(TiC,WC)增强铁基复合涂层的微观组织与磨损性能
2022-01-23 11:50张有德朱继祥2b刘亚峰许海丽
湖北理工学院学报 2022年1期
张有德,朱继祥,吴 鹏,雷 声,2b*,刘亚峰,许海丽,梁 栋
(1.合肥东方节能科技股份有限公司,安徽 合肥230601;2.安徽建筑大学 a.机械与电气工程学院,b.工程机械智能制造重点实验室,安徽 合肥 230601)
导卫装置在钢材压制过程中起着至关重要的作用。但是在轧钢生产过程中,导卫板易受外界不规则冲击而产生变形,出现疲劳破坏、磨粒磨损、粘钢等失效形式[1]。金属基复合材料作为熔覆粉末可以有效提高熔覆层的表面硬度和耐磨损特性。硬质相TiC和WC是金属基复合材料生产中常用的增强相,具有硬度高、润湿性好、热膨胀系数低等优点,可带来优异的涂层机械性能[2]。Mishra等[3]研究的镍基合金包裹WC硬质相作熔覆材料明显提高了熔覆层的硬度、耐蚀耐磨性能和力学性能,且通过退火热处理可缓解熔覆时产生的热应力,减少晶界位错,强化界面结合力,进一步提高了熔覆层的抗热震性能。Ertugrul等[4]采用激光熔覆技术制备了316 L / TiC复合涂层,发现在熔池凝固过程中添加TiC后,新生的MC球状碳化物会均匀地分布在涂层中形成奥氏体,使微观组织结构产生细晶强化效果,硬度提高了100 HV。Zhang等[5]在40Cr齿轮钢表面上制备了外加TiC和原位合成TiC的涂层,发现在原位合成的涂层中仅有少量TiC形成,而显微硬度和耐磨性没有得到明显改善。然而,将硬质相TiC和WC作为复合相添加的研究却鲜有报道。
本文通过激光熔覆技术在GCr15轴承钢上制备不同含量的TiC和复合相(TiC,WC)复合涂层,通过研究其内部组织结构变化与耐磨性能之间的关系,获得致密性高和耐磨性好的铁基复合合金涂层,为改善钢材的耐磨性能提供理论参考。
1 试验材料及方法
1.1 试验材料及涂层制备
采用单道激光熔覆技术,以氩气作为保护气体,分别将20 wt% TiC,30 wt% TiC,40 wt% TiC,20 wt% TiC+10 wt% WC,10 wt% TiC+20 wt% WC的球形粉末与铁基合金粉末均匀混合,涂覆在GCr15轴承钢表面。导卫板材料常用铁基合金元素成分见表1。激光熔覆工艺参数见表2。

表1 导卫板材料常用铁基合金元素成分 wt%
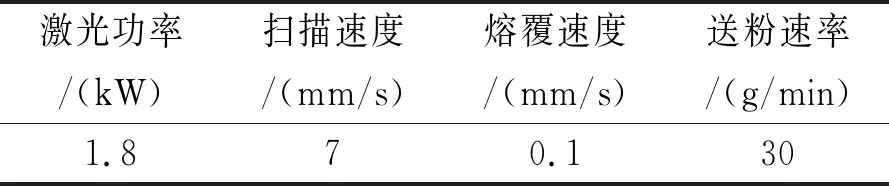
表2 激光熔覆工艺参数
1.2 试验方法
采用线切割将GCr15轴承钢表面涂层切割成10 mm×10 mm×15 mm大小的块状样品。通过X射线衍射仪和Jade软件分析熔覆层的物相成分;通过扫描电子显微镜,观察熔覆层的微观组织形貌,并分析熔覆层截面区域元素分布;通过维氏硬度计在截面处从熔覆层顶部向基体处每隔0.1 mm取点进行显微硬度测量;通过磨擦磨损试验对不同含量TiC和复合相(TiC,WC)熔覆层进行磨损试验。
2 试验结果与讨论
2.1 涂层物相分析
通过XRD对添加硬质相TiC和(TiC,WC)复合相的熔覆层物相组成进行表征。添加TiC与(TiC,WC)复合相的熔覆层XRD图谱如图1所示。由图1(a)可知,添加硬质相TiC的熔覆层主要由α-Fe,Fe3C,TiC,(Cr,Fe)7C3,Fe-Cr相组成。熔覆层硬质相TiC在熔融时分解出的C元素与合金中的Fe,Cr元素形成高硬度的金属间化合物Fe3C和增强相Cr7C3。与添加30 wt% TiC熔覆层相比,40 wt% TiC熔覆层中TiC峰强度更高。这主要是因为TiC具有较高的熔点,大量的TiC熔解需要吸收一定的热量。同时,在低稀释率的作用下部分TiC硬质相停留在熔覆层内部,强化了涂层的机械性能[6]。
由图1(b)可知,(TiC,WC)复合相熔覆层主要由α-Fe,WC,TiC/(Ti,W)C1-x,(Cr,Fe)7C3,FeWB相组成[7]。在涂层中发现了固溶体(Ti,W)C的存在,与文献[7]中的TiC和(Ti,W)C衍射峰近乎是重合的,说明熔池中WC溶解于TiC,原位自生成(Ti,W)C固溶体。随着涂层中WC含量增加,其衍射峰强度也有所提高。自熔性铁基合金粉末中存在少量的B元素与熔池中的W元素结合形成新的增强相三元硼化物(FeWB)。熔覆层硬质相WC和TiC分解出的C元素与铁基合金粉末中的Cr,Fe元素生成新硬质相碳化物(M7C3),镶嵌在熔覆层中。

(a) TiC熔覆层
2.2 涂层微观组织分析
不同含量TiC与(TiC,WC)复合相的熔覆层的SEM图如图2所示。

(a) 20 wt% TiC
由图2(a)~(c)可知,随着熔覆层中硬质相TiC质量分数增加,组织中出现形状各异的黑色TiC颗粒。这是因为熔覆层中TiC含量不同,合金材料的热膨胀系数和导热性能等物理参数也不同,在熔覆过程中激光的急冷情况下,组织产生较大的热应力,使未熔解的TiC颗粒的形态存在各种差异。同时,由于熔覆过程中涂层组织过冷与过热的交替变化,熔覆层的组织形貌由树枝晶转变为细小的等轴晶[8]。由图2(d)可知,在(TiC,WC)复合相涂层的微观组织中,可见未熔的、形状不规则的碎裂的黑色TiC颗粒,未发现亮白色的WC颗粒。同样,在图2(e)中只见到未熔的亮白色WC颗粒。这说明在(TiC,WC)复合相熔覆层中,硬质相WC与TiC的溶解过程受占比的制约。
熔覆层组织的演变主要受熔池凝固时组织的过冷度和晶体生长速率影响。一般从熔覆层表面到基体的定向凝固过程中,熔池底部的温度梯度最大,冷却速率较快。最初凝固在基体与熔覆层交界处的熔覆层开始形成平面晶组织。沿着熔池冷却方向,随着熔池中合金元素浓度增加,其生长为胞状晶组织,进而生长成粗大树枝晶和等轴晶组织。最终,在熔覆层表面呈现出细小晶粒的微观形貌[9-10]。
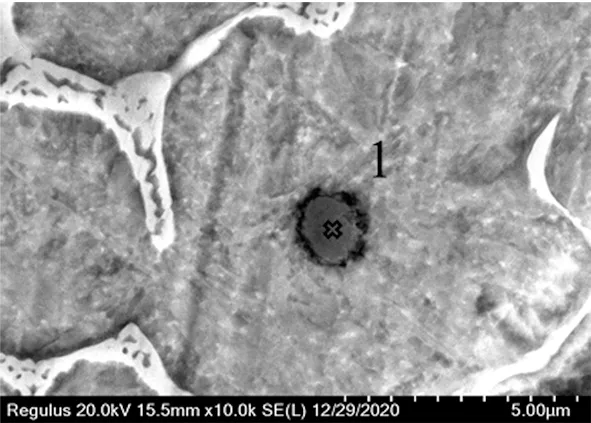
为进一步探究添加硬质相TiC与(TiC,WC)复合相对涂层微观组织的影响机理,以添加量为30 wt% TiC及20 wt% TiC +10 wt%WC硬质相的熔覆层为研究对象,在10 000×放大倍数下观察添加TiC与(TiC,WC)复合相的熔覆层组织形态,并对SEM图中不同区域进行元素分析。添加TiC与(TiC,WC)复合相的熔覆层的SEM图如图3所示。添加TiC与(TiC,WC)复合相的熔覆层的元素分析见表3。由图3可知,在添加30 wt% TiC熔覆层微观组织中,存在由不规则板条状银白色析出物包裹着的黑色颗粒,以及周边尺寸不一的银白色球状物共晶组织。结合表3可知,位置1处的黑色颗粒仅由元素Ti和C组成,为硬质相TiC颗粒。计算位置1处Ti与C的原子计量数比为Ti∶C≈1.35,与理想的1∶1原子比略有不同。这是因为TiC熔池分解过程中容易产生C原子空位,从而导致TiC发生明显的晶格畸变[11]。
(a) 30 wt% TiC
硬质相TiC在熔池中可能发生2种情况:一种是硬质相TiC颗粒未来得及完全溶解在合金中就被熔池冷却凝固;另一种是溶解在熔池中的Ti与C元素在熔池冷却时,由共晶组织转变和固态相变生成了较小的颗粒状硬质相TiC。位置2处的银白色板条状析出物与位置3处的共晶组织主要由元素Fe,Cr,C组成,Fe元素含量均较高,在板条状析出物中Cr元素含量偏高。结合图1(a)可知,析出物和熔覆层内部的共晶组织可能由间隙化合物Fe3C、碳化物(Cr,Fe)7C3和Fe-Cr化合物组成。
添加20 wt% TiC+10 wt% WC的熔覆层与30 wt% TiC的熔覆层中TiC颗粒的周边形貌存在明显差异,硬质相TiC与熔覆层铁基合金紧密结合,在TiC周边紧贴着灰白色的反应层和深灰色新生物。结合表3分析位置4,5,6,7处的元素组成,发现位置4除了含有Ti,C元素外,还存在少量Fe元素,说明在熔覆过程中合金元素发生了扩散。位置5灰白色的反应层区域中Ti元素含量明显减少,并出现定量的W元素和少量的Cr元素,结合图1(b)(TiC,WC)复合相熔覆层分析XRD可知,灰白色的反应层主要由(Ti,W)C1-x和少量的硬质相(Cr,Fe)7C3组成。位置6深灰色新生物区域的Fe,Cr元素含量明显增多,而Ti,W元素含量很低,说明新生物以硬质相(Cr,Fe)7C3为主,存在少量Ti,W元素的扩散。W元素在位置7的表面含量比位置6略微提高。熔覆层铁基合金α-Fe中固溶的微量W,Cr等元素可起到固溶强化作用,有助于提高涂层组织的硬度。位置8处为粗大的树枝晶,位置9处为银灰色共晶。对比2处晶内组织的合金元素的变化可以发现,W元素含量偏聚在共晶组织中,且伴随微量的B元素,说明自熔性铁基合金粉末中微量的B元素、熔池中游离的W元素和Fe形成了具有高耐磨性的三元硼化物FeWB[12]。
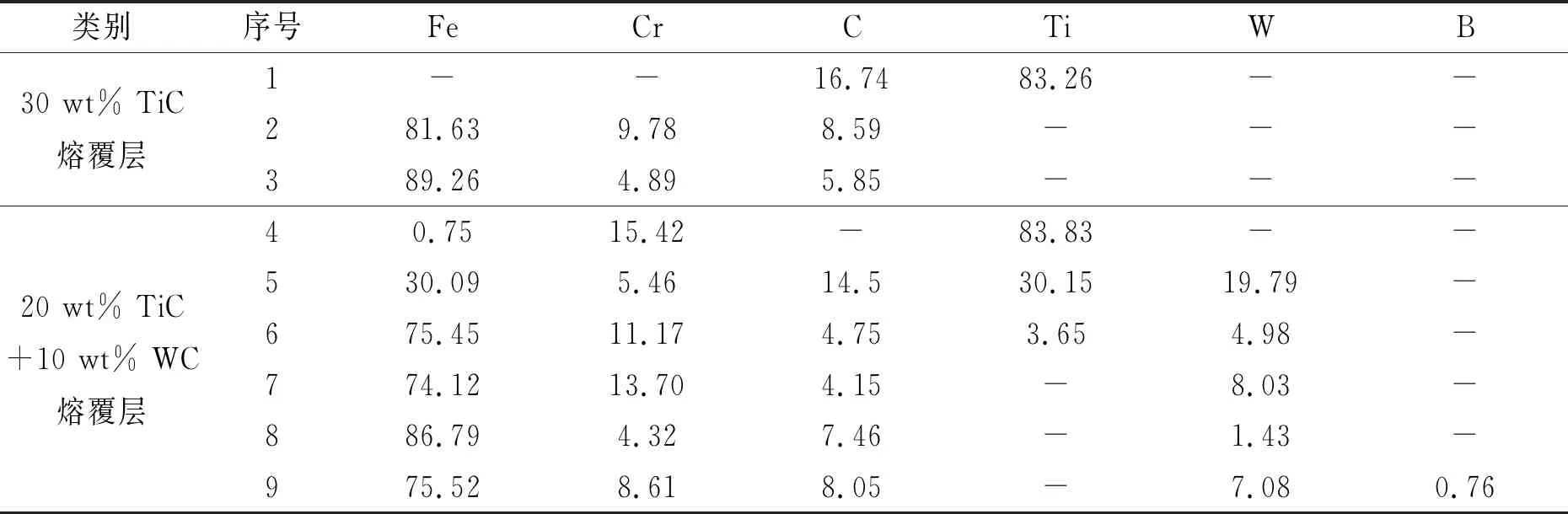
表3 添加TiC与(TiC,WC)复合相的熔覆层的元素分析 wt%
整体上来看,W元素之所以在位置5处反应层偏聚,主要是因为W作为强碳化物的形成元素之一,在材料配比中WC添加量仅为10 wt%时,W元素完全分解游离在熔池中。相比TiC而言,WC无异质形核核心可依附,且不易在凝固界面前沿生长成晶核。从结构上看,TiC是FCC面心立方结构,而WC是六方晶体结构,易于溶解在TiC中。熔池在急冷过程中,溶解游离W,Cr等元素以硬质相TiC颗粒作为吸附处形成固溶强化相(Ti,W)C1-x。
2.3 涂层显微硬度分析
添加TiC与(TiC,WC)复合相的熔覆层截面硬度变化曲线如图4所示。由图4可知,熔覆层的显微硬度显著增加,硬度变化趋势大致相同,均呈先增加后减小的波浪高低形势,约在距涂层外表面0.6 mm处的亚表层处达到最大。熔覆层的硬度随着TiC含量增加而增加,20 wt% TiC复合涂层的平均硬度为603.3 HV0.1,是基体(平均硬度为304.5 HV0.1)的2倍。当添加量为40 wt%时,TiC复合涂层获得最高硬度值902.4 HV0.1,具有最佳平均硬度值857.3 HV0.1,是基体的2.8倍。添加(TiC,WC)复合相对涂层硬度的提升效果不如单硬质相TiC的明显,但硬度较基体的改善效果可观。20 wt% TiC+10 wt% WC和10 wt% TiC+20 wt% WC获得的平均硬度分别为739.4 HV0.1和801.0 HV0.1,含20 wt% WC复合涂层的硬度优于10 wt% WC的复合涂层。
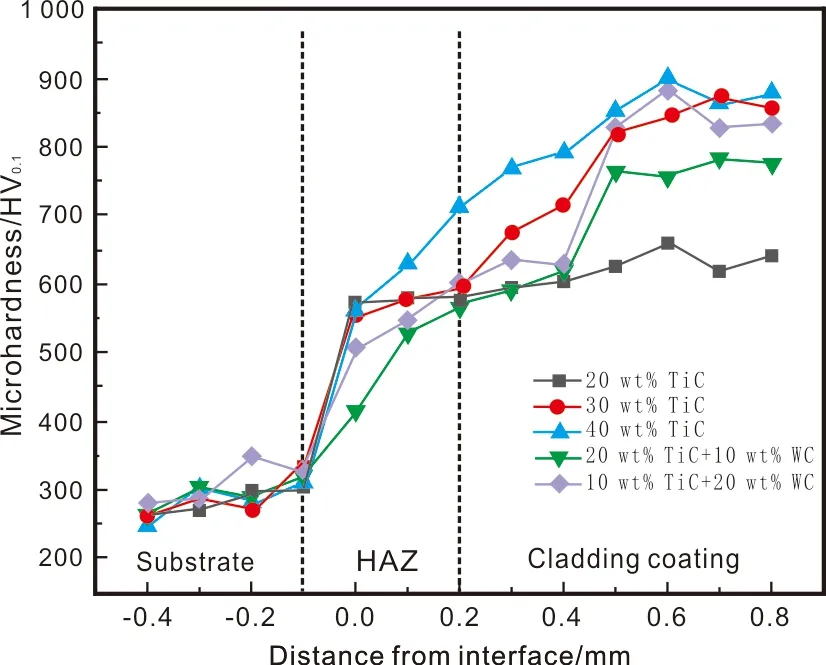
图4 添加TiC与(TiC,WC)复合相的熔覆层截面硬度变化曲线
在激光急冷特性和熔池稀释的综合作用下,基体与熔覆层中的Cr,Ti,W元素发生扩散,使热影响区硬度显著高于基体硬度[13]。随着TiC在涂层中的比重增加,大量未熔的TiC颗粒弥散分布在涂层组织的枝晶和枝晶间,阻碍晶粒生长,起到细化晶粒的作用。同时,涂层中Fe3C,TiC,(Cr,Fe)7C3,(Ti,W)C1-x,FeWB等弥散的强化相也会使熔覆层的硬度值增大。此外,硬质相TiC比铁基合金具有更高的密度,在激光熔融时会缓慢下落,表面铁基合金受到较长时间的激光烧蚀时损伤严重,导致亚表层硬度值偏高。
2.4 涂层摩擦磨损性能分析
添加TiC与(TiC,WC)复合相的熔覆层磨损失重量如图5所示。由图5可知,基材总失重量为48.2 mg。随着铁基复合涂层中TiC含量增加,磨损失重量呈先减小后增大的趋势,硬质相TiC的添加明显改善了合金的耐磨性。添加30 wt% TiC的熔覆层耐磨性能最好,磨损失重量仅为7.3 mg;而添加40 wt% TiC的熔覆层的磨损失重量略微增加了1.7 mg。这主要是由于TiC质量分数增加后,其在熔池中还未来得及熔化就被凝固冷却,铁基合金对硬质颗粒未起到有效的支撑和黏结作用,从而导致硬质相脱落。与单独添加TiC硬质相的复合涂层相比,复合相(TiC,WC)的添加可以带来更为显著的耐磨性。随着TiC在复合相中的占比减少,磨损失重量随之降低。当TiC占比10 wt%时,磨损失重量仅为4.5 mg,是仅添加单相最小磨损失重量的1.6倍。

图5 添加TiC与(TiC,WC)复合相的熔覆层磨损失重量
在室温滑动干摩擦条件下,添加TiC与(TiC,WC)复合相的熔覆层表面磨损形貌如图6所示。由图6可知,在摩擦磨损过程中,基体表面发生冷焊形成黏着点,在相对滑动过程中产生了犁沟和金属屑,基体磨损机理主要为磨料磨损和剥落磨损[14]。随着涂层中TiC含量增加,熔覆层表面的划痕得到了抑制,而相对较软的铁基合金因磨屑的微观切削作用,产生了犁沟磨损形貌[15]。其中,20 wt% TiC的熔覆层在磨损过程产生较小的切削和疲劳剥落,硬质相TiC的表面存在磨削过后残留的剥落坑。30 wt% TiC的熔覆层磨损表面最光滑,具有细小的划痕,剥落迹象较浅。40 wt% TiC的熔覆层磨损表面存在大量的剥落坑以及表面磨损碎屑,对熔覆层耐磨性能的提升效果不明显,磨损机理为粘着磨损和磨粒磨损。20 wt% TiC+10 wt% WC的熔覆层磨损表面存在较浅的磨损痕迹,主要源于硬质相裸露在外表面与摩擦件产生相对运动,局部脱落后发生磨粒磨损呈现细小的沟痕,其磨损机理以磨粒磨损为主。
10 wt% TiC+20 wt% WC熔覆层中硬质相WC比TiC的添加量多10 wt%。由于TiC比WC具有更小的质量,WC大部分沉入熔覆层内部,因此在磨损面上可以看到少数圆形亮白色的WC颗粒。其磨损面沟痕在经过高隆的硬质相TiC颗粒后略微变深,而平整镶嵌在熔覆层里的TiC颗粒划痕较浅,几乎消失。为分析其磨损面的元素变化,对此区域进行能谱分析。添加10 wt% TiC+20 wt%WC熔覆层磨损表面的元素分析见表4。结合表4可以发现,图6(f)位置1处含有75.91 wt% W和24.09 wt% C元素;位置2处仅含有85.19 wt% Ti和14.81 wt% C元素,说明位置1和2处分别是未熔的硬质相WC和TiC颗粒;位置3磨损表面区域含有13.08 wt% W和少量的Ti(3.76 wt%),以及微量的O(3.32 wt% )元素。因此,可以确定磨损面存在一定的氧化磨损。
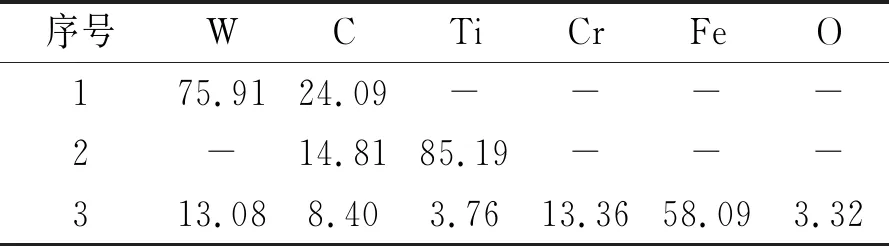
表4 添加10 wt% TiC+20 wt% WC熔覆层磨损表面的元素分析 wt%

(a) 基体 (b) 20 wt% TiC (c) 30 wt% TiC
添加复合相(TiC,WC)对熔覆层组织起到了细晶强化作用,进一步提高了熔覆层的强度和韧性能,能有效防止增强物从基体中剥离,缓解疲劳剥落。同时,熔覆层中合金元素(Fe,Cr,W,Ti)的相互扩散发生在液态熔池流动过程中,也起到了固溶强化作用[16]。
3 结论
1)采用激光熔覆技术在GCr15钢环表面制备了不同含量的TiC和(TiC,WC)铁基复合涂层。熔覆层和基体形成较好的冶金结合,且组织无明显缺陷。微观组织形貌由底部到顶部依次呈现出平面晶、柱状晶、胞状晶、等轴树枝晶和细小枝晶。
2)添加TiC硬质相的熔覆层增强相由Fe3C,TiC,(Cr,Fe)7C3,Fe-Cr组成。40 wt% TiC的熔覆层中TiC衍射峰强度更高。在(TiC,WC)复合相熔覆层中出现了TiC/(Ti,W)C1-x相,随着涂层中WC占比增加,其衍射峰强度也有所提高。
3)熔覆层硬度变化呈现先增加后减小的波浪高低形势,在亚表层处达到最大值。熔覆层的平均硬度随着TiC的质量分数增加而提高,添加40 wt% TiC的熔覆层具有最佳平均硬度值857.3 HV0.1,是基体的2.8倍。添加(TiC,WC)复合相的熔覆层对硬度的提升不如单硬质相TiC带来的强化效果明显,但较于基体改善可观。
4)添加30 wt% TiC的熔覆层磨损表面光滑,具有细小的划痕,耐磨性能最好,磨损失重量仅为7.3 mg,磨损机理以磨粒磨损和粘着磨损为主。添加复合相(TiC,WC)的熔覆层显现出更为出色的耐磨性。10 wt% TiC+20 wt% WC复合相熔覆层的磨损失重量仅为4.5 mg,是仅添加30 wt% TiC熔覆层最小磨损量的1.6倍,磨损机理为磨粒磨损和少量氧化磨损。
猜你喜欢
石油沥青(2022年4期)2022-09-03
石油沥青(2022年3期)2022-08-26
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
金属加工(热加工)(2020年12期)2020-02-06
热喷涂技术(2019年3期)2019-11-14
石油沥青(2019年2期)2019-04-28
焊接(2016年6期)2016-02-27
焊接(2016年2期)2016-02-27
中国石油大学学报(自然科学版)(2015年2期)2015-11-10