基于超薄锥形卷筒冷饮食品包装成型加工装备研究★
2022-03-24 06:45熊立贵张莉琼蔡昭华
机械管理开发 2022年1期
熊立贵, 张莉琼, 蔡昭华
(1.广东开放大学(广东理工职业学院), 广东 中山 528428;2.中山火炬职业技术学院, 广东 中山 528436;3.中山市精翔自动化设备有限公司, 广东 中山 528400)
引言
随着中国国民经济的发展,人们的生活水平日益提高,冰激凌、雪糕类早已从炎热夏天解暑降温的产品成为了日常消费品。中商产业研究院发布的《2018—2023 年中国冰激凌、雪糕类行业市场前景及投资机会研究报告》数据统计表明,2018 年中国冰激凌、雪糕类行业市场规模已突破400 亿元,较2017 年的390 亿元增长3.33%。中商产业研究院数据显示,2019 年我国冰激凌、雪糕类市场的规模达到435 亿元。在全球一体化背景下,麦当劳、肯德基市场份额的国际市场较大,然而冰激凌、雪糕类是这两个品牌的主要产品。随着生活水平的提高,人们对食品的要求不断提高,作为夏日流行食品之一的冰激凌,也同样在不断的发展。知名市场调研公司英敏特(Mintel)公司发布的一份市场调研报告显示,中国冰激凌、雪糕类销售总额已赶超冰激凌、雪糕类龙头国家——美国[1]。
冰激凌、雪糕类的外包装目前采用的是纸质材料,但随着人们生活品质、审美要求的提高,根据市场定位的需求,包装彩绘锥形纸现采用筒材质超软超薄铝泊材料,然而此材料包装在国际市场都采用人工卷制,效率低并且加工的产品质量合格率低,急需要开发全自动卷锥筒装备[2]。
本文主要对冰激凌、雪糕类的超薄外包装成型关键技术进行分析研究,具体如下:送料张紧结构、偏位纠正机构、色标对齐检测、位移补差、间隔双位喷胶、加工成锥形及装备。
1 超薄锥形卷筒加工装备结构研究
装备主机体部分主要由放料部分、张力部分、压送模块部分、材料纠偏部分、材料分切部分、负压送料部分、喷胶系统部分、真空系统部分、收集部分、排列输送部分组成。其中放料部分是独立结构,主要由料架座、机械臂、气胀轴套、胀承座、锥头固座、导向锥头、头部气管固定座、尾部气管固定座、中心气管芯、气涨轴芯、离合固定座、刹车片、限位套、凸件、刹车器等组成;收集排列部分主要由玻璃管、玻璃管托盘、硅胶垫片、压片、升降气缸座、排列支架、电机座、带挡板皮带等部分组成,其结构也是独立的[3-4]。
按独立结构分,主要是由原材料放料部分、锥形卷筒产品成型部分、成品收集输送部分组成。立体示意图,如图1 所示。

图1 立体示意图
1.1 超薄卷筒包装机架组件
超薄卷筒包装机架组件是由长形方管机焊接内框构件、固定竖板、方管、喷胶固定台、装备底座等构成。它是机床的主体结构,张紧、纠偏、分切、卷锥成型机构都安装在机架上,当压送动力工作时,机架侧面焊接一块整体45 号钢板,且加工精度与底座垂直度要求一致,张紧组件、纠偏组件及分切组件都安装固定在侧支撑板上。
1.2 尖锥成型模结构
尖锥成型模结构中间为负压吸气结构,其与顶部有五个小孔相连、两侧为吹排气脱料孔。尖锥成型模的作用包括成型、转动两部分。成型部,呈尖锥状,其上设置有五个用于吸附尖锥筒原料的吸附孔及用于将卷绕成型的尖锥筒从成型部上脱离的脱模孔;转动部,其一端与外部的驱动装置连接,另一端与成型部非尖锥的一端连接,转动部上设置有与外部真空发生装置连接的真空口及与外部鼓风装置连接的鼓风口,转动部和成型部具有同时与吸附孔和真空口相连通的吸附通道及同时与脱模孔和鼓风口相连通的鼓风通道。转动部和成型部内具有同时与吸附孔和真空口相连通的吸附通道及同时与脱模孔和鼓风口相连通的鼓风通道;尖锥筒预成型的原料通过吸附孔被吸附在成型部上,并被卷绕成尖锥筒,然后被脱模孔吹出的气压从成型部上脱离,具有快速成型和脱模的效果。上尖锥成型模具,如图2 所示。

图2 上尖锥成型模具
1.3 材料分切组件装置
分切是决定产品规格的必要装置,是由上压轮、下压轮、齿轮、减速机、伺服电机、刀架固定座等结构组成。下压轮与上压轮的直径大小关系是2∶1,即上压轮的直径是要分切材料规格尺寸,旋转一周完成一个产品分切功能,且钢刀装在上压轮上面。下压轮是直径设计为分切材料的两倍,旋转半周完成一个材料分切,旋转一周完成两个材料的分切。分切前要考虑程的颜色对标,否则移位后会把图案分切错。材料分切装置,如图3 所示。

图3 材料分切装置
1.4 真空负压输送机构
真空负压输送机构,主要是由带孔的真空负压箱体、同步轮、减速机、伺服电机及输送皮带组成。其功能就是让超薄铝泊材料平移送料,且在上方有双喷头的点胶。此结构不仅改变了输送材料方向成90°,并能让前一步分切的材料进入成型卷锥模中,另一部分由于负压吸附材料不易走位,并快速不断输送材料至下一步。真空负压输送料装置,如图4 所示。

图4 真空负压输送料装置
1.5 超薄锥形卷筒加工成型模结构
冰激凌外包装铝泊材料卷筒成锥形的关键技术就是采用11°成型锥上模及22°定位锥下模之间的旋转比例关系,定位锥下模旋转三圈、上成型模旋转六圈、凸轮旋转一圈,即完成一个卷筒成锥形产品。上成型模是超薄锥形卷筒包装材料成型加工装备核心技术模具,如图5 所示。
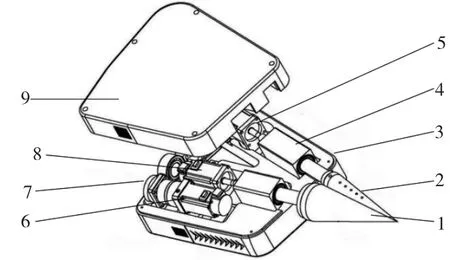
图5 锥形筒成型装置
2 超薄锥形卷筒包装成型装备设计、计算分析
研发的超薄锥形卷筒冷饮食品包装材料成型装备,一个工作循环内完成送料、分切、涂胶、卷锥、收集入库一体化成锥筒型工艺过程。
2.1 装备设计环境运行参数
开发的超薄锥形卷筒包装材料成型装备设计环境运行条件参数,如下页表1 所示。
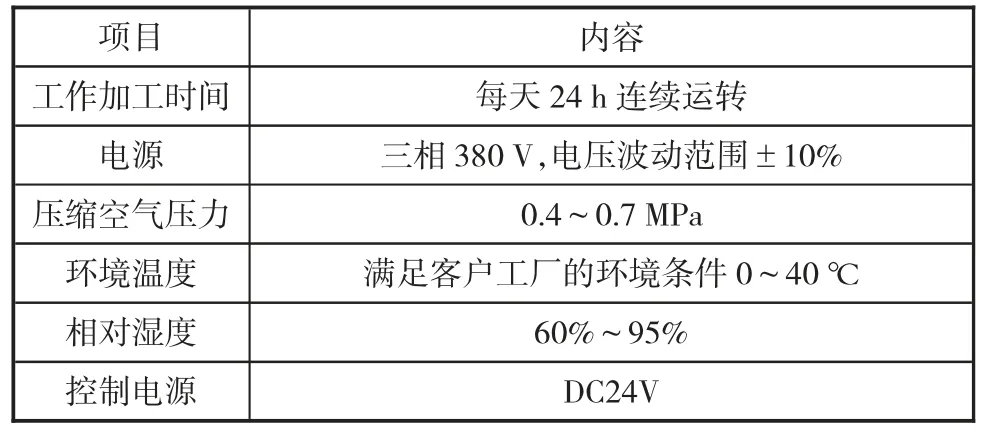
表1 装备环境运行参数
2.2 超薄包装材料参数分析
根据市场产品的技术要求,锥形筒成型尺寸规格为180 mm×210 mm,厚度为0.08 mm,成型锥度为11°,喷胶尺寸位置为55 mm×180 mm,且喷胶为间隔,喷胶余留边为5 mm,需要喷两条胶线,两条胶线距离为40 mm。加工产品展开尺寸图要求,产品锥形成型尺寸进行六圈成型及展开的规格、起始卷锥成型位置要求,详见图6。
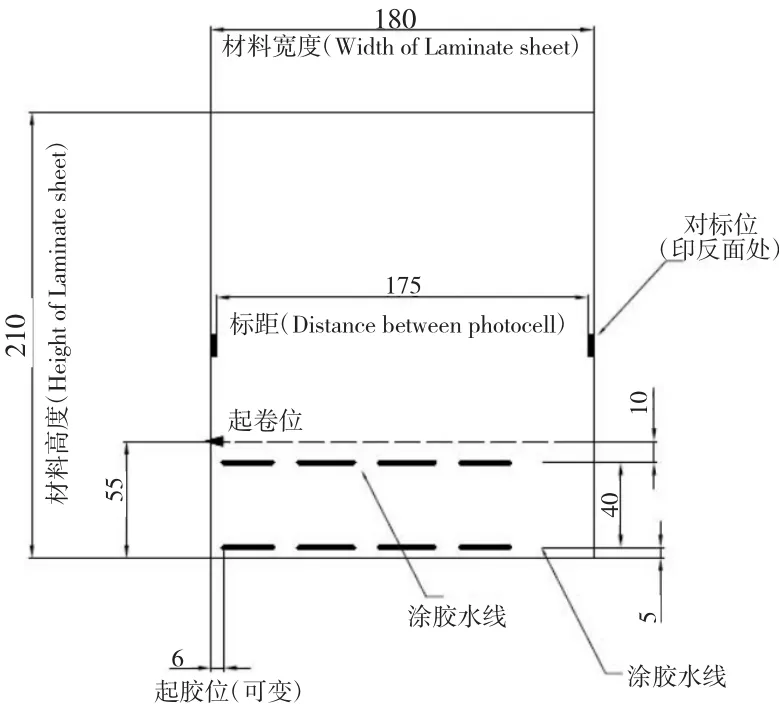
图6 铝泊复合膜原材料规格(单位:mm)
2.3 送料轮辊纠偏计算分析
超薄铝箔包装原材料上印有图案,为了图案位置分切正确,需要准确控制送料位置。在原材料上印有定位作用的色标,通过计算分别求取原材料A、B区域两边缘色标点坐标值:

式中:e、f 分别表述A、B 区域两边缘色标点平均坐标值;N、M 表述在A、B 区域内搜索到的边缘点。
铝箔包装原材料在动力辊作用下,经过运转送料时会发生偏移[5-6]。为了保证控制包装原材料送料时不偏移,以及能够顺利进入下一步正确位置分切工序,需对原材料印有的色标进行定位,因此包装原材料在通过纠偏辊处时,可以计算出偏移量:

式中:ΔT 表述偏移量;K 表述纠偏辊距色标距离,y0表述下边缘色标纵坐标值。
可以根据偏移量值控制信号,进行自动纠偏,如果在误差允许范围内,则可以不用纠偏。纠偏控制图,如图7 所示。

图7 纠偏控制图
2.4 超薄包装材料分切补偿计算
超薄锥形卷筒包装材料在卷锥成形前工序就是进行分切,分切装置是由一个压靠轮辊和一个旋转刀辊结构组成。为了准确分切印有图案的铝箔包装材料指定界线位置,一般采用前进补差或后退补偿处理位置差距。
当送料长度位置前进过多时,就采用后退补偿式,牵引长度l 大于色标间距l0,之间的差值距为:

为使切刀对准分界线切位,调整送料光电感应器的位置,使感应点光圈在色标边缘外面,则感应点光圈位置与分切距离计算式为:

式中:S 表述感应点距分切位距离;C 表述正确位置与第1 个色标边缘外面尺寸距离;n 表述S 距离的色标个数;d 表示点光圈直径。
当送料长度位置不足时,就采用前进补偿式,感应点光圈中心与分切位置的距离计算公式如下:

式中:除w 表述包装材料印的色标宽度尺寸以外,其他字符表述的意思与公式(4)相同。
通过计算得出需要前进或后退补偿信息时,伺服电机进行正转或反转,完成送料的补偿,确保分切指定界线位置准确。
3 超薄锥形卷筒包装材料成型装备控制研究
超薄锥形卷筒包装材料成型装备控制系统由五组伺服电机、三菱PLC、触摸屏、继电器、通信号组件、减速机、交流接触器等组成[7-8]。控制方面关键技术是要解决送料的超薄铝泊材料长度精度、五组伺服电机运转的同步性、运行过程位置纠偏、色标检测对齐旋转分切、长度位移补差,达到定型尖锥模与靠尖锥模成锥形筒产品过程。
3.1 控制设计
要控制五组伺服电机同步运行,不仅要解决运行过程的位置快慢同步、左右偏移问题,还要处理好色彩对标分切问题。在分切、卷锥成型组件上的齿轮、轴、减速机、凸轮等结构运行,统一采用三菱系统通过软件转换成同步控制,在运动控制定位模块,进行参数设定和顺控程序,达到实现位置控制、前后同步控制、凸轮控制、速度、扭矩等控制。凸轮数据如图8 所示,凸轮(同步轴)速度如图9 所示。
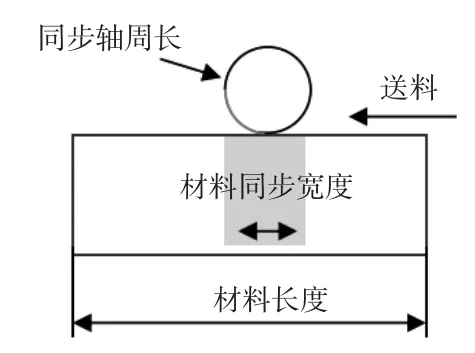
图8 凸轮数据
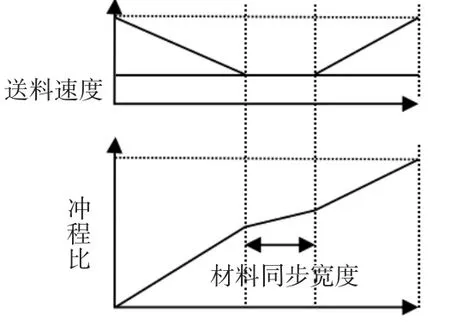
图9 凸轮(同步轴)速度
在压送伺服电机送料后,与切刀伺服电机之间通过通信周期0.44 ms 的高速串行通信,可以实现更平稳的运行控制,如图10 所示。
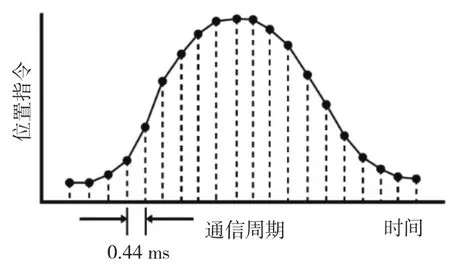
图10 位置通信周期
3.2 气路图控制设计
气动控制部分主要是由无杆气缸、薄形缸、三位二通电磁阀、压力表、过滤器(三联体)、节流阀气接头、直径为10 mm 的气管等组成。其设计的气路图如图11 所示。
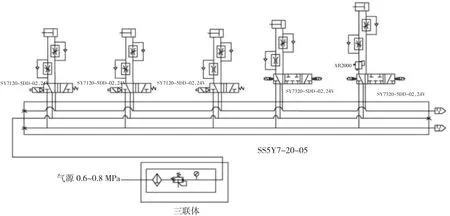
图11 气路图
超薄锥形卷筒冷饮食品包装材料成型装备采用气动、伺服电机系统、模块数据信号控制形式,研制的装备在加工生产过程中能达到精、准、快的效果。
4 调试运行、测试
超薄锥形卷筒冷饮食品包装材料成型装备在全部组装及布线完成后,进行运行、调试阶段,测试验证装备是否能满足产品加工技术要求,并验证它的可靠性。
4.1 成型装备运行调试
在调试运行时,先进入手动操作模式,进行追标设置、定长设置、动力辊张紧设置、纠偏、分切、卷锥成型等参数设置。在手动操作运行、调试后,加工的超薄锥形卷筒样品经检验符合技术要求,即完成调试运行阶段。在全自动加工生产中,每3 s 一个工作循环完成送料、分切、涂胶、卷锥、收集一体化成锥筒型过程,加工完成的产品符合客户的技术要求,卷锥6 圈成型规格详见图12。
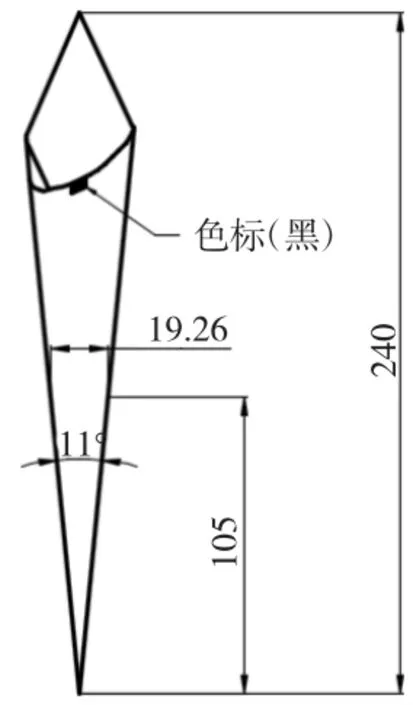
图12 超薄包装材料加工六圈卷筒成型的规格
4.2 冷饮食品卷锥包装产品测试
完成了包装锥形卷筒成型装备运行调试,为验证装备加工产品质量要求[9],需对加工生产的冷饮食品锥形包装产品大小规格、封口黏固度参数进行测试。
依据国标GB/T 1804 尺寸角度公差标准、GB/T 4851 黏度测试标准、GB/T 2828.1 取样标准进行取样测试。按照国标试验样品测试之前,锥形包装件产品放置于温度23 ℃±2 ℃、相对湿度65%±5%的环境下放置2 h 以上,再进行黏度测试。测试结果见表2。

表2 加工产品数据测试结果
通过表2 测试数据分析,其结果符合超薄锥形卷筒冷饮食品包装成形规格要求。完成的智能装备通过测试验证研发成功,生产加工冷饮包装产品符合技术要求,加工效率高,装备运行稳定、可靠,故障率低,操作简单,智能化控制,安全系数高等。
5 结语
自主研发的超薄锥形卷锥筒机不仅满足了市场冰激凌冷饮食品彩绘锥形纸筒包装超软超薄材质使用,而且解决了替代人工手动卷制加工生产方式。手工作业生产效率低,加工成本高,生产后的产品大小不相等,产品封口粘固不牢且容易自动爆裂,这样的加工生产方式造成次品且受人为因素干预较大。后续将继续优化,提高生产加工效率,研制出高速度平稳送料、高精度对标分切、快速间隔涂胶、高效卷锥成型、精准收集入库一体化成型装备,为实现中国智能制造、高端装备群发展贡献力量。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
中国修船(2022年2期)2022-04-28
起重运输机械(2021年24期)2022-01-11
口腔医学(2021年10期)2021-12-02
科普童话·学霸日记(2021年8期)2021-09-23
昆明医科大学学报(2021年1期)2021-02-07
船舶与海洋工程(2018年5期)2018-11-14
37°女人(2017年1期)2017-01-14
微型计算机·Geek(2016年8期)2016-05-14