运用QC 方法提高HDPE 土工膜焊接合格率
2022-04-01 03:09吕莹杨光谭云鹏温思浩
工程建设与设计 2022年3期
吕莹,杨光,谭云鹏,温思浩
(无锡市政设计研究院有限公司,江苏 无锡 214100)
1 引言
2020 年是全面建成小康社会收官之年,同时也是落实循环经济的关键节点,因此,加强城市垃圾治理是社会建设的重要内容。为了响应国家环境可持续发展的号召,全国各地建设了许多垃圾焚烧厂。垃圾焚烧不仅能够使垃圾减量化,无害化,还能产生热能和电能。但是垃圾焚烧后会产生一定量的飞灰,由于飞灰填埋法成本低,技术简单,因此,成为目前国内外最广泛的处置方法之一。然而我国填埋场技术起步晚,施工经验不足,在防渗系统的建设中存在一些渗滤液泄露问题,不仅会污染地下水,破坏环境,还会严重威胁居民健康安全和社会生产[1]。因此,对飞灰填埋场中防渗系统工程质量的管理和控制显得尤为重要。HDPE 土工膜焊接质量直接影响填埋场的防渗系统水平乃至工程整体的质量,其质量控制能有效降低后续材料机械等消耗,也可以避免填埋场投入运行后的地下水污染等环境污染问题[2]。
2 工程背景
无锡惠联固废处置有限公司飞灰填埋场一期工程位于无锡惠山区堰兴路与堰宁路交叉口西南角地块。项目红线占地面积为71 229 m2,设计总库容量约合4.008×105m3。无锡市政设计研究院有限公司对该工程的设计、采购、施工、调试全过程实施工程总承包。项目主要建设内容包括:库区土建、场区建筑物、场区构筑物、库区防渗膜、地表水导排、地下水导排、给排水、综合管道、照明、地磅、道闸、监控、渗滤液处理、景观绿化及场区道路工程等。在库区水平防渗系统中采用1.5 mm HDPE 土工膜进行铺设焊接。
3 选题理由
作为无锡市2019 年度环保领域重点项目之一,本项目的目标是减少飞灰贮存量和不稳定性,实现飞灰资源化。公司要求本项目HDPE 土工膜焊接质量验收合格率必须达到95%以上。QC 小组成员查阅了以往工程以及其他公司类似项目的质量验收记录,土工膜焊接质量验收合格率为81.1%。所以,小组成员通过会议讨论,以“提高HDPE 土工膜焊接质量验收合格率”为课题开展QC 小组活动。
针对所选课题,QC 小组对无锡市政设计研究院有限公司的“飞灰填埋场一期工程”项目中HDPE 土工膜焊接质量进行了调查。如表1 所示,现场抽样检查400 个工作点,有310 个点合格,不合格为90 个点,不合格率为22.5%。
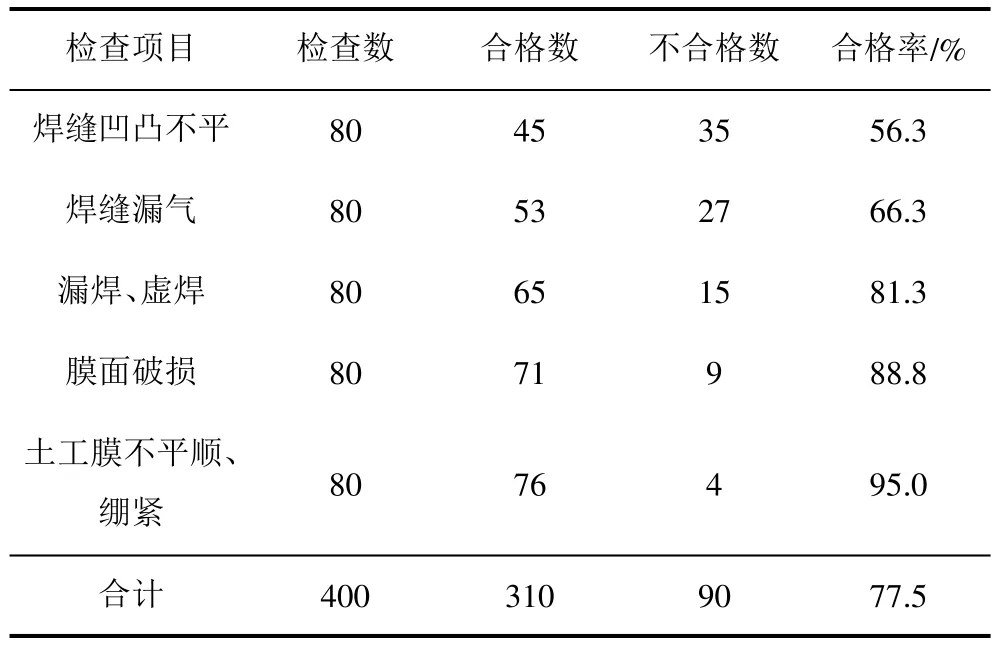
表1 HDPE 土工膜焊接质量问题调查表
4 目标设定与原因分析
4.1 目标设定
QC 小组根据项目实际的施工现场调查并结合公司已完工项目的经验,本次小组活动目标设定为:HDPE 土工膜焊接一次验收合格率达到90%以上。根据图1 数据分析,焊缝凹凸不平和焊缝漏气出现频率为68.9%,是影响本工程HDPE 土工膜焊接一次验收合格率的主要因素。

图1 HDPE 土工膜焊接调查问题排列图
若将该项问题解决,则可以将HDPE 土工膜焊接一次验收合格率提高至77.5%+68.9%×(1-77.5%)=93.0%。若将该项问题发生频率降低85%,则可将其一次验收合格率提高至77.5%+85%×68.9%×(1-77.5%)=90.7%>90%,即可达到课题目标的要求。
4.2 原因分析
QC 小组成员召开了专题会议,从“人、机、料、法、环”等方面全面地分析了存在的问题以及末端影响原因并绘制系统图如图2 所示,共整理汇总了11 条末端原因。
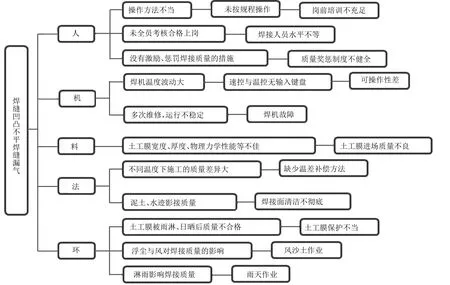
图2 焊接质量原因系统图
4.3 要因确认
4.3.1 要因一:岗前培训不充足
通过检查项目部培训记录卡,交底文件等学习资料,并现场核实焊工岗前培训情况,考核其操作技能。经检查项目部交底记录,已针对土工膜焊接施工时进行交底,内容详细,签字齐全。并且所有工人上岗前均进行培训,考核成绩均在85 分以上,操作技能合格率达到100%。因此,确定为非要因。
4.3.2 要因二:焊接人员水平不等
利用调压器模拟电压不稳定情况,大功率风扇模拟风沙天气情况,水管模拟雨天天气,对6 名焊工进行了正常环境和不良环境条件下的测试。经过考核,6 名焊工中,有3 名焊工考核成绩不合格,焊接水平不等。因此,确定为要因。
4.3.3 要因三:质量奖罚制度不健全
按照公司质量管理体系及管理办法要求,通过检查项目部办公室资料文件是否有质量奖罚制度。经检查资料文件发现,项目部已严格对管理人员和工人分别制定相应的质量奖罚制度,并在文件中发现对质量较差班组开出的罚款单。因此,确定为非要因。
4.3.4 要因四:焊机可操作性差
通过现场查看焊机型号和使用情况,发现焊机利用旋钮控制其温度和速度,无输入键盘。焊机温度控制部分利用自动恒温PID 控制,连续可调±10 ℃,波动较大;速度控制部分利用脉宽调制,连续可调±0.5 m/min。焊机功能不能满足标准。因此,确定为要因。
4.3.5 要因五:焊机故障
查阅了2019 年7 月份施工日志关于焊机等设备运转情况记录。结果如下:焊机良好,未有维修记录,设备完好率100%。因此,确定为非要因。
4.3.6 要因六:土工膜进场质量不良
通过现场观察以及检查项目部材料报验资料,原材料报验、抽检及复试资料齐全,已做到材料100%验收。因此,确定为非要因。
4.3.7 要因七:土工膜保护不当
根据土工膜运输、储存规定,土工膜要防雨、防潮、防晒,土工膜领用后2d 内铺设、焊接和防护面层混凝土浇筑工作。查看了土工膜库存情况,土工膜存放在砖混结构库内,库内无水迹。因此,确定为非要因。
4.3.8 要因八:缺少温差补偿方法
针对白天极值温差进行了对比试验,利用8∶00、18∶00 的低温,13∶00 的高温,由技术最好的焊工2 进行操作。发现温差变化对焊缝质量影响显著[3],而且,土工膜焊接仅有施工方案,方案中未提及温差补偿办法。因此,确定为要因。
4.3.9 要因九:焊接面清洁不彻底
通过对现场3 个区域各50 条样品数抽样检查,现场操作时部分焊接表面有不同程度的污物,存在泥土、水迹等,严重影响焊接质量,未达到合格标准。因此,确定为要因。
4.3.10 要因十:风沙天作业
查阅了2019 年7 月份施工日志风沙天气施工记录,浮尘和大风天气未进行焊接作业。因此,确定为非要因。
4.3.11 要因十一:雨天作业
查阅了2019 年7 月份施工日志雨天天气施工记录,有雨天气未进行焊接作业。因此,确定为非要因。
5 对策制定
根据“4.3 要因确认”中找到的4 个主要末端因素,QC 小组在施工全过程对其一一进行了有效性、可行性、经济性、时效性、可靠性分析,最后确定了要因解决对策表(见表2)。

表2 要因解决对策表
6 效果检查
6.1 效果检查及分析
为了验证检查实施改进措施后的整体效果,对施工现场焊接的土工膜焊缝进行质量统计,共检查200 个点,检查结果如表3 所示,各检查项目的合格率达到94%以上。

表3 对策实施后土工膜焊缝施工质量问题调查表
此外,将质量问题统计在了表4 中,可以清晰地看出,焊缝凹凸不平和焊缝漏气问题已分别降至12.5%,成为影响焊缝质量问题的次要问题,说明采取的措施是可行的。
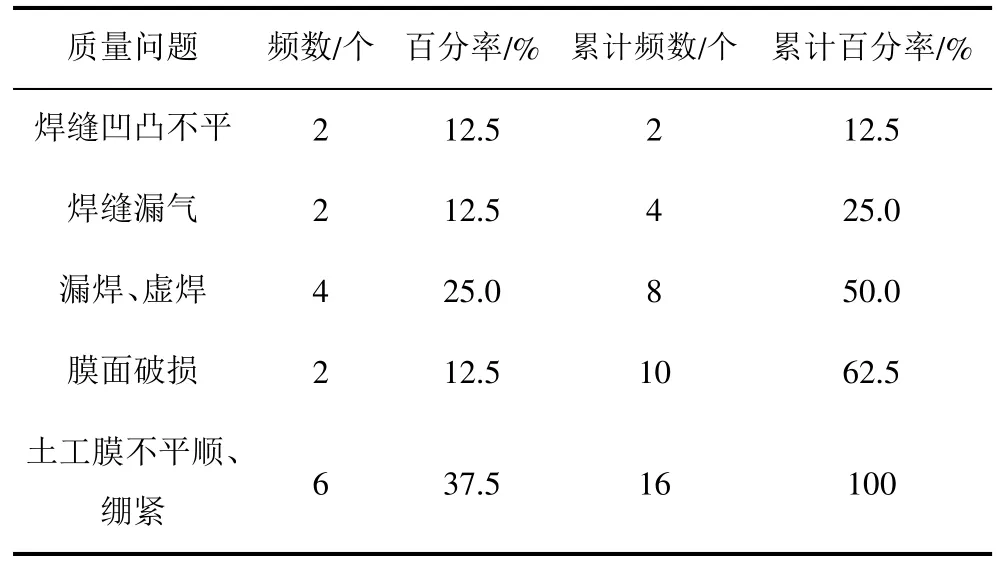
表4 对策实施后劲性柱安装与连接质量问题统计表
经过本次QC 活动,HDPE 土工膜焊接一次验收合格率由77.5%提升至96.8%(见图3),小组目标圆满完成。

图3 QC 小组活动前后效果对比图
6.2 效益分析
6.2.1 工期效益
除达到质量方面目标以外,采用本方式施工有效提高了一次验收合格率,避免返工,大大减少了土工膜补焊的时间,加快了施工进度。土工膜的焊接速度的由800 m2/d 提高值至1 000 m2/d,总计节省工期约10 d。
6.2.2 经济效益
每个焊接班组台班费用约3 000 元,本项目共配置3 个安装班组,节约工期10 d,总计节约成本3 000×3×10=90 000 元。因此,本次QC 小组活动共产生经济效益9 万元。
6.2.3 社会效益
通过本次QC 小组活动,确保了工程质量、进度要求,得到了业主、监理、政府部门的一致好评。政府部门及建设单位各级领导多次到现场参观学习,极大地提升了公司的影响力和知名度,创造了较高的社会效益[4,5]。
7 巩固措施
通过本次活动,QC 小组根据积累的经验将活动成果汇总后,统一编入公司《HDPE 土工膜施工作业指导书》中,并向公司各项目部推广应用。同时,把这次活动中采用的有效措施归纳成HDPE 土工膜焊接施工要点,制定了土工膜焊接质量考核制度,并完善了土工膜焊接工艺试验,通过制定制度和完善施工要求、工艺流程,土工膜焊接不合格率得到了稳定控制。
8 结语
本次QC 小组活动立足现场,不仅工程质量得到提升,而且提高了小组成员的专业技能,改善了分析解决问题的能力,还增强了成员的团队精神和沟通与协作能力,可以说本次QC活动达到了预期目标。
猜你喜欢
机电安全(2022年4期)2022-08-27
上海建材(2022年2期)2022-07-28
长江科学院院报(2022年4期)2022-04-16
中国水利水电科学研究院学报(2022年1期)2022-03-29
环境卫生工程(2021年4期)2021-10-13
环境卫生工程(2021年2期)2021-06-09
焊管(2020年7期)2020-08-18
中国沼气(2020年1期)2020-07-28
焊管(2020年12期)2020-02-24
山东工业技术(2016年15期)2016-12-01