
泵塔区钢结构焊缝表面缺陷的超声红外热成像检测
2021-12-22 05:34杨忠华付泽宇付海霞
无损检测 2021年11期
杨忠华,付泽宇,付海霞
(1.河南省锅炉压力容器安全检测研究院鹤壁分院,鹤壁 458030;2.城发环保能源(鹤壁)有限公司,鹤壁 458030;3.国网河南省电力公司 鹤壁供电公司,鹤壁 458030)
LNG(液化天然气)船舶是一种运输液化气的专用船舶。为满足液化气对环境稳定性的高要求,LNG船舶上有一个特殊的结构,即泵塔。泵塔由各种金属结构搭建而成,其内部有一个空间,是液货进出的重要通道,主要作用是减少液舱液体的摇晃。泵塔在长时间的液舱动载荷作用下,焊缝处极易出现缺陷,导致泵塔的可靠性降低。因此,及时发现并修复泵塔区钢结构焊缝的表面缺陷至关重要[1]。
超声检测法穿透能力强、灵敏度较高、操作方便,但是不易检测形状复杂的工件,且要求被检件表面光滑;在检测粗晶粒的铸件和焊缝时,难以保证检测精度。红外热成像检测法通过监测温度异常图像来判断缺陷位置,对固体材料中出现的裂纹、空洞、夹杂等缺陷较为敏感,但其检测灵敏度与热辐射率相关,易受到部件表面及背景辐射的干扰,且不能测定缺陷的形状、大小和位置。
针对上述两种检测方法存在的问题,笔者提出超声红外热成像检测法。该方法将超声检测法和红外热成像检测法相结合,首先利用超声发生器对待检目标发射超声,当超声在物体中传播遇到缺陷时,就会发生激励作用,导致缺陷部位的表面温度异常升高;然后利用红外热成像检测设备采集热像图,最后进行图像分析,即可确定缺陷位置。
1 超声红外热成像检测方法
船舶泵塔区外观及结构如图1所示。船舶泵塔区多为焊接结构,故焊缝质量是影响整个泵塔结构稳定性、可靠性和安全性的主要因素[2]。

图1 船舶泵塔区外观及结构示意
1.1 超声红外热成像技术原理
超声红外热成像技术是一种超声检测法和红外热成像检测法相结合的技术[3],其两端分别为超声发射器和红外热成像采集设备,成像原理框图如图2所示。
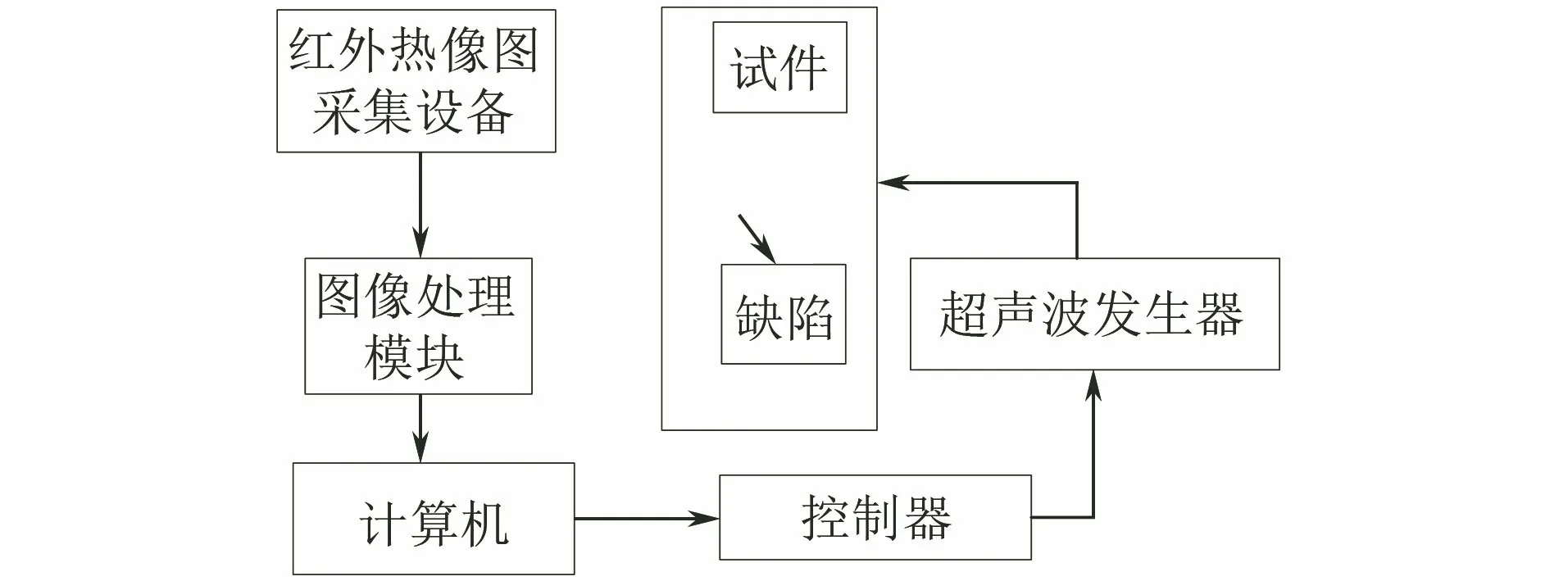
图2 超声红外热成像技术原理框图
1.2 红外热像图预处理
1.2.1 灰度化
红外热像图是一种RGB(三原色)颜色空间模式的彩色图像,而大多数缺陷检测算法多是以灰度图像为基础的(彩色图像中干扰因素众多),因此需要将彩色图像转换为灰度图像[4]。灰度图像的转换方法有3种,即利用红、绿、蓝三色的最大值、平均值或加权平均值作为灰度图的灰度,3种方法灰度的计算式分别如(1)(3)所示。
S(i,j)1=max[R(i,j),G(i,j),B(i,j)]
(1)

(2)
S(i,j)3=0.30R(i,j)+0.59G(i,j)+
0.11B(i,j)
(3)
式中:等式左边为利用各方法得到的灰度图像在(i,j)处的灰度;0.30,0.59,0.11为权重系数;R(i,j),G(i,j),B(i,j)分别为红、绿、蓝三原色的亮度。
1.2.2 消噪
红外热像图存在噪声会严重干扰缺陷的识别,因此图像去噪是不可忽视的[5]。图像去噪过程为:① 选择一个模板,即滤波器,记为H(r,s);② 让模板在图像上移动,使得模板中心与图中每一个像素位置都重合;③ 将模板的各个系数与模板下各对应像素的灰度相乘;④ 将所有乘积相加,再除以模板的系数个数;⑤ 将上述得到的运算结果代替原图像中与模板中心位置对应的像素[6]。
1.2.3 图像增强
图像增强是指改善图像的视觉清晰度,使得图像有价值的信息表现得更为明显的技术。图像增强主要包括空间转换以及分量处理等过程,具体步骤为:① 颜色空间转换,将图像由RGB颜色空间转换成为HSV(色调,饱和度,明度)颜色空间;② 对亮度分量进行增强,包括照度图像估计、照度图像细化、照度图像校正、求取亮度增强的反射图像;③ 对饱和度进行拉伸处理;④ 由HSV颜色空间转换回 RGB 颜色空间;⑤ 颜色恢复[7]。
1.3 焊缝缺陷检测与识别
当泵塔区钢结构焊缝质量存在问题时,红外热像图就会表现出不同的温度差,通过这种温度差,可实现焊缝缺陷的检测与识别。文章采用一种卷积神经网络算法和决策树来实现缺陷的分类,前者主要用于图像特征提取,后者主要用于构造分类器[8]。
1.3.1 卷积神经网络
卷积神经网络是一种前馈神经网络,主要由卷积层、采样层、全连接层、输入输出层等组成。在卷积神经网络中,卷积层包含了若干个特征图谱,其主要作用是提取输入图像的局部特征。每一个特征图谱都只完成一种局部特征的提取,因此不同的特征图谱将实现一幅图像中不同特征的提取。卷积完成后,进入下采样层中[9],在下采样层中,对特征图像进行降维处理,以降低特征图像的分辨率。不断重复上述过程,即完成了“前馈运算”。卷积神经网络经过“前馈运算”后,最后一层会产生一个目标函数,通过目标函数来计算“前馈运算”的预测值与预期值的误差,一旦误差超过设定的阈值,则按照BP(一种误差反向传播算法)神经网络算法进行反向传播,更新卷积神经网络每一层的参数,然后不断重复“前馈运算”和“反向传播”的过程,直到整个卷积神经网络收敛[10]。
1.3.2 决策树分类器模型
基于卷积神经网络提取了泵塔区钢结构焊缝表面缺陷的特征向量,利用构建的多分类器模型对缺陷进行了分类识别[11]。多分类器模型的工作流程如图3所示。

图3 多分类器模型的工作流程
多分类器模型由若干个基分类器组合而成。基分类器的构建算法有很多,如logistic回归、支持向量机、决策树、多元判别分析、聚类分析、BP神经网络等[12]。文章选用决策树算法来构建基分类器。决策树基分类器的构建流程为:① 将所有的图像看成是一个节点;② 从所有的数据特征中挑选一个数据特征对节点进行分割,生成若干子节点;③ 对每一个子节点进行判断,判断是否满足停止分裂的条件,若满足,进入步骤④,否则,回到②;④ 设置满足停止分裂条件的节点为子节点,分类器输出的结果为该节点数量占比最大的类别[13]。
2 仿真分析
为测试文章所研究的超声红外热成像检测法在泵塔区钢结构焊缝表面缺陷检测中的应用效果,对单一超声检测方法和单一红外热成像检测方法进行对比,在MATLAB软件上进行仿真试验。
2.1 试验样本分布
泵塔区钢结构焊缝表面缺陷的类型多样,建立的缺陷样本集如表1所示。

表1 泵塔区钢结构焊缝表面缺陷样本集
2.2 试件制作
根据表1泵塔区钢结构焊缝表面缺陷的样本集进行人工缺陷试件制作,制作方案如表2所示。
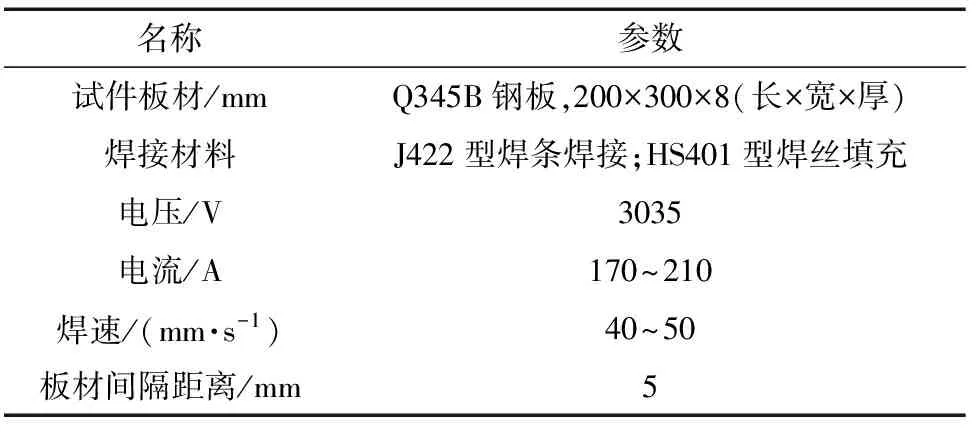
表2 人工缺陷试件制作方案
2.3 焊缝表面质量等级
根据标准GB/T 29712-2013 《焊缝无损检测 超声检测 验收等级》,焊缝表面质量等级划分标准如表3所示。

表3 焊缝表面质量等级划分标准
2.4 分类识别参数设置
焊缝缺陷检测与识别的参数设置如表4所示。
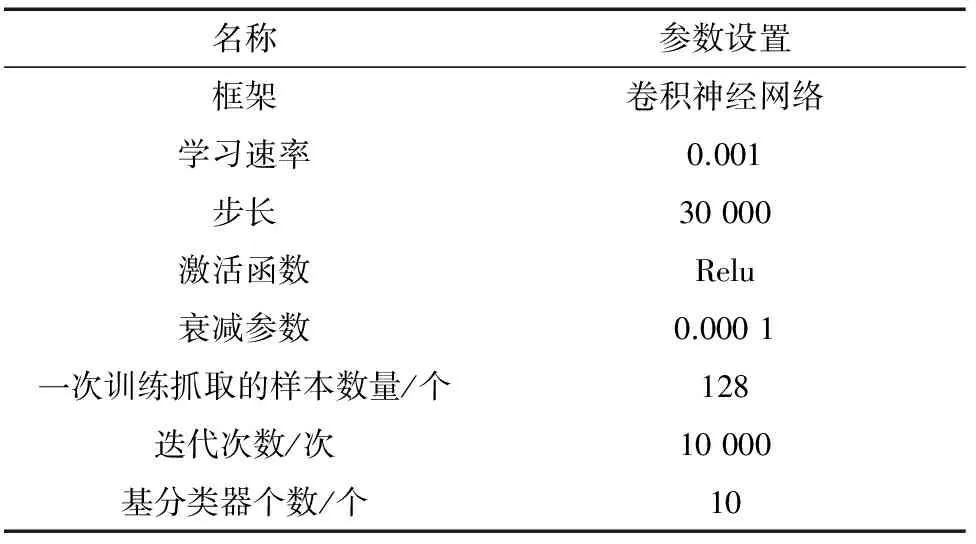
表4 焊缝缺陷检测与识别的参数设置
2.5 试验环境搭建
仿真试验环境搭建所需要的硬件设备包括超声发射器、红外热像图采集设备、夹持装置、移动装置、两个计算机、高频感应器。红外热像图采集设备型号为RX-300 PT,超声发射器型号为XSJM-1500W,设备基本参数如表5所示。

表5 红外热像图采集设备与超声发射器的基本参数
2.6 缺陷检测结果
在MATLAB软件上构建决策树多分类器模型,然后将图像的特征向量输入到该模型中,得到缺陷的检测结果。在相同条件下,利用单一超声检测法和单一红外热成像检测法对制作的泵塔区钢结构焊缝表面缺陷试件进行检测,并统计其检测精度,得到各方法的平均识别精度如表6所示。

表6 各方法的平均识别精度 %
由表6可知,超声红外热成像检测法的平均识别精度更高,表明所研究的无损检测方法在给定的数据集上的识别效果更好,证明了所研究方法的有效性。
3 结语
超声红外热成像检测法将超声及红外热成像检测技术相结合,弥补了单一检测方法存在的不足。经过仿真测试,证明了该检测方法的有效性。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
建材发展导向(2021年19期)2021-12-06
天津医科大学学报(2021年1期)2021-01-26
电子技术与软件工程(2017年14期)2017-09-08
计算机应用(2017年4期)2017-06-27
自动化学报(2017年5期)2017-05-14
现代电生理学杂志(2016年3期)2016-07-10
现代工业经济和信息化(2016年8期)2016-05-17
转化医学电子杂志(2015年4期)2015-12-27
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
