白车身车门激光飞行焊接技术及工艺调试
2022-06-20 10:59赵建姣陈冲汉俊梅孟德峰
汽车工艺与材料 2022年6期
赵建姣 陈冲 汉俊梅 孟德峰
(一汽模具制造有限公司,长春 130013)
1 前言
随着汽车制造行业高效发展及对白车身产品质量的高标准要求,激光飞行焊接技术逐步在白车身连接工艺当中扮演重要角色。激光飞行焊接技术是一种稳定、高效、灵活的焊接技术,本研究详细介绍了激光飞行焊工艺在焊装四门生产线上的应用,满足了制造线体高效稳定的生产需求。
2 激光飞行焊接原理及工艺
2.1 激光工作原理
如图1,当激光介质中的原子受到泵浦能量时产生原子越迁,进入高能态,同时将吸收的能量会以光和热的形式释放。当发出的光击中其他原子,基态原子就会吸收这束光,当高能态原子数量大于基态原子时,激光就得到了放大,光束在谐振腔内不停地振荡放大,通过耦合镜输出,也就产生了激光。
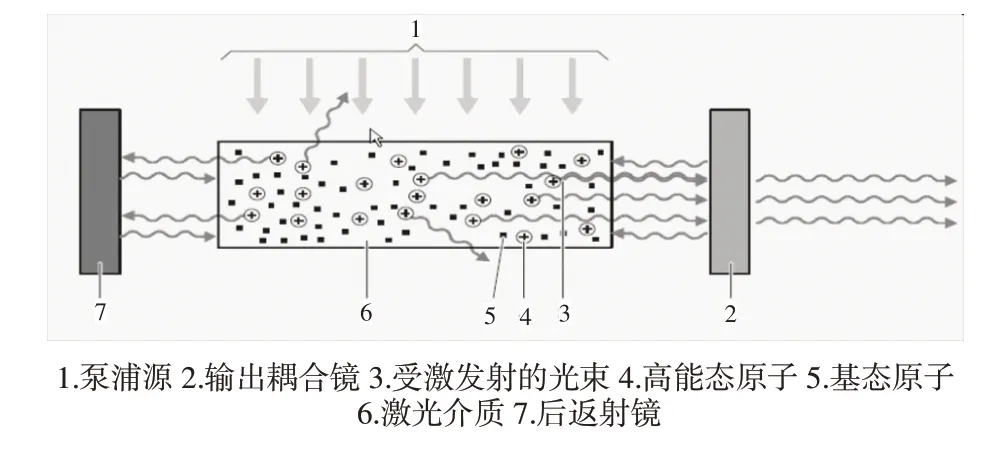
图1 激光原理
2.2 激光飞行焊接工艺
2.2.1 激光点蚀工艺
镀锌板焊接时由于锌的沸点较低,锌受热后迅速汽化,产生锌蒸汽,锌蒸汽会影响镀锌板材和镀锌板材的熔接,所以要用激光点蚀工艺将镀锌工件表面拉起凸点。目的是为了在两层镀锌板焊接焊缝时,将焊接产生的锌蒸汽排出,有利于形成饱满光泽的焊缝。点蚀工艺拉起高度在0.1~0.2 mm 之间。如果是普通的冷轧板焊接则不需要此项工艺。
2.2.2 激光飞行熔焊
激光飞行熔焊属于热熔焊接,也称远程焊或扫描焊,即激光镜组距工件约450 mm(取决于激光扫描头的焦距)的非接触焊接。焊接路径规划由光学镜组内的反射镜进行,不需要其它的辅助耗材。因其工作时激光扫描头移动同时并实现激光扫描焊接称为“飞行焊”,这种工艺的特点是高精度、高效率、高速度、高灵活性,针对本项目,每个工件需要焊接50 个22 mm 的焊道,机器人完成工作仅需40 s。
3 激光飞行焊接的硬件组成
3.1 激光飞行焊接的硬件架构
激光飞行焊接的硬件组成如图2 所示。
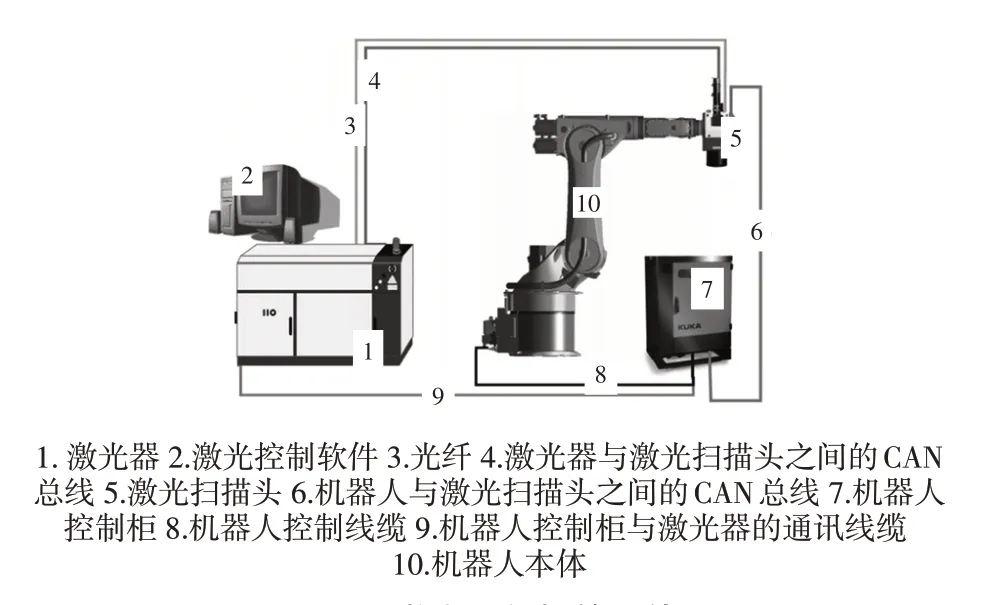
图2 激光飞行焊的硬件
3.2 激光扫描头与机器人的连接
激光扫描头与机器人之间的通讯方式为CAN总线协议,需要通过CAN 总线模块组态通讯,总线连接如图3 所示。
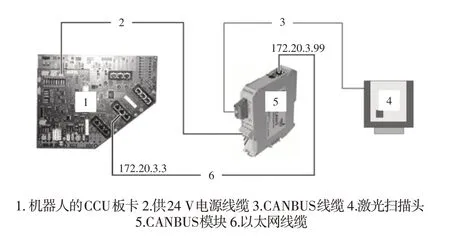
图3 CAN总线连接示意
CAN 总线网关模块供电由机器人CCU 板卡提供24 V 电源,并且机器人CCU 板卡的X47 端口和CAN 总线网关模块之间用以太网线连接。机器人系统IP 地址(172.20.3.3)预设在机器人端,CAN 总线模块网关需要IP 设置为172.20.3.99,CAN 总线模块2、4 号管脚必须用120 Ω的电阻端接,CAN 总线模块连接如图4 所示。
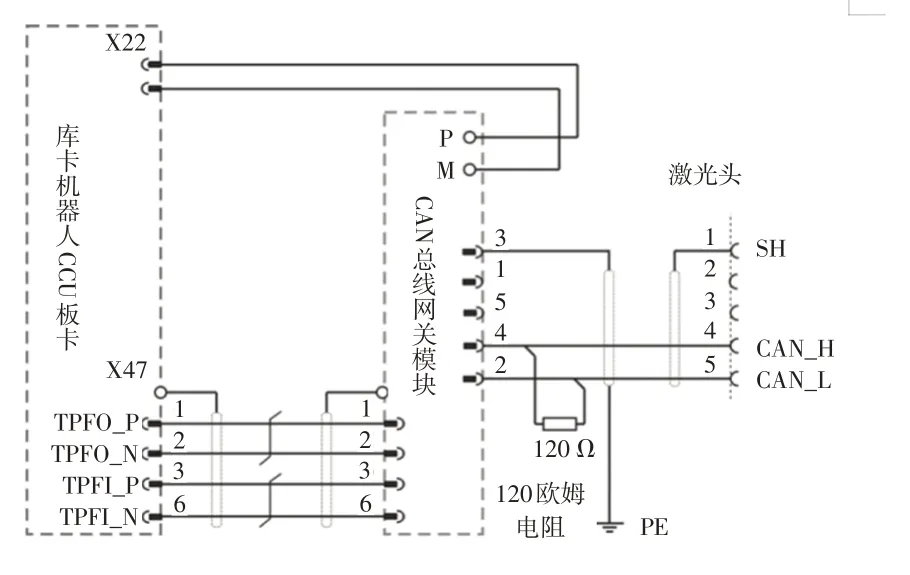
图4 CAN总线模块
3.3 激光飞行焊接的辅助设备
激光器及激光扫描头在工作过程中会产生热量,冷却系统是激光不可缺少的一部分。为了高效且延长激光元器件的使用寿命,必须给激光器配备冷却系统。常见的冷却系统有外循环水式冷水机和风冷内循环水式冷水机2 种。激光扫描头及光缆也需要冷却处理,一般用去离子水循环式水冷结构。同样在焊接质量的控制上也需要压缩空气介质作为辅助介质,激光焊接过程会产生大量离子气,会扩散激光束能量,所以激光扫描头需要两组压缩空气:一组是防飞溅风刀的压缩空气,和吹工件浮灰的压缩空气,气压为0.6 MPa;另一组则为保护镜头的0.2 MPa 压缩空气。
4 激光飞行焊接硬件组态
要实现激光飞行焊接功能,首先要在库卡机器人控制系统上安装激光飞行焊所需的应用软件。对库卡机器人软件要求为:首先机器人系统版本要求为VW System8.2,机器人在专家模式下,运行模式为T1 模式,不能选择程序,安装机器人软件需要按照附加软件流程安装VKRC4LASERPFO(AUDI)软件。安装软件的目的是生成激光焊接的相关指令,并且通过CAN 总线模块建立机器人与激光扫描头的实时位置数据传输。机器人通过PROFINET 总线协议与激光器通讯,激光器的网络设置如图5 所示,激光器的硬件组态如图6 所示。
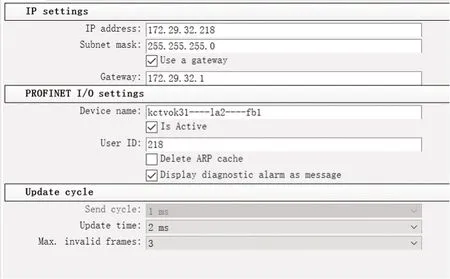
图5 激光器的网络设置
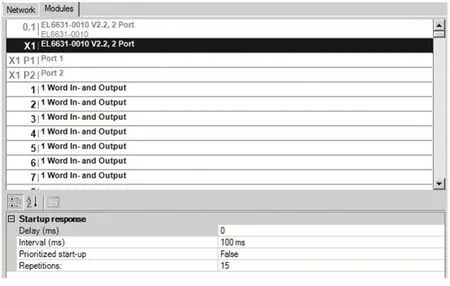
图6 激光器的硬件组态
5 激光飞行焊接调试方法
5.1 激光点蚀的调试方法
激光点蚀是通过一定功率的脉冲激光照射,使镀锌板材表面产生0.1~0.2 mm 的凸点。激光点蚀的形状一般分为直线式(图7)、Z 字形(图8)2 种, 直线式点蚀在同一条直线上,焊缝位置高于或低于点蚀;Z 字形焊缝要在点蚀的中间位置。

图7 激光点蚀直线型

图8 激光点蚀Z字形
成型合格点蚀关键因素,激光平面必须与工件垂直。机器人示教时可以用辅助工具进行位置记录,以实现机器人轨迹点激光扫描头与工件平行的目的。例如,水平仪测量工件表面与激光扫描头水平,也可以用通快激光调试工具示教,激光示教工具确保激光镜头与板材平行(图9);水平仪测量保激光镜头与板材平行(图10)。
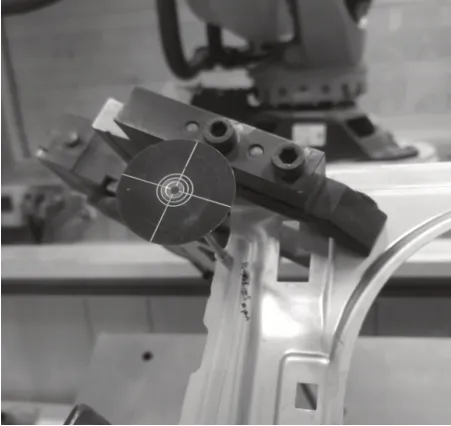
图9 用激光示教工具

图10 用水平仪测量
5.2 激光飞行熔焊焊缝调试方法
打开先导激光、线激光,手动将机器人示教到所需要的焊缝位置,通过对库卡机器人X/Y/Z方向的调整,把先导光示教到线激光十字交叉点上。如图11 所示,示教先导光与线激光焦点重合,此时激光的焦点正好是在工件的表面。如果没有线激光无法准确确定激光焦点,要用游标卡尺测量先导光的大小与激光镜头光斑大小相同,即判定焦点正好是在工件的表面。
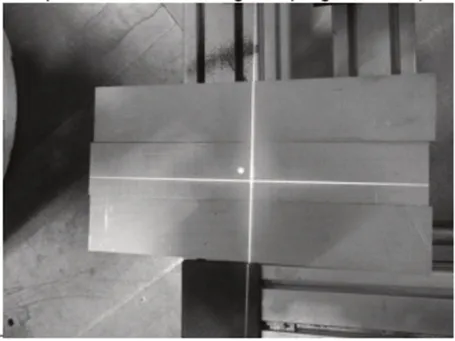
图11 示教先导光与线激光焦点重合
通过对库卡机器人ABC 方向的调整,把先导光示教到激光调试工具的中心点,如图12 所示,示教先导光与示教工具中心重合,这样就确定了激光扫描头与工件水平。
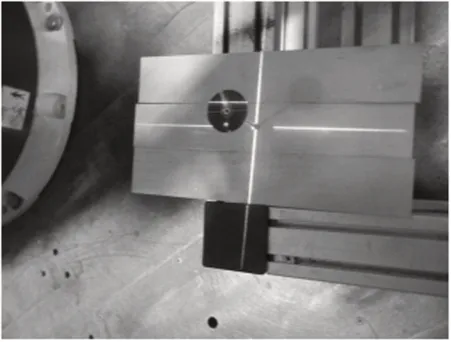
图12 示教先导光与示教工具中心重合
6 激光飞行焊接的参数分析
6.1 激光点蚀的参数分析
影响激光点蚀的参数有功率(Powert)、脉冲持续时间(Pulse duration)、脉冲数量(Pulse Number)、频率(Frequency)、激光的离焦量(机器人控制),如图13 所示。
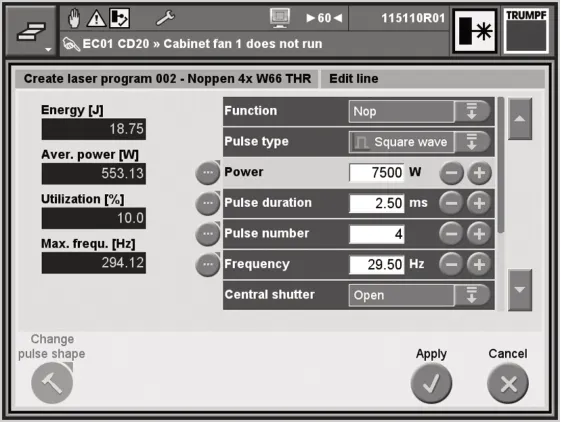
图13 激光参数
激光功率对点蚀的影响,激光的功率影响点蚀的表面熔深,如果功率过低能量小则不会在工件表面形成熔池,相反功率过高同样会击穿凸点,使工件表面形成凹陷状态。所以,对激光功率的要求在既能形成融化工件表面又要形成凸点。实验数据如图14 所示。
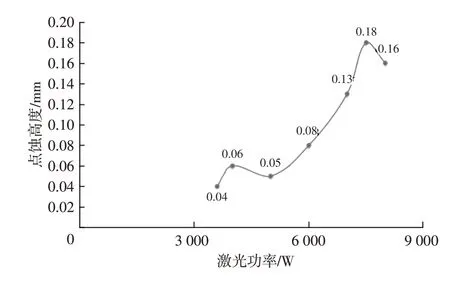
图14 激光功率和点蚀高度曲线
脉冲持续时间即每个点蚀激光的持续时间。持续时间在2.5 ms时,激光的利用率刚好是在10%。
点蚀的数量取决于激光的脉冲数量,如图13所示,Pulse Number 为4 即4 个点的点蚀。
频率及机器人的运行速度决定点蚀的间距。根据公式计算如下。

式中,f为激光发光的频率;L为点蚀的距离;V为机器人的运行速度;T为激光工作的时间。
激光的打点频率为29.5 Hz,根据公式(1)换算为时间间隔为0.034 s,机器人工作的速度为225 mm/s,根据公式2 计算两点蚀的距离为7.63 mm。实际测量结果如图15 所示,通过更改机器人的速度和激光的频率更改点蚀的长度。
离焦量对点蚀的影响分析。离焦量是指激光焦点离作用物质间的距离,激光的离焦方式有正离焦和负离焦2 种。焦平面位于工件上方的为正离焦,反之为负离焦。通过试验证明,激光点蚀成型效果好需要采用正离焦。目前通快的激光扫描头3DPFO 可直接在激光软件上更改离焦量,本次项目采用的是2DPFO 需要借助机器人来调整激光的离焦。本项目采用的激光光斑大小是1.8 mm,由图16 数据可分析,板材厚度为0.7mm 点蚀的高度在离焦量32 mm 时处于峰值,高度可达到0.19 mm,试验结果如图17 所示。
6.2 激光飞行熔焊的参数分析
激光飞行熔焊影响的参数有机器人的速度、位置数据、工件的匹配。
机器人运行的速度计算。激光飞行熔焊的图形是通过通快激光器软件编辑的,图形的范围如图18 所示,本项目采用的激光扫描头敞镜是190 mm×320 mm,图形在X方向不能超过190 mm,在Y方向不能超过320 mm。机器人运动过程中要保证触发的图形能焊接完成,例如,图形为原点沿X方向扫描20 mm 的焊缝,激光的速度设置为120 mm/s,计算完成20 mm 的焊缝需要0.167 s,根据激光扫描头扫描振镜X范围(190 mm),理论计算得出机器人沿X方向运动的速度不能低于激光焊接速度120 mm/s,不能超过振镜扫描范围除以总的焊接时间,即1137 mm/s;如果机器人的运动方向与激光扫描的方向相反,则机器人的速度不能超过振镜扫描范围-焊缝在振镜之间的总距离除以总的焊接时间,即1017 mm/s,为了提高激光的利用率,示教时一定将扫描焊缝的方向和机器人的运动方向保持一致。飞行焊图形一般不会采用单独的焊缝,如果焊缝在一个平面上一个激光程序会有2~3 个焊缝放在一起,如图19 所示,一个焊接程序由3 个焊缝组成,一个图形中有3 个22 mm 的焊缝,机器人的速度会控制在250 mm/s 以下。
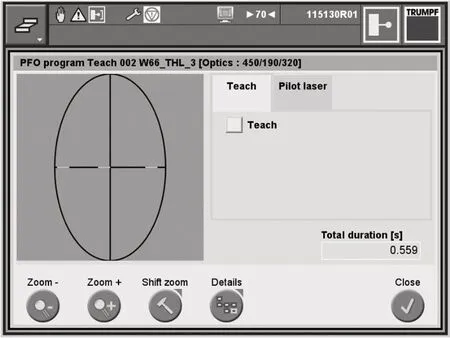
图19 焊接程序
激光扫描头的位置数据传输。实现飞行熔焊的前提激光扫描头要与机器人实时传输位置数据,有了空间坐标系激光扫描头就会知道什么时候需要打开激光,位置数据的传输是通过CAN 总线模块通讯来实现的。通快目前有IPFO 功能,是在激光器软件上示教焊缝,相比下更加便捷。
工件匹配。激光飞行焊对板材间隙要求非常严格,确保焊接质量的首要前提就是工件的匹配度,要求工件间隙不能小于0.1 mm 且不能大于0.3 mm,间隙过小会导致锌蒸汽排不出去影响焊接质量,间隙过大影响焊接的熔深形成或者导致虚焊假焊现象,如图20、图21 所示。
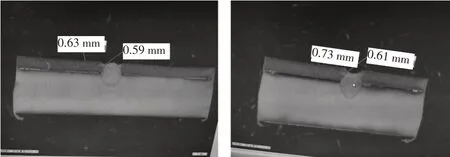
图20 质量认证合格
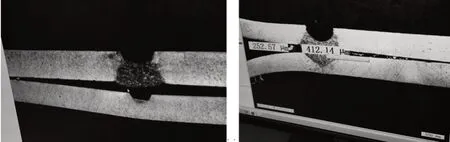
图21 由于板材间隙过大导致质量认证不合格
7 结束语
通过对白车身车门激光飞行焊接技术的研究和一些现场调试及工艺试验的研究,达到了批量质量认证的客户要求,同时掌握了激光飞行焊接核心技术,实现了白车身焊装门线激光飞行焊接的稳定高效应用。对影响激光飞行焊接质量的参数分析及实验得出相应的参数表,为以后激光飞行焊接项目提供了一定的数据支撑与参考。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
物理学报(2019年17期)2019-09-21
电子制作(2018年9期)2018-08-04
电子制作(2018年8期)2018-06-26
电子制作(2018年2期)2018-04-18
电子制作(2018年1期)2018-04-04
汽车维护与修理(2014年10期)2014-02-28