
家居用疏水保温胶合板制备及性能研究
2021-11-29 09:11张雨湉施江靖叶交友陈红吴智慧詹先旭
林业工程学报 2021年6期
张雨湉,施江靖,叶交友,陈红*,吴智慧,詹先旭
(1.南京林业大学家居与工业设计学院,南京 210037;2.德华兔宝宝装饰新材股份有限公司,浙江 德清 313200)
随着人们节能环保意识的提高以及对居住质量和舒适感的更高要求,建筑与室内装饰中保温产品的需求也随之逐渐增多。木材是最为常见的室内装饰与建筑材料,具有可再生性,尤其以杨木、桉木等速生材的使用率最高[1]。速生材具有生长速度快、产量大的显著优势,但也有材质疏松、密度低、力学性能较差等缺陷。研究表明,木材具有相对较高的热导率[约0.1 W/(m·K)][2],保温性能有待提高。由于木材主要化学成分为具有亲水性的纤维素和半纤维素[3],会使木质产品在使用过程中易受水分影响导致尺寸稳定性较低。在木材工业生产上需要严格控制木质材料的含水率,但木制产品在使用过程中也会受到水分的影响。因此,亟须一种可工业化生产的方法来增强木质产品的隔热性和疏水性。
二氧化硅(SiO2)气凝胶是一种轻质多孔的纳米级材料,具有超低的导热系数,同时,它还具有很好的阻燃性能,在保温、隔音、阻燃等方面具有广阔的应用前景[4]。目前,使用SiO2气凝胶改性木材的方法主要有溶胶-凝胶法[5]和硅溶胶浸渍法[6],两种方法都需使用化学试剂进行复杂的原位合成,以制成SiO2气凝胶-木材复合材料。有学者以正硅酸乙酯为原料,应用溶胶-凝胶法与超临界干燥技术制备了木材-SiO2纳米复合材料[7];还有学者同样采用溶胶-凝胶法,将木粉与SiO2气凝胶结合,制备出了轻质保温疏水的木粉-SiO2气凝胶复合材料[8]。而硅溶胶浸渍法使用硅溶胶真空浸渍木材,再通过超临界干燥在其内部原位生成SiO2气凝胶,制成木硅复合材料[6],但其改性的木材疏水性变化不大,水接触角从65°增加到85°左右。溶胶-凝胶法一般会使用超临界CO2干燥技术[9],试验制备条件要求较高、工艺较为复杂且制备成本较高,限制了其在工业上的应用。
SiO2气凝胶在保温隔热领域的主要应用产品形式有气凝胶粉体或颗粒、气凝胶毡、气凝胶板和气凝胶玻璃[10-13]。目前,已有市售的SiO2气凝胶可供购买使用,无须复杂的原位合成技术,简化生产工艺。本研究选择两种粒径的市售SiO2气凝胶纳米颗粒用于浸渍改性实验,包括粒径≤40 nm及粒径≤20 μm两种。本研究将SiO2气凝胶粉末分散于乙醇中,配置成浸渍液,采用真空浸渍的方法[14],浸渍改性处理速生杨木单板,将改性的杨木单板进行热压,以期制备出疏水保温的胶合板,提高速生杨木的使用附加值,拓宽速生杨木的应用领域。
1 材料与方法
1.1 材料与仪器
杨木(Populus)单板,厚度约2 mm,尺寸为160 mm×160 mm,由浙江德华兔宝宝装饰新材股份有限公司提供;无水乙醇(C2H6O,分析纯,无锡市亚盛化工有限公司);SiO2气凝胶粉末(粒径≤20 μm,苏州碳丰石墨烯科技有限公司;粒径≤40 nm,陶戈纳米有限公司);无醛级大豆胶,由浙江德华兔宝宝装饰新材股份有限公司提供,具体成分为:水100.0 g,大豆衍生品15.0 g,碱3.0 g,硅酸盐0.5 g,改性剂0.2 g,固化剂0.3 g,酸0.1 g,水性丙烯酸树脂10.0 g,防虫剂0.1 g,填料1.0 g。本试验所使用的主要仪器及设备见表1。

表1 试验仪器与设备Table 1 Test instruments and equipment

表1(续)
1.2 试件制备
本课题组在前期研究中已根据不同浓度的浸渍液在24 h内的稳定性对两种SiO2气凝胶/乙醇浸渍液的配比进行优化[15],得到粒径≤40 nm的SiO2气凝胶浸渍液最优质量分数为0.10%,粒径≤20 μm的SiO2气凝胶浸渍液最优质量分数为0.05%。前期研究中,依照两种最优浓度配制SiO2气凝胶/乙醇浸渍液,粒径≤40 nm和粒径≤20 μm的SiO2气凝胶浸渍液分别记为浸渍液A和浸渍液B。共选取30块杨木单板,随机平分为两组,放入两种浸渍液中进行浸渍改性,按照表2所列处理参数进行真空浸渍,每次浸渍时间为3 h,每次同时浸渍5块单板。在最上层单板上放置重物,以保证所有单板都浸渍在浸渍液中。每次浸渍结束后,将湿单板放入60 ℃烘箱中干燥至恒定质量,此为完成1次浸渍循环。完成1,3,5次浸渍循环后,将浸渍改性单板放入密封袋中保存。前期研究对浸渍改性单板进行了质量增加率、形貌、隔热性能、疏水性能、力学性能以及化学成分等方面的表征[15],证实了SiO2气凝胶通过真空浸渍进入了杨木单板中,改性杨木单板的疏水性显著提升,导热性能明显下降,且力学性能提升。将不同浸渍条件的改性单板进行各方面的对比分析,获得改性杨木单板的两种最优浸渍工艺:1)粒径≤40 nm,质量分数0.10%的SiO2气凝胶/乙醇浸渍液循环浸渍5次(疏水性最优);2)粒径≤20 μm,质量分数0.05%的SiO2气凝胶/乙醇浸渍液循环浸渍3次(隔热性能最优)。

表2 试验的处理参数Table 2 Test processing parameters
本研究分别配制约5 000 mL的浸渍液A与浸渍液B,分别倒入真空浸渍罐中。选取100块杨木单板放入烘箱中,60 ℃干燥至恒定质量,分别将30和25块干燥处理后的杨木单板放入浸渍液A、B中进行浸渍改性,将剩余45块单板放入密封袋中保存。浸渍时,在最上层单板上放置重物,确保杨木单板完全浸于浸渍液中,打开真空泵、浸渍罐和干燥器的阀门,开启真空泵抽真空,至浸渍罐内真空度达到-0.1 MPa。随后,关闭阀门,在该真空度下浸渍3 h,浸渍完成后打开阀门,常压下静置10 min后取出,除去湿单板表面的多余浸渍液,将试件放入60 ℃烘箱中干燥至恒定质量。按照表2所示,将杨木单板在浸渍液A、B中分别进行3,5次循环浸渍。
分别将使用前期研究所得的两种最优工艺制备的杨木单板标记为单板1、单板2,并按照表3中的组坯结构进行组坯,每种胶合板都由5层单板构成,在内层单板表面涂胶后进行热压。涂胶前先将单板放置在电子天平上,去皮后直接将大豆胶分多次抹在单板上,直至大豆胶的质量达到计算涂胶量(320 g/m2)。采用先刮涂后辊涂的形式进行涂胶,使大豆胶均匀分布在单板表面,采用温度为115 ℃、时间为70 s(每毫米板厚)、压力为0.6~0.9 MPa的热压工艺进行胶合板的热压处理,制备得到各组胶合板,A、B、C、D每组胶合板各有5张。
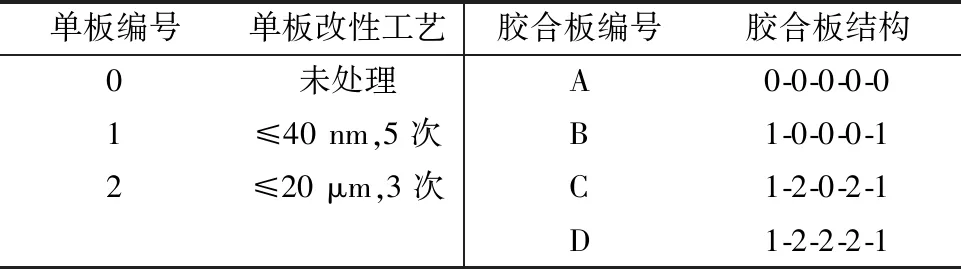
表3 胶合板组坯结构Table 3 Plywood group blank structure
1.3 测试与表征
本研究采用TCI-2-A型导热系数测试仪进行胶合板的导热系数测试,从A、B、C、D各组中各取出3张胶合板,每张都裁切出30 mm× 30 mm的正方形小块用于导热系数测试,每个正方形胶合板小块进行3~5次有效测试,测试温度为25 ℃,计算得出导热系数的平均值。
本研究中疏水性能以水接触角的形式进行表征,采用JC2000C1型接触角测量仪进行水接触角测试。测试时,将吸取了超纯水的微量进样器安装好,将胶合板放置在样品台上,不断调整胶合板和样品台上方微量进样器的相对位置,使二者在计算机软件上显示于画面中心。确定好测量位置后,调整摄像机的焦距和角度,设置摄像机的拍摄帧率和记录时间。开启摄像机的自动记录功能,控制微量进样器进行滴水。记录结束后,选取液滴滴落到胶合板表面瞬间的照片进行水接触角的测量。每个样品选取3个距离较大的位置测试水接触角,计算其平均值。
按照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》,使用AGS-X 5kN万能试验机进行胶合板的三点弯曲测试,从A、B、C、D各组中各取出3张胶合板,每张都裁切出150 mm× 37.5 mm (标准中尺寸按比例缩小)的矩形用于三点弯曲测试。测试时,将跨距调整为100 mm,将胶合板试件平放在支座上,胶合板长轴与支承辊垂直。将力学试验机的加载速度调整为10 mm/min,点击开始按钮进行测试,胶合板断裂时,力学试验机自动停止加载并记录数据。更换样品,以同样的方法进行测试。每组测试3个样品,测试后进行拍照记录,并计算其平均值。
按照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》进行胶合板的浸渍剥离性能的测试。每组测试6个样品,采用Ⅲ类浸渍剥离试验,将胶合板放置在(35±3)℃的温水中浸渍2 h,取出后置于(63±3)℃的干燥箱中干燥3 h,然后观察样品胶层间的剥离情况。
按照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》进行胶合板的尺寸稳定性测试。每组测试4个样品,每种组坯方式的胶合板在温度为(23±2)℃、相对湿度为50%±5%的恒温恒湿箱中放置至少72 h后,测量胶合板在纵横向相对边中点(经过胶合板的中心点)之间的距离,精确至0.02 mm。将每组胶合板再分为2组,一组用于干热试验,另一组用于高湿度试验。将用于干热试验的胶合板放入温度为(70±2)℃的鼓风干燥箱内,干燥24 h后取出,放入干燥器中冷却1 h,然后在原测量位置再次测量其长度。将用于高湿度试验的胶合板放入温度为(40±2)℃、相对湿度90%~95%的恒温恒湿箱内,处理(92±4)h后取出,用清洁的脱脂纱布吸去表面水分,然后在原测量位置再次测量其长度。
2 结果与分析
2.1 隔热性能分析
本研究通过测量胶合板的导热系数以表征其隔热性能。4种组坯方式胶合板的导热系数测试结果如图1所示。A胶合板为对照样,所用单板均为未处理单板,平均导热系数为0.13 W/(m·K);B组的平均导热系数最低,为0.10 W/(m·K),较A胶合板降低了23.08%;C组的导热系数升高到0.14 W/(m·K),较A胶合板升高了7.69%,而D组的导热系数较A组略有下降。与B组相比,C组将两块未改性的单板替换为2号改性单板,而D组中间3张单板均替换为2号改性单板。由前期的研究可知,2号改性单板的导热系数有显著降低,因此,2号改性单板的添加是用以降低板材的导热系数,但C组的导热系数反而升高,可能是由于两种改性单板在热压胶合时的结合性较好,板材较为密实。为验证这一猜想,本研究分别测量了4种胶合板的密度。在相同条件下,密度越大,导热系数也会随之变大[16]。如图1所示,本研究使用的为同一批杨木单板,其单板密度应相差不大,由图中可明显看出,胶合板A、B、D的密度大致相等,但C组胶合板的密度显然较大,这也证实了上文中的猜想。D组的导热系数下降,证明2号板对导热系数有一定的降低效果。综合来看,SiO2气凝胶浸渍改性杨木单板并制成胶合板后,其导热系数有一定程度的下降,隔热性能得到提高,效果最好的为在胶合板的表面各采用一层改性单板(B组)。
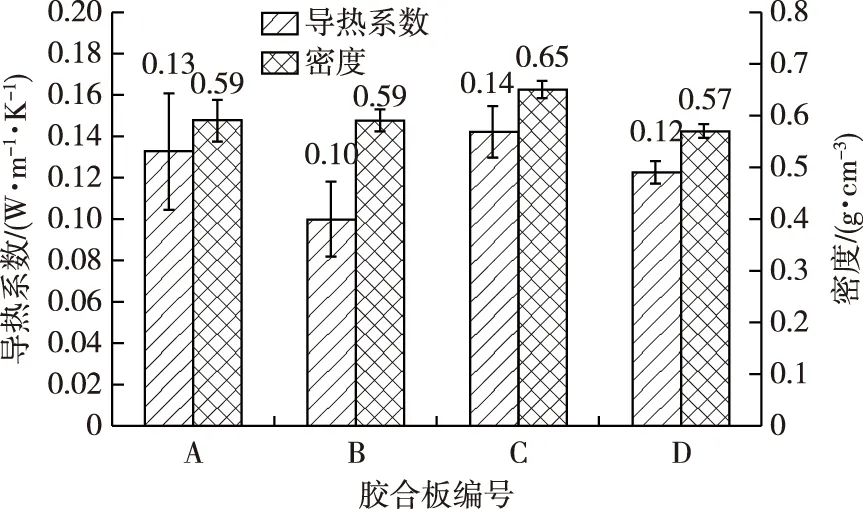
图1 未改性(A)与改性后(B、C、D)胶合板导热系数和密度Fig. 1 Thermal conductivity and density of unmodified (A) and modified(B, C, D) plywood
2.2 疏水性测试
本研究中胶合板的疏水性采用水接触角进行表征,4种组坯方式的胶合板接触角测试结果如图2所示。B、C、D 3种改性胶合板的表面均为改性杨木单板,表面接触角显著增加。未改性的胶合板表面接触角为87.68°,改性后的胶合板表面接触角均增加到120°以上,B、C、D 3种胶合板的表面平均水接触角较未改性的胶合板分别提高了41.05%,50.57%和52.89%。B、C、D 3种胶合板的表面共同使用了1号改性单板,但B组与C、D组相比,疏水性略低一些,可能是因为在组坯热压过程中,板材表面会受到挤压或污染,导致疏水性有所降低。在以往学者的研究中[6],使用硅溶胶浸渍处理后的木材,表面水接触角从约65°增至85°,这表明使用SiO2气凝胶真空浸渍工艺比硅溶胶浸渍法对改善木材的疏水性更显著。

图2 未改性(A)与改性后(B、C、D)胶合板表面接触角及数码照片Fig. 2 Surface contact angles and digital photos of unmodified (A) and modified (B, C, D) plywood
A和D胶合板的滴水情况和表面自清洁能力的差异见图3。A和D胶合板水平放置时,水滴滴在A胶合板表面后,会很快渗入表层的单板中(图3a);而水滴滴落在D胶合板表面时,能够稳定地停留在D胶合板的表面,且很难渗透到表层单板的内部(图3b),这表明改性后的胶合板具有优异的疏水性。除疏水性外,改性后的胶合板表面还表现出优异的自清洁性能。本研究用水流冲洗被碳粉污染的胶合板表面,来观察胶合板的自清洁能力。结果发现,斜置的A胶合板经过水流的冲洗后,表面仍存在大量碳粉残余(图3c);而斜置的D胶合板的表面在水流冲洗后几乎没有残余的碳粉(图3d)。这是因为在冲水的过程中,由于水具有表面张力,接触到水的碳粉会漂浮在水的表面,或受到水流的流动而进入水流的内部。干燥的碳粉不会全部贴附在胶合板的表面,流动的水也会在重力、受力挤出情况下影响水流附近的空气流动,进而使部分碳粉向下移动。由于A胶合板没有进行改性,水接触角较小。所以,水流与A胶合板的表层单板接触面积大,停留时间长,水会渗透到表层的单板内部,碳粉也随之进入单板内部或者贴附在单板表面。而D胶合板的水接触角较大,加之板件倾斜放置,水流停留时间短,与表层单板的接触面积小。所以,碳粉会被水流冲走,不会残余在D胶合板的表面。

a)A胶合板滴水照片;b)D胶合板滴水照片;c)A胶合板自清洁照片;d)D胶合板自清洁照片。图3 未改性(A)与改性后(D)胶合板表面自清洁效果对比Fig. 3 Comparison of the self-cleaning results of unmodified (A) and modified (D) plywood surfaces
2.3 力学性能测试
未改性(A)和改性胶合板(B、C、D)的静曲强度和弹性模量结果如图4所示。相比A胶合板,C胶合板的静曲强度和弹性模量均有所升高,表明C组胶合板的力学性能得到提升。C胶合板的静曲强度由88.98 MPa提高到96.42 MPa,增大了8.36%;弹性模量由6.69 GPa提高到7.18 GPa,增大了7.32%。B、D胶合板的静曲强度与弹性模量较A胶合板均发生降低,表明B、D胶合板的力学性能有所下降。降低最大的为B胶合板,静曲强度为75.23 MPa,比A胶合板降低了15.45%;弹性模量为5.73 GPa,比A胶合板降低了14.35%。原因在于B胶合板只在最外面两层使用了1号改性单板,里面3层均为未改性单板,且最外层的两块改性单板经历了5次浸渍循环,受到乙醇的频繁浸泡,部分内部化学成分发生变化,对其力学性能有所影响[17],容易发生力学破坏。而C胶合板比B胶合板多使用了两块2号改性单板,其力学性能理应降低,但测试结果表明,C胶合板的力学性能最强。影响胶合板力学性能的因素很多,胶合板的密度也是一个重要影响因素。根据图3可知,A、B、D胶合板的密度基本接近,改性单板组坯的胶合板会使其力学性能发生降低。而在4组胶合板中,C胶合板的密度是最大的,胶合板密度对其力学性能的影响大于使用了改性单板的。

图4 未改性(A)与改性后(B、C、D)胶合板静曲强度与弹性模量Fig. 4 Static bending strength and elastic modulus of unmodified (A) and modified (B, C, D) plywood
2.4 浸渍剥离测试
胶合板的浸渍剥离性能测试结果如图5所示。本研究采用Ⅲ类浸渍剥离试验,每组取6块试件,4块合格即为合格。仔细观察浸渍剥离处理后的试件,发现每组6块试件各胶层之间无明显剥离或分层现象,胶层较为完整,充分说明板材浸渍剥离性能测试合格。这表明使用真空浸渍制备的SiO2气凝胶改性单板,其表面疏水层可以与大豆胶黏剂较好结合,对胶黏剂与单板间的胶合强度影响较小。
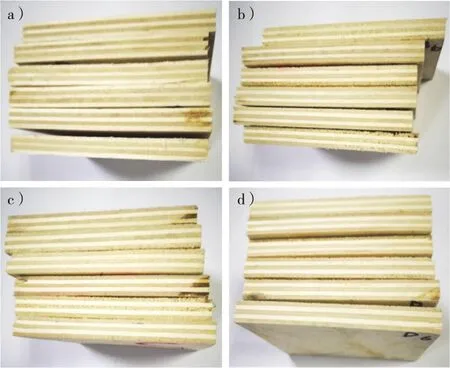
图5 浸渍剥离后未改性(A)与改性后(B、C、D)样品形态Fig. 5 Unmodified (A) and modified (B, C, and D) sample appearances after immersion and peeling
2.5 尺寸稳定性
胶合板的尺寸稳定性测量结果如图6所示,A胶合板在横向(0.70%)与纵向(1.05%)的尺寸变化率都远远高于改性后单板组坯成的胶合板,且纵向的尺寸变化率略大于横向。B胶合板在表面两层使用改性单板,其在横向与纵向的尺寸变化率与A胶合板相比有了明显的下降,并且B、C、D胶合板的尺寸变化率依次下降。由于B、C、D胶合板组坯时所用的改性单板数量依次增多,说明使用改性单板组坯热压制备胶合板,能够让胶合板的尺寸变化率有明显的下降,对维持胶合板的尺寸稳定性有明显的提升作用。A、B、C、D 4种不同组坯方式的胶合板在纵向的尺寸变化率均略高于横向,说明样品在纵向的尺寸稳定性略差于横向。虽然在组坯过程中相邻层单板的纤维方向互相垂直,但通常使用奇数层单板,与表面同纤维方向的单板会比垂直于表面纤维方向的单板多一块,可能造成样品纵向的尺寸稳定性略差。
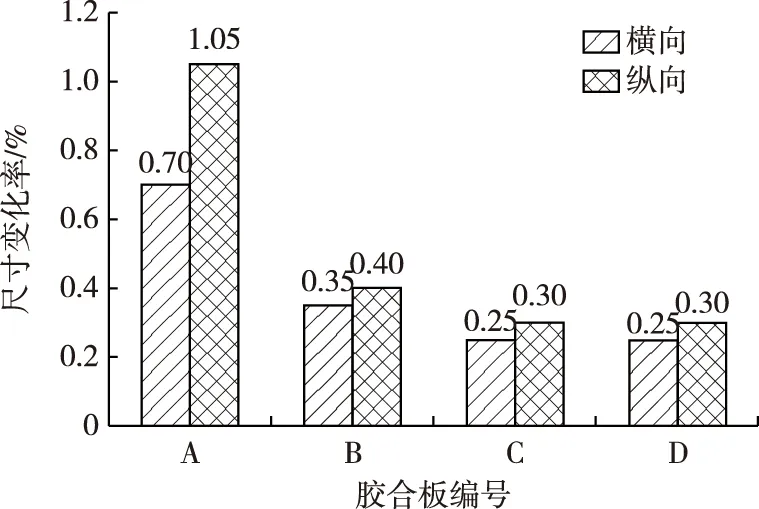
图6 未改性(A)与改性后(B、C、D)胶合板在横向与纵向的尺寸变化率Fig. 6 The dimensional change rate of unmodified (A) and modified (B, C, D) plywood in the horizontal and vertical directions
3 结 论
以SiO2气凝胶纳米颗粒为主要改性材料,真空浸渍改性杨木单板,优选两种浸渍工艺,以不同组坯方式将杨木单板热压制成胶合板,测试其导热性能、疏水性能、弯曲性能以及浸渍剥离性能。得出以下结论:
1)改性胶合板表面仍具有极佳的疏水性,改性处理后胶合板表面的水接触角最大达134.05°,较未改性处理的胶合板(87.68°)提高了52.89%。
2)不同组坯方式的改性胶合板,具有不同的密度,导热系数和力学性能与胶合板的密度呈现一定的正相关。在胶合板密度相同的条件下,改性胶合板的力学性能稍有降低。
3)不同组坯方式的改性胶合板通过Ⅲ类浸渍剥离试验,胶层未产生剥离,胶合板的胶合强度得到很好的保持。
4)使用改性单板制备的胶合板,尺寸稳定性有明显的提升,且组坯中使用改性单板层数越多,胶合板尺寸稳定性越好。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
交通科技与管理(2022年8期)2022-05-07
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
国际木业(2020年5期)2020-11-30
农家科技下旬刊(2020年7期)2020-08-09
农家科技下旬刊(2020年1期)2020-03-17
国际木业(2019年5期)2019-09-10
冰雪运动(2019年3期)2019-08-23
冰雪运动(2019年3期)2019-08-23
