胎面线喷码自动控制上位软件的开发
2021-12-13 05:59潘挺洪育仙邵文敢
橡塑技术与装备 2021年23期
潘挺 , 洪育仙 ,邵文敢
(1.中策橡胶集团有限公司,浙江 杭州 310018;(2.杭州朝阳橡胶有限公司,浙江 杭州 310018)
胎面三复合挤出工序是轮胎制造的重要工序,也是轮胎制造中非常重要的环节。胎面经挤出机挤出后需要在表面根据规格喷上对应的字符(见图1)用于后工序的区分与识别。一直以来,胎面线喷码都是采用第三方设备厂家自带的喷码控制器来完成,如下图(图2)所示为喷码主机,每次变更规格需要手动选择切换。
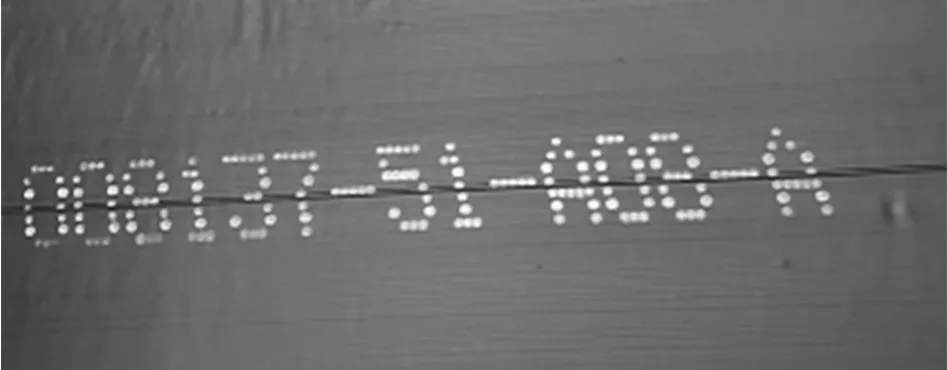
图1 胎面喷码的字符
图2 喷码机主机控制器
生产现场需生产的胎面规格有200个以上,每日切换规格次数在80次以上。每一次胎面生产规格手动切换流程为:
(1) 更换胎面线主机规格配方,如:195/50 R15 RP18 YCF。
(2) 根据配方规格,查找对应的喷码代码:00366 2-67-A11。
(3) 在喷码机软件上找到正确的代码,下载代码,完成规格切换。
从上面的流程可以看出,每换一次规格需要在两台设备上分别做一次选择切换,所以经常出现由于人为查询错误或者是只下载主机规格而忘记下载喷码规格的质量事故。因此在没有实施工厂MES化运行的前提下,如何有效的避免由于人工失误造成的事故出现对于胎面工序是一个重大课题。
1 前期方案设计
1.1 需求分析
要解决这个问题,设想能不能只需要更换1次主机规格即可同步更换喷码的规格,因为若是主机规格更换错误,挤出制品形状马上会发生异常,操作员第一时间就能发现错误。而实现联机的关键是如何将胎面线主机配方规格和喷码机喷码规格联系起来(图3)。
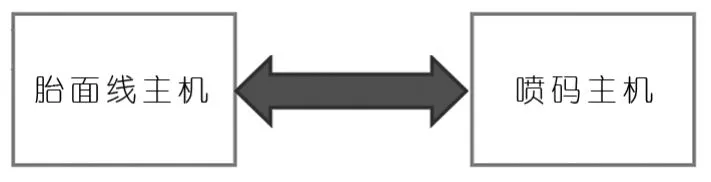
图3 两台主机需要联系
胎面线主机上位机为北京易控组态软件,所有规格配方都存储在其自带的数据库表中,且无法在其基础上二次开发;喷码机上位机为喷码厂家自带的小软件,其喷码代码存储在自带的小型数据库中,两者从理论上无法产生直接联机。
1.2 方案设计
为了将两者联机,需要借助第三方工具将其产生间接联系,这里借助挤出机主机PLC控制器,设想通过以下方式来实现自动喷码:
(1)易控上位机配方表单独增加一列“喷码代码”字段,用于表示每一个具体的轮胎规格索引。
(2)在下载胎面线主机规格的时候,同时也将代表轮胎规格的代码发送至PLC固定的寄存器D6000中。
(3)重新开发一套喷码软件,不仅包含了原单机喷码的功能,也可以完成和PLC的通讯。
(4)喷码软件从PLC中获取喷码代码后,可以自主查找对应的完整喷码内容,并下载到喷码机中,图4为整个过程的简图。

图4 联机过程简图
2 工程软件开发设计
在确定解决思路后,本项目的重点在于重新开发喷码上位软件。本项目采用C#语言,在VisualStudio2017开发平台上完成。
2.1 软件结构
根据功能需求设想,该软件需要有以下功能模块:
(1)用于存放每个喷码信息的数据库,且需要包含一个唯一主键作为喷码代码。由于该数据库只是存放极少信息,故采用XML文件存放。
(2)需要和PLC以及喷码主机建立通讯,喷码控制有手动调取规格和接受胎面线规格自动调用喷码规格两种功能,便于切换。
(3)软件界面需要有中泰文自由切换功能。
2.2 通讯部分
从功能需求可以知道,该软件需要同时和喷码主机控制器以及三菱PLC控制器同时建立通讯。软件接收来自PLC控制器发送的规格代码后,从数据库中根据代码索引到完整的喷码信息,后将信息发送至喷码主机完成打印。
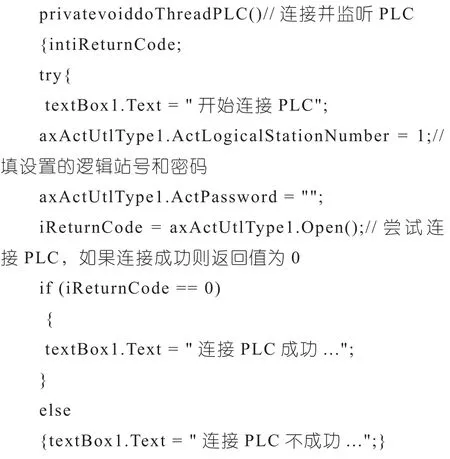
(1)三菱PLC通讯
三菱公司自带MC通讯协议与上位机通讯,本次项目采用三菱公司提供的通讯软件MX Component来完成,需要使用由MX Component提供的DLL控件,参考MX Component编程手册,需要使用ActUtlType.dll控件,关于该通讯控件的使用说明不再详述。以下为建立通讯的代码:
(2)喷码主机通讯
参考喷码机资料,软件与喷码主机通讯较为简单,只需要打开和软件控制器上设置相同的串口端口号即可建立正常通讯。
2.3 喷码机打印部分
参考上海锐智喷码机通讯协议说明书,喷码打印指令分为以下3步:
(1)定义喷码内容
喷码机喷印内容以对象的方式定义,包括文本对象(ST) 和图片对象(SG), 和消息对象(SM),该步骤首先生成文本或图片对象,然后将它们进行组合成消息对象(SM)后喷印。3种对象的详细要求见表1。
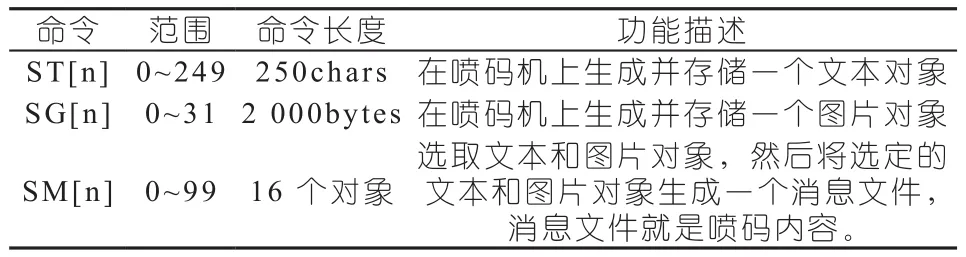
表1 喷码内容3种对象的定义
如控制喷码内容为“ ABC”,文本大小为 7, 该步骤需要的指令操作为:
ST[0]="ABC",SIZE=7(在喷码机文本存储器存储号为 0 的地址生成一个文本对象内容为“ABC”,字体大小为7)。
SM[0]=((T[0]@0:0,size=7)),NAME="MES_SEND_1"(表示在喷码机消息存储器存储号为 0 的位置生成一个名字为 MES_SEND_1(可任意定义) 的消息对象,消息对象的内容即 ST[0])。
(2)选择喷头及喷码内容
SP Msgname[0]=0,第1个0表示喷头号,单喷头默认是0。第2个0表示消息文件号,0值为SM[0]中的0,即消息文件存储号。
(3)发送喷码启用命令
向控制器发送“ENABLE”字符串,喷码机开始打印当前内容[2]。
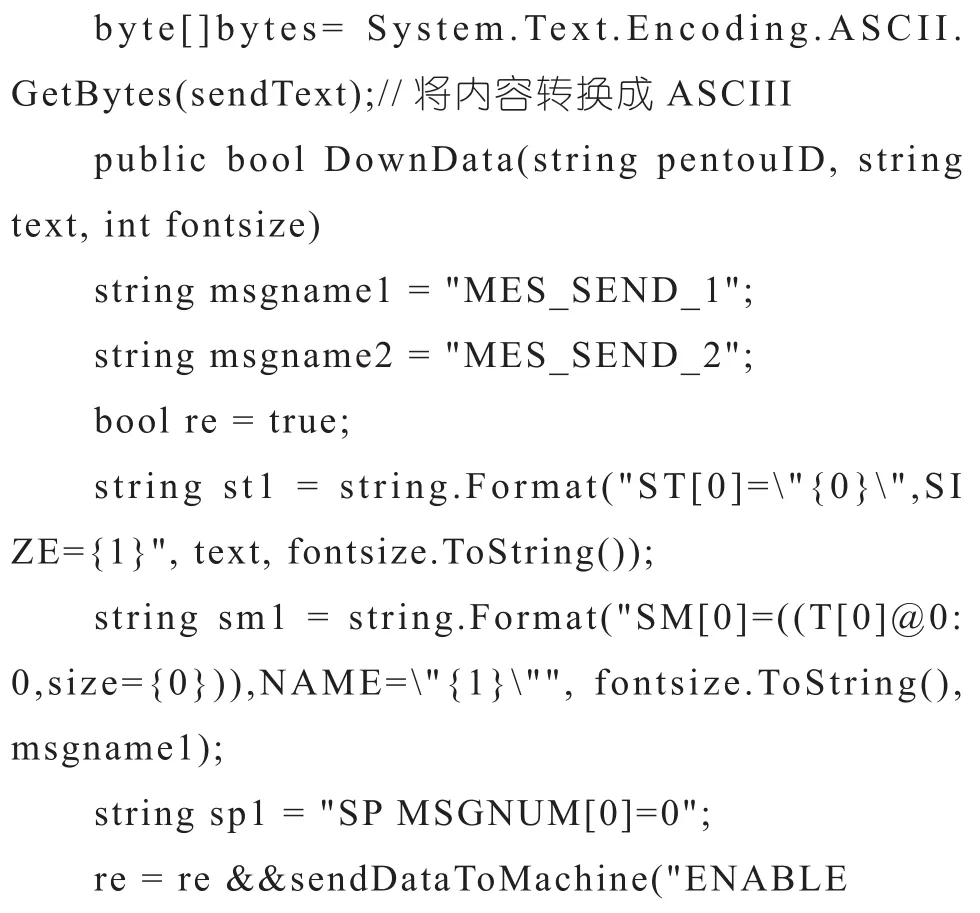
以上3个步骤,用机器语言需要将每条指令转换为10进制ASCII,后面补加 13(回车结束符),然后使用串口依次发送,代码如下:
2.4 软件主体
最后完整的喷码上位机控制系统主界面如图5所示,软件共包含以下4部分:

图5 完成后的喷码上位机主界面
(1)主界面:显示当前存储在数据库上得喷码规格,第一列为易控软件规格配方里的喷码代号,喷码软件根据接收的代号索引对应的完整喷码信息。软件第一次打开默认是手动喷码模式,并自动检测串口及PLC通讯状态,若通讯不正常不允许启用自动喷码。
(2)规格添加删除模块:可以单独新增或者修改数据库里的喷码规格信息,修改后的信息保存后自动对应排序。
(3)通讯设备模块:可在此灵活修改计算机串口端口号以及对应的PLC网络地址。
(4)用户登陆模块:设置两个不同权限账户,普通账户只允许修改喷码数据库,而不能修改各个通讯设置,管理员账户则可以灵活修改维护。
3 小结
在使用新喷码软件使用后,对比原单机喷码操作,该上位软件有以下优势:
(1)可以自主选择手动单机喷码或者自动联机喷码。自动状态下,完全不用去操作该软件,后台实时监测胎面主机规格切换过程,自动切换喷码规格,相比原操作方式每次规格切换时间减少20%。
(2)使用3个月后,未出现1起由于喷码规格错误造成的轮胎质量事故,有效预防了由于人工疏忽造成的影响。
该喷码上位机可作为胎面线设备第三方通讯软件,可在此基础上集成更多的辅助功能。例如:供胶LED自动规格切换显示,实时告知操作员工正确胶料号; 作为米称、测宽显示的终端,借助LED屏实时显示胎面质量情况,也可作为今后全工厂MES自动化运行的应用参考。
猜你喜欢
科技创新与生产力(2022年12期)2023-01-18
散文百家(2021年5期)2021-11-12
科学技术创新(2021年25期)2021-09-11
星星·诗歌原创(2021年2期)2021-04-01
锻压装备与制造技术(2021年1期)2021-03-24
重型机械(2020年3期)2020-08-24
中国食品工业(2018年5期)2018-11-02
中国食品工业(2018年4期)2018-06-11
饮食科学(2016年4期)2016-07-06
海峡旅游(2014年7期)2015-01-19