
平面模切机的模切过程优化
2022-03-24 07:14禹新路彭晓波
包装学报 2022年1期
禹新路 周 敏 彭晓波
1.固高派动(东莞)智能科技有限公司广东 东莞 523808
2.湖南工业大学电气与信息工程学院湖南 株洲 412007
0 引言
随着印刷包装行业的发展,印后包装设备模切机的研究越来越受到关注[1-2]。相较于传统的印刷包装机械共轴传动技术,无轴传动技术具有更高的灵活性和传动效率[3]。无轴传动印刷包装机械的伺服控制系统开发也日渐成熟[4-5]。在实际模切过程中,低速节拍模切时,切刀切断物料产生的压力形变时间过长;高速模切时,切刀的冲击对切刀和模切机构寿命的影响尤为突出;同时,现有市场上模切设备控制系统多由PLC+伺服电机组成,而通用PLC的控制周期限制了模切机构的快速变速规划。因此,如何优化模切速度以提高切刀寿命、提升模切效率显得尤为重要。
平面模切机凭借低成本、高灵活度、宽加工范围等优势,成为应用最广泛的机型[6]。为提高我国平面模切机机械部分的可靠性,学者们对模切设备的运动精度、运动协调性及动态特性进行了大量的研究,并取得了一定的成果[7-9]。从结构优化角度,北京印刷学院[10-11]设计的凸轮传动机构可有效提高模切机的模切速度;吕方梅等[12]进一步设计了一种固定凸轮连杆间歇运动机构;江爱民、秦培亮等[13-14]采用一种左右及上下完全对称的双肘杆机构,可有效降低模切冲击,提高工作效率。从控制算法优化角度,张金标等[15]采用模糊PID控制器对模切拱速度实现闭环控制,以提高模切效率。刘永钦[16]研究了新型速度场控制算法,实现多轴联动的轮廓控制功能,以提高模切精度。然而,考虑不同模切节拍和实际模切加减速阶段等影响因素的研究尚不多见。
因此,为实现驱动电机的高利用率及模切的高效率,本文分析实际模切运动过程,根据不同模切节拍进行整体运动规划,同时考虑模切加减速阶段的重力和最大饱和电流的影响,对模切速度进行优化设计,并用固高科技有限公司的高速运动控制器连续速度规划功能(PVT)验证本优化设计的有效性。
1 模切运动过程分析
平面模切机的模切机构如图1所示。电机通过曲轴连杆机构带动模切头做高速上下运动,运动过程可分为自由运动阶段(空程部分)和模切阶段(接触物料部分)。
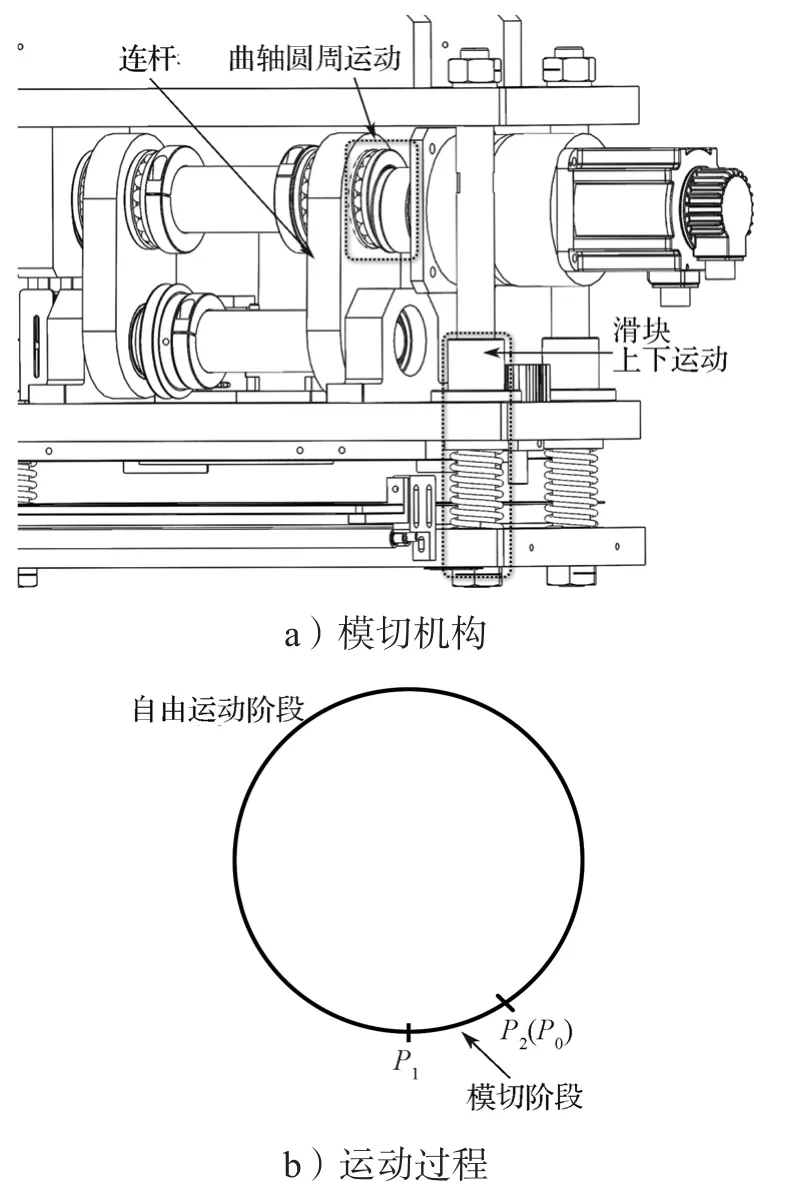
图1 模切机构及运动过程示意图Fig.1 Schematic diagram of die cutting mechanism and movement process
根据模切机构的运动特性,模切运动的数学建模如图2所示。
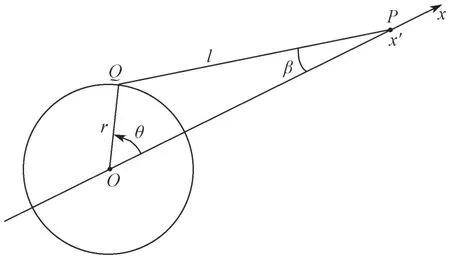
图2 模切运动建模Fig.2 Die cutting motion modeling
记曲柄OQ的长为r,连杆QP的长为l。当曲柄绕固定点O以角速度ω旋转时,连杆带动滑块P在水平槽内作往复直线运动。假设初始时刻曲柄的端点Q位于水平线段OP上,曲柄从初始位置起转动角度为θ。取O点为坐标原点,OP方向为x轴正方向,P的坐标为x′,那么可用x′表示滑块的位移,可得

对式(1)进行求导,可得
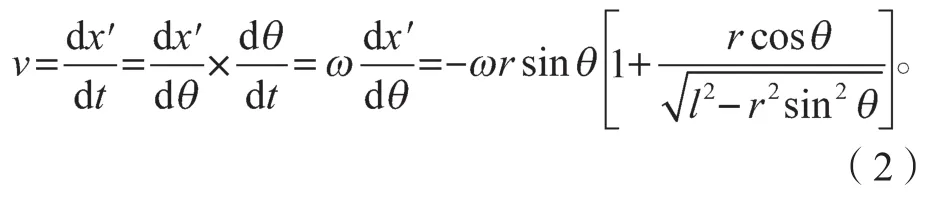
由式(2)可知,末端滑块的速度v与角速度ω、转动角度θ有关,即模切机切刀的末端速度与电机的转速存在一定的关系。依据式(2),绘制电机不同角速度时,末端速度v与转动角度θ的关系,如图3所示。
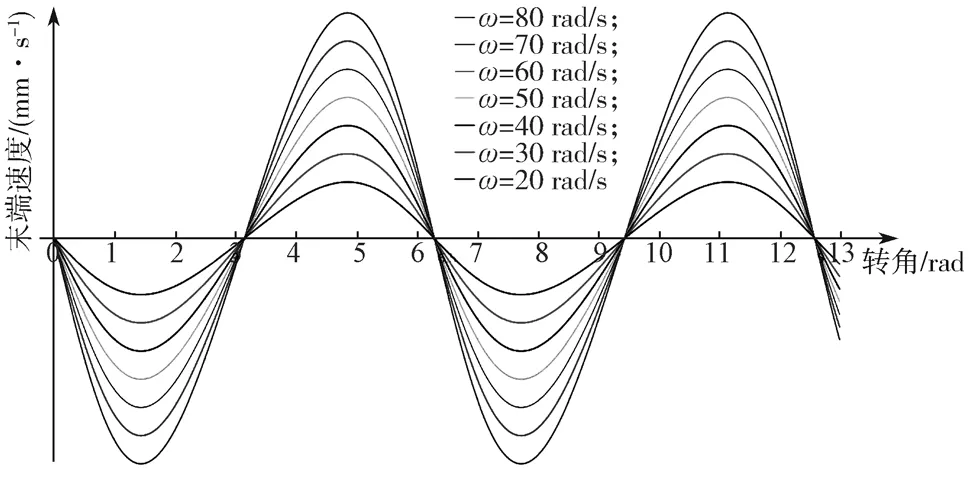
图3 不同角速度下末端速度与转角的关系Fig.3 The relationship between end speed and rotation angle at different angular velocities

彩图
由图3可知,电机角速度不同,进入模切位置的刀具末端速度也不同;角速度越大,刀具末端与砧板接触的速度越大。即若电机角速度小,则模切完成后回程速度小,时间长,影响刀具寿命;若电机角速度大,则模切时冲击噪音大,影响操作者使用体验及机台寿命。
2 模切速度规划
根据切刀进入模切阶段的速度保持恒定可保障切刀寿命达到使用要求,以及提高自由运动阶段的速度可提高节拍,本文做如下速度规划:
1)从起始点(最高点)开始,模切电机启动,并高速运转,加速到最高速度;
2)切刀进入模切位置之前,将模切电机速度减小到模切速度;
3)模切完成以后,立即提高模切电机速度,并使模切电机以最高速度持续运转;
4)当模切电机进入下一个模切位置时,将模切电机减速到模切速度;
5)接收到停止信号,从模切完成位置开始,模切电机减速直到最高点停止。
PVT模式是用一系列数据点的位置、速度、时间参数来描述运动规律。用运动控制器高速连续速度规划功能定义数据点的位置、速度、最大速度、加速度、减速度、百分比,不指定数据点的时间。运动控制器根据数据点参数,自动将相邻2个数据点之间拆分为加速段、匀速段和减速段[17]。整体运动规划如图4所示。
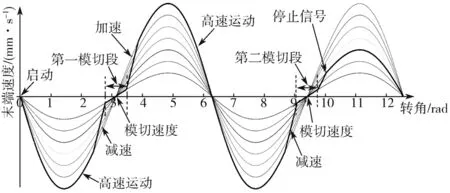
图4 调整后的运动规划Fig.4 Adjusted motion planning

彩图
已知边界条件,对自由运动阶段和模切阶段进行如下运动规划:
1)根据模切阶段的节拍,推算模切阶段角速度ω1;
2)模切阶段位移为s1(P0到P1段位移);
3)根据整体节拍,推算整体节拍时间T;
4)自由运动阶段位移为s2(P1到P2段位移);
5)点P2与P0重合,模切阶段角速度也为ω1。
可得模切阶段位移为

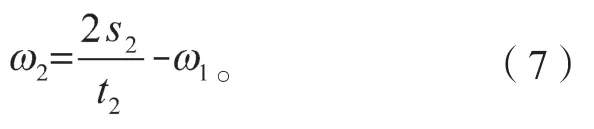
则模切阶段的运动时间为

自由运动阶段的运动时间为

为提高模切效率,尽可能缩短时间,提高整体节拍,自由运动阶段的电机角速度按照等腰三角形规划,如图5所示。
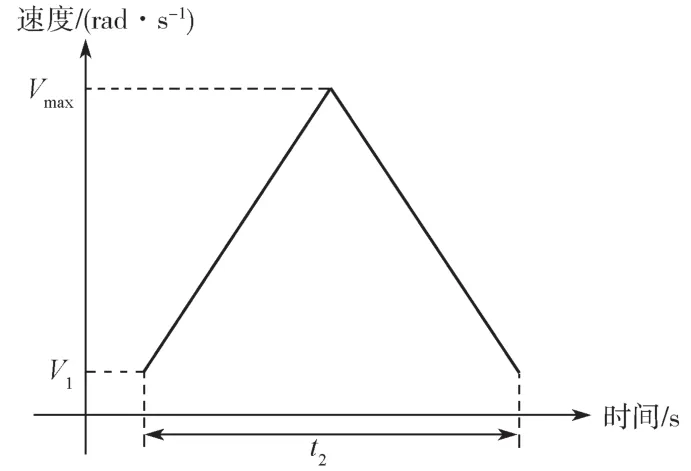
图5 自由运动阶段的速度规划示意图Fig.5 Sketch of speed planning for free motion
由图5可以得到自由运动阶段的位移为

已知v1=ω1,vmax=ω2,则进一步可以求出加速度,即

可得连续模切时自由运动阶段的参数(最大速度和加减速度),同时已知边界条件P1和P2的位置,因此,本运动规划的条件均可满足。
3 模切加减速阶段的速度优化
根据上述速度规划做相应模切阶段实验,模切阶段的速度等同于整体节拍100 pcs/min时的速度。整体节拍提升到160 pcs/min时模切电机电流和速度曲线如图6所示。
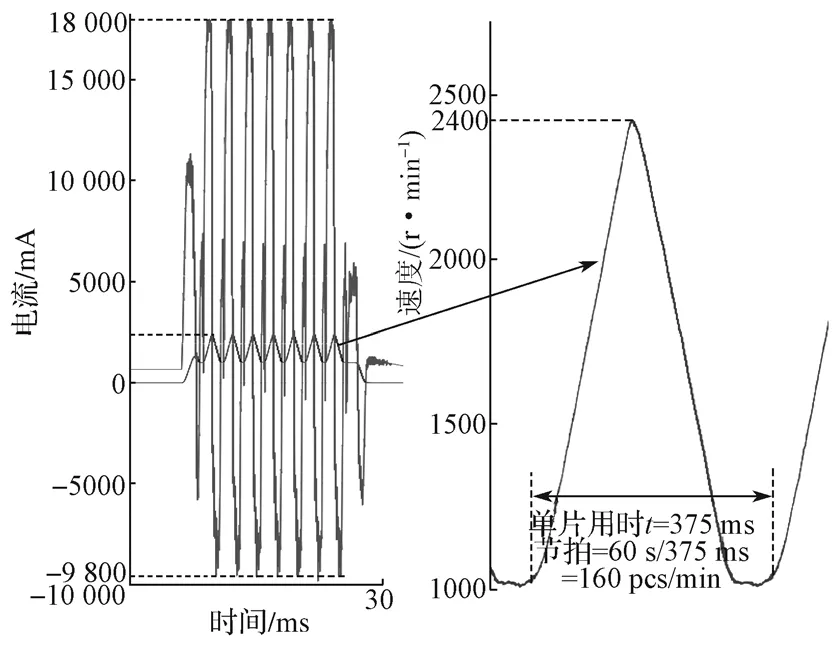
图6 整体节拍160 pcs/min时模切电机电流及速度曲线Fig.6 Current and speed curve of die-cutting motor at overall beat 160 pcs/min
自由运动阶段角速度按等腰三角形规划,即角加速度和角减速度相等,当整体节拍达到160 pcs/min时,电机模切之后空程加速段电流达到电机最大饱和电流18 A。考虑到实际模切之后空程段整体负载向上运动,模切电机需要提供加速扭矩和克服重力的扭矩,而接近模切位置的减速段,电机不需要提供克服重力的扭矩,将角速度规划调整为非等腰三角形规划,如图7所示。
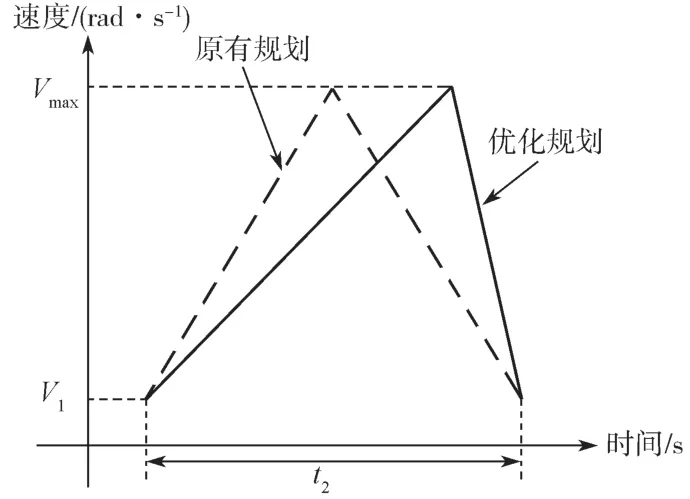
图7 非等腰三角形速度规划Fig.7 Non-isosceles triangle speed planning
根据负载质量,将角速度按非等腰三角形规划,模切阶段的角速度仍等同于整体节拍100 pcs/min时的角速度。整体节拍提高到180 pcs/min时模切电机电流及速度曲线如图8所示。
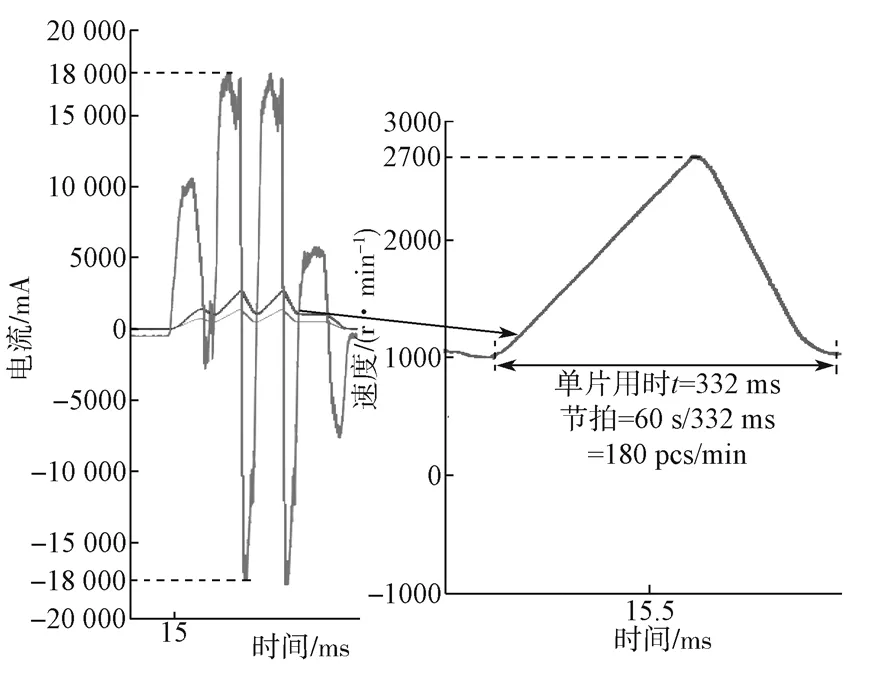
图8 整体节拍180 pcs/min时模切电机电流及速度曲线Fig.8 Current and speed curve of die-cutting motor at overall beat 180 pcs/min
由图8可知,通过合适的加速度和减速度规划,电机在加速段和减速段的电流均达到饱和值,能更加高效地发挥电机性能,同时提高模切效率。
4 结语
本文通过分析平面模切机模切机构的运动过程,使用运动控制器高速连续速度规划功能,对模切运动的自由运动阶段和模切阶段进行合理的速度规划,并结合不同阶段重力的影响,优化速度规划曲线,从而满足在不影响切刀寿命下,最大限度提高整体模切节拍的需求。本控制策略对凸轮驱动的其他运动机构效率优化均有一定参考意义。
后续工作中,结合运动规划和模切机运动机构进行一体化设计,进一步提升模切过程不同速度段的执行效率,优化运动曲线的平滑性,使模切速度和刀具寿命进一步提升。
猜你喜欢
防爆电机(2022年1期)2022-02-16
防爆电机(2022年1期)2022-02-16
汽车与驾驶维修(维修版)(2021年10期)2021-11-05
名城绘(2020年2期)2020-10-21
红领巾·探索(2020年2期)2020-05-19
价值工程(2019年29期)2019-11-11
中学课程辅导·教师通讯(2018年10期)2018-09-04
中学生数理化·高一版(2017年3期)2017-07-08
科技视界(2017年5期)2017-06-30
股市动态分析(2015年24期)2015-09-10
