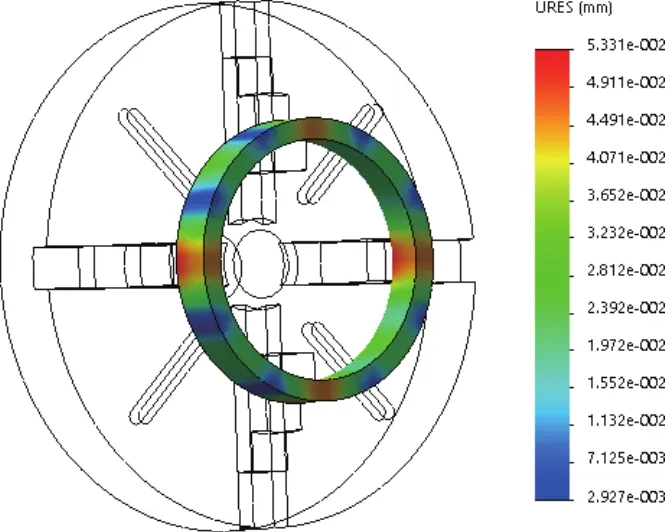
图9 四爪支撑工件内孔变形
在使用扇形软爪后,摇臂内齿圈的变形减少。其中夹持外圆时的最大变形量为0.005 mm,如图10所示;支撑内孔时的变形量为0.026 mm,如图11所示。
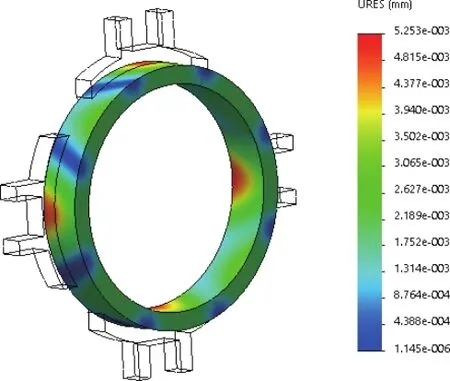
图10 外爪夹持工件外圆变形
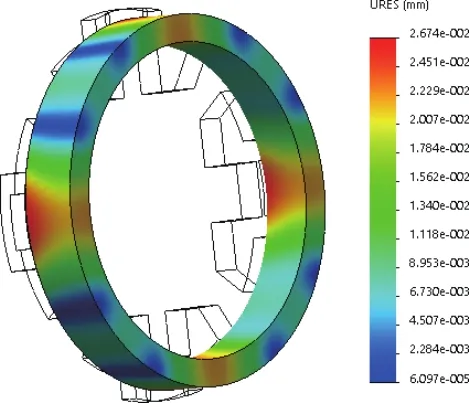
图11 内爪支撑工件内齿口变形
由此可知扇形软爪的应用将变形量至少减小60%,才能有效保证摇臂内齿圈的形位公差要求。
5 摇臂内齿圈关键工序的仿真验证
为了验证实际加工过程,获得用于生产的编程数据,针对摇臂内齿圈圆柱度要求为0.03 mm的外圆、内齿口等结构的精车工序进行仿真模拟验证。利用SolidVerify模拟及CAD图形上的刀具路径验证等功能验证刀具路线,核查是否撞刀、过切或未加工,以便修改加工参数。
5.1 毛坯形状的设定
由工艺分析可知,粗车、半精车已对各内孔、外圆等结构留下精车余量3 mm。为了便于仿真,在不影响加工编程数据的情况下,对毛坯中粗插后的齿形、按余量加大铣成的两面直槽等结构进行合理简化,其形状如图12所示。

图12 摇臂内齿圈毛坯图
5.2 SolidVerify工艺路线模拟
通过对摇臂内齿圈结构特点及工艺路线的分析可知,本工序包括外软爪夹持、内软爪支撑两个工步,均由数控车床进行加工。
(1)外软爪夹持外圆车成内齿口
工件内孔以及两端面已经由半精车工序加工完成。依据先重要表面后次要表面的工艺原则,先加工内齿口代相连接的圆角,后加工工件外圆上的倒角(按余量加大车成)。其刀具的路线仿真如图13所示。
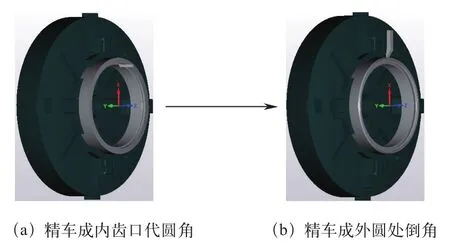
图13 摇臂内齿圈内齿口加工SolidVerify验证
(2)内软爪支撑内齿口车成另一端
摇臂内齿圈另一端主要包括台阶孔、外圆及外圆上环形槽、相关端面、圆角、倒角等结构。如图14所示,内软爪支撑内齿口后,加工台阶孔及相关的端面、圆角等结构,然后加工工件外圆以及相关倒角,最后利用车槽刀切削位于外圆上的环形槽。
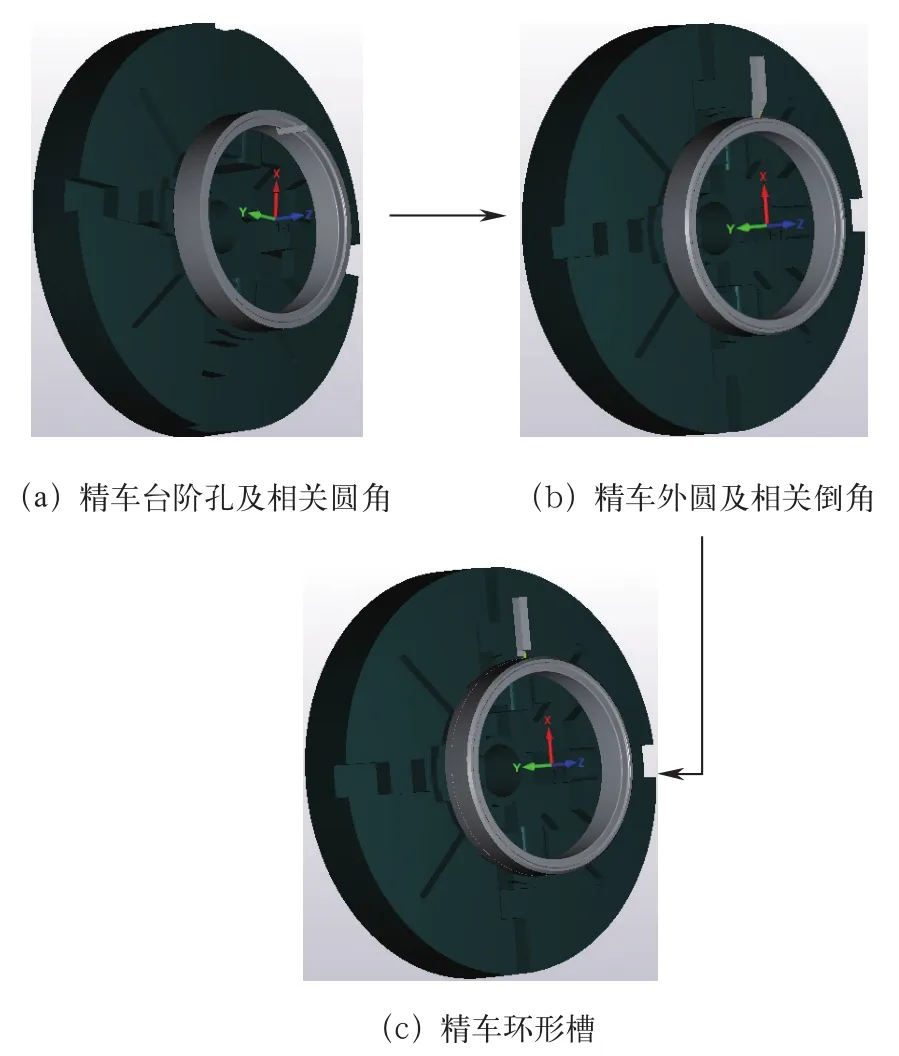
图14 摇臂内齿圈其余结构加工SolidVerify验证
5.3 刀具路线及过切/残料验证
两个工步的走刀路线如图15所示。通过刀具路线及SolidVerify模拟功能可知,本工序刀路正确,不会发生撞刀、干涉等现象。
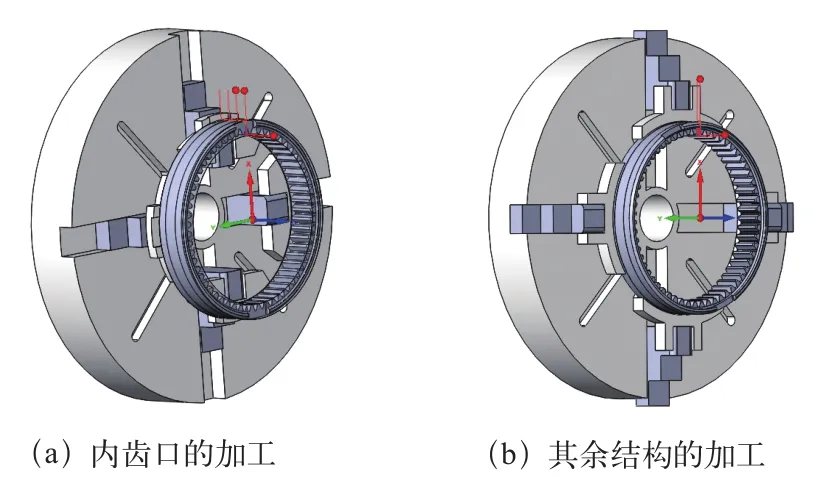
图15 摇臂内齿圈各工步刀具路线验证
摇臂内齿圈过切/残料验证结果如图16所示。可知各同轴孔及相应的端面、密封槽都加工完成。图中红色部分残料为由于毛坯设置时简化的内齿与两面直槽,其中内齿精车前已粗插,精车后仍有精插工序;两面直槽已经在精车工序前加工完毕。其余各面的形状与尺寸都与设定好的加工形状吻合,最终加工形状符合预期。
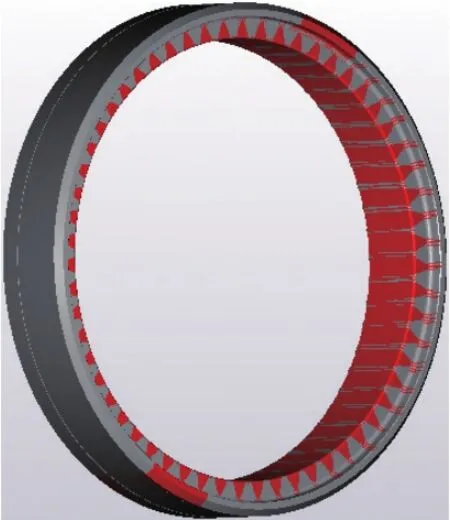
图16 摇臂内齿圈过切/残料验证
6 摇臂内齿圈的生产加工及使用
在前期工作提供的各项工艺资料的支持下,此零部件通过使用数控车、Y58插齿机等数控设备,顺利完成了零部件的加工并进行了装配。通过使用扇形可调节软爪装夹在数控车床上使摇臂内齿圈圆柱度的要求得到了保证,经三坐标测量仪检测,改进后的摇臂内齿圈圆柱度为0.024 mm,满足设计要求。该智能化采煤机经过三机配套联合调试,运行状况良好,摇臂未出现异常噪声。
7 结束语
本研究通过对工件夹紧力与工艺路线的分析,得到了一套合理的大直径薄壁件夹持方案,并进一步对摇臂内齿圈进行了加工过程的仿真与验证。通过对零部件各部分结构的刀具路线、加工过程的走刀情况、加工后有无过切或残料情况的验证,有效确保了本套摇臂内齿圈装夹工装以及加工工艺方案的正确性,为实际生产提供了技术数据,保障了智能化采煤机由设计方案向现实产品的转化,为国家煤机智能化事业中薄壁类疑难零部件的加工提供了经验参考。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年9期)2018-09-19
机械设计与制造(2018年1期)2018-01-19
制造技术与机床(2017年2期)2017-05-04
机械工程师(2015年10期)2015-02-02
河南科技(2014年16期)2014-02-27
河南科技(2014年14期)2014-02-27
河南科技(2014年6期)2014-02-27
