
分体式铰链同轴度研究
2022-05-28 07:56刘峰杜坤陈素平
汽车工艺师 2022年4期
刘峰,杜坤,陈素平
安徽江淮集团汽车股份有限公司 安徽合肥 230601
随着汽车工业的发展,对整车品质性能的要求越来越高。车门的关门品质及装配强度直接影响着消费者的购车体验。铰链是车门与车身连接的关键部件。目前,车门铰链主要分为冲压铰链、型钢铰链和铸造铰链,其中型钢铰链又分为整体式和分体式。型钢铰链在强度、精度、承载载荷及车门开关耐久性等方面更优于传统冲压铰链[1],因此在乘用车上应用越来越广泛。
分体式型钢铰链特点及装配流程
1.分体式型钢铰链特点
型钢铰链体积小,精度好,更美观且易于通用化,其精度和一致性更加容易控制。目前,国内主机厂在乘用车上正在逐步推广应用型钢铰链,如吉利博越、领克01、星越及长城全新H6和F5等。自定位式冲压铰链与分体式型钢铰链对比分析见表1。
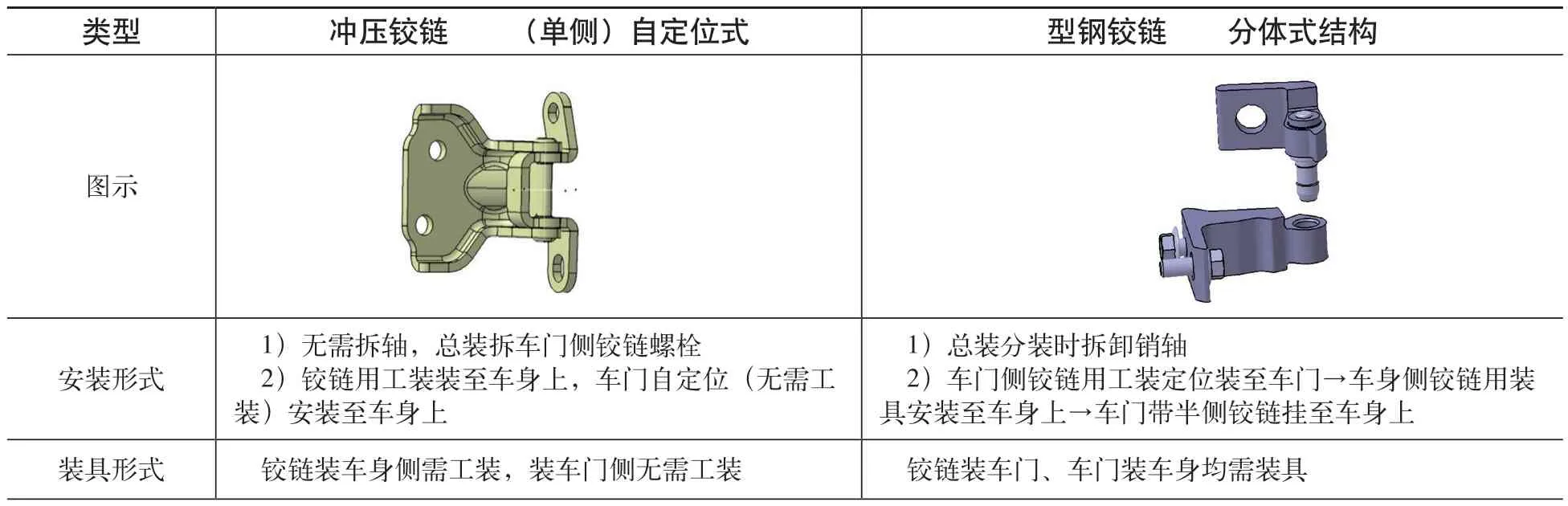
表1 冲压铰链与型钢铰链对比

(续)
2.分体式铰链车门装配流程
焊装调整线边布置四个工位进行车门侧铰链安装,车身侧铰链通过装具进行安装,车门总成通过装具装配到车身上。流转到总装后,松开铰链紧固螺栓,拆卸车门后进行车门分装,最后再经过合装线完成车门最终装配,如图1所示。
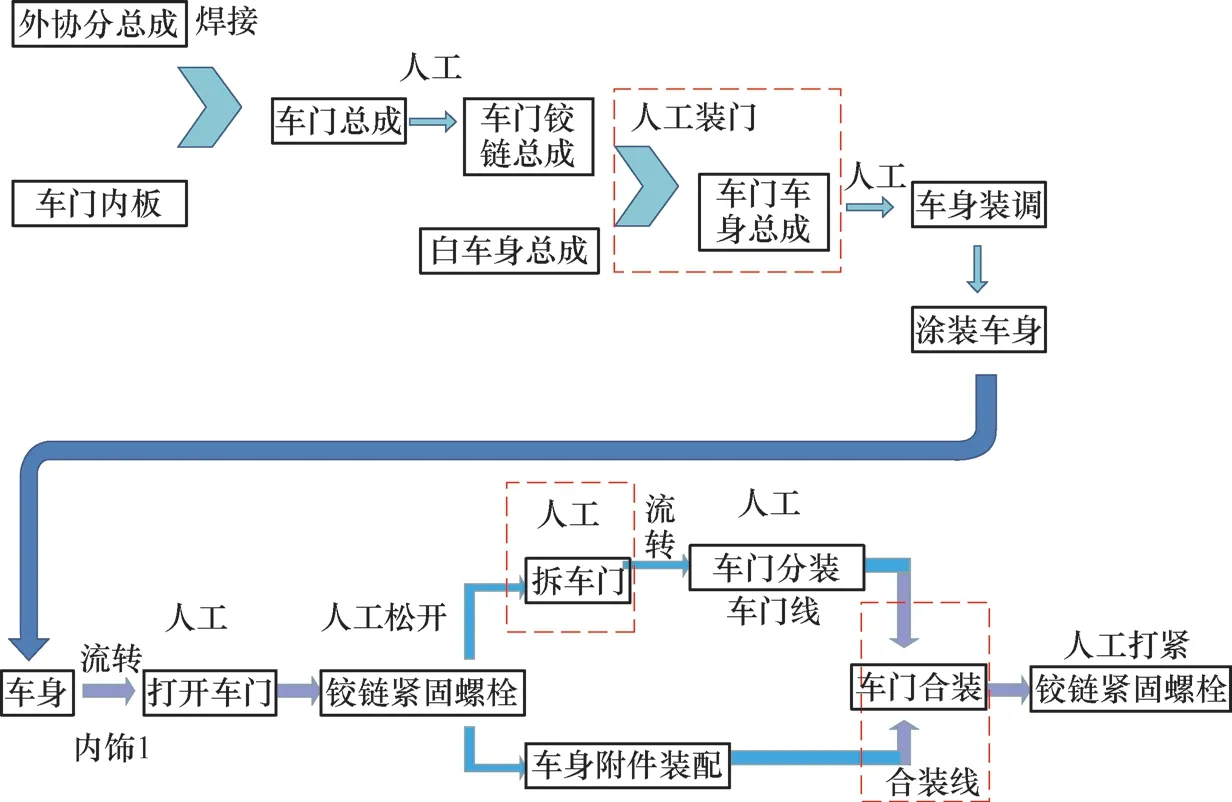
图1 分体式铰链车门装配流程
分体式型钢铰链同轴度影响因素分析
运用尺寸工程技术并结合整个工艺过程对铰链同轴度可能的影响因素进行分析,一般需要从人、机、料、法、环、测多维度系统分析,形成树状排查图或者鱼刺图,通过相关图表进行深入展开分析,输出影响铰链同轴度的9个末端因素,逐一进行分析确认(见图2)。
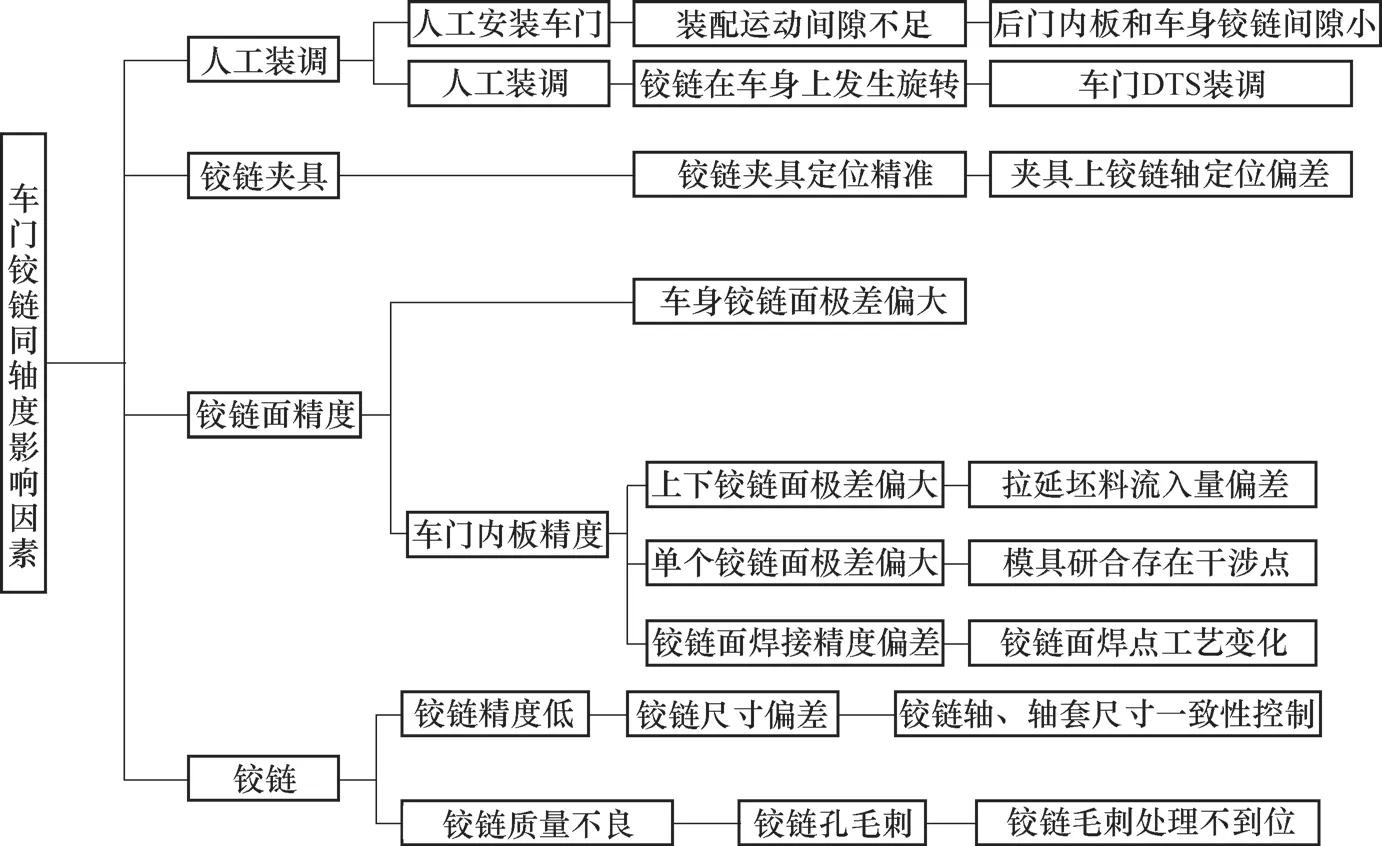
图2 车门铰链同轴度影响因素分析
后门内板和车身铰链间隙问题,需要通过运动仿真分析确认设计空间对车门同轴度的影响;夹具上铰链轴定位偏差通过确认铰链夹具定位策略及定位精度的影响;铰链面精度极差主要确认车身侧及门盖侧铰链面的精度状态。
1.装配空间影响
对产品数据进行尺寸工艺可行性检查,对产品结构及焊接工艺性进行优化并提交报告。
尺寸工艺可行性主要包含板件搭接间隙、搭接结构、放件方式、零件装配性以及车身工艺流程等,良好的工艺性是整车质量保证的前提。其中,零件装配性在前期工艺审查时容易遗漏,导致后期实物出现装配干涉等问题。车门装配时,需要至少抬高23mm才能进行铰链装配操作,车门内板与铰链的最初设计避让间隙为3.0mm,经运动仿真校核,当左右后车门抬高14mm时,铰链与车门内板开始出现干涉,车门抬高23mm时,最大干涉量达到2.4mm。为避免车门装配过程中干涉导致的难装配及同轴度问题,要求车门内板面与铰链避让间隙>5mm(见图3)。

图3 车门内板面与铰链避让空间
2.工装定位设计
工装定位设计是尺寸前期的一项重要活动,RPS(定位点系统)作为夹具的关键定位点以及检具定位的依据,保证了夹具与检具的基准一致。RPS必须经过尺寸链的验证和工艺同步分析验证,才能确认其正确性和实施的有效性。
在设计RPS之前,必须充分了解零部件的功能要求,并尽可能将功能基准与RPS保持一致。经过功能分析和初步基准选择之后,按照六点定位原则完成初步RPS设计。初步的RPS必须符合RPS设计的四项规则。然后再根据零件的自身刚性和结构稳定性以及其他因素增加合理过定位,形成完整的RPS(见图4)。
图4 铰链定位点系统
车门铰链通过铰链夹具定位,安装在车门铰链夹具上。采用工装定位铰链销轴,铰链同轴度和定位重复性控制较好。为了保证车门侧上下铰链的同轴度,铰链夹具轴套精度要求:单个铰链轴套偏差<0.1mm,上下铰链之间轴套极差控制在0.1mm。
3.零件公差设计
公差是产品或者工序特性可以接受的范围。应从实际制造的工艺能力和满足功能所需要的公差范围结合考虑进行定义。零件及总成公差的设定首先要考虑满足功能要求,其次要考虑公差受到工艺水平和成本的制约。
为保证上下铰链同轴度,对车门上下铰链面极差要求≤0.3mm。分别将10台车门铰链面进行实车检测,记录铰链面精度,上下铰链面极差超差。对车门拉延工序在线3台坯料流入量进行检测,发现车门铰链侧坯料流入量局部超出控制要求,造成了上下铰链面极差偏大。针对此问题,对模具OP10拉延铰链面进行精密研配,蓝丹着色率≥90%以上,控制拉延坯料流入量与分析偏差在5mm内;OP20-40消除车门内板模具对应后工序干涉点,使得全工序型面保持一致。
铰链轴、轴套同轴度一致性控制要求:车身侧铰链尺寸公差10.10~10.20mm;车门侧铰链尺寸公差9.85~9.95mm。随机抽查30套铰链尺寸,均符合精度要求(见图5)。
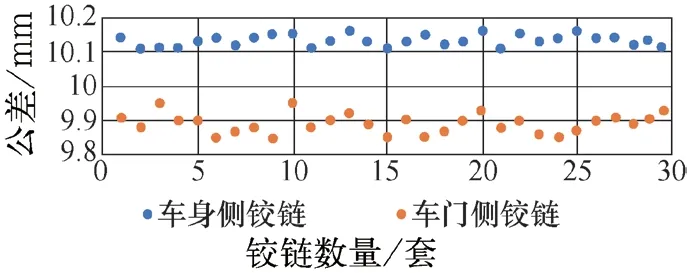
图5 铰链尺寸公差散布
4.焊接工艺规划
车门铰链安装面外露,外观焊点质量一定程度上影响车身品质。
因此,焊接部位零件间的搭接间隙需要严格控制,为了避免飞溅,外观焊点位置需要加装铜板。焊枪通过铜板与板件接触,需要控制铜板与板件的贴合状态。避免板件搭接不良或者铜板与板件贴合不良导致的焊接凹凸不平等质量问题。焊钳电极与板件焊接角度也会直接影响铰链面的平整度。因此,焊接工艺规划前期要充分考虑相关影响因素。
结语
分体式型钢铰链的应用,提高了车门的装配强度及开关门品质,有效地提升了整车的感官品质。本文重点介绍了分体式铰链同轴度的影响因素。通过分析公差设计、工装定位、零件精度等方面对分体式铰链同轴度的影响,识别关键影响因素并确保分体式铰链同轴度达标,为分体式型钢铰链应用提供借鉴和参考。随着研究的不断深入,分体式型钢铰链将得到更加广泛的应用。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
中国典型病例大全(2022年12期)2022-05-13
内燃机与配件(2022年2期)2022-01-17
今日自动化(2021年4期)2021-07-21
家庭影院技术(2021年3期)2021-05-21
汽车观察(2021年4期)2021-05-10
家庭影院技术(2020年1期)2020-06-24
人人健康(2019年1期)2019-01-10
汽车维护与修理(2018年18期)2018-10-10
汽车文摘(2016年11期)2016-12-08
