盲铆自锁螺母锁紧性能试验工装夹具设计
2022-07-05 01:12都小语李钧甫
理化检验(物理分册) 2022年5期
都小语, 王 宏, 李钧甫
(中国航空工业成都飞机工业(集团)有限责任公司, 成都 610091)
盲铆自锁螺母是一种利用螺母铆装变形和螺纹紧固原理装配的自锁螺母,与传统紧固件装配需要接触结构和接头部位两侧相比,盲铆自锁螺母只需要进入接头一侧即可。盲铆自锁螺母具有安装时无需进行热焊、安装成本低、安装过程对结构表面损伤风险低且非常适合近端结构部位使用等诸多优点[1],是塑料、玻璃和复合材料等较软材料装配螺母的理想选择。
1 盲铆自锁螺母与普通螺母的区别
从图1可以看出:盲铆自锁螺母的结构和外形同常规的内螺纹紧固件相比有很大的差别,盲铆自锁螺母通体为管状,且接触肩部带有一个(76±1)°的锥面,外圆为不规则的椭圆。

图1 盲铆自锁螺母和常规内螺纹紧固件的外观形貌
盲铆自锁螺母在安装方式上也与普通螺母有很大的差别:普通螺母直接和螺栓配合,需施加一定的扭矩达到紧固作用;盲铆自锁螺母需要先将管状的螺母插入预先制好的孔中并旋入心轴,再用抽枪对心轴施加轴向拉力,使螺母产生永久变形(鼓包)而固定在零部件上,最后使用配套的螺栓和螺母配合并施加安装扭矩达到紧固效果。
2 盲铆自锁螺母锁紧性能试验
2.1 试验方法
为检验该类盲铆自锁螺母的锁紧性能指标,从编号为NAS1734,规格为4L6的同一批次产品中随机抽取5个试样进行锁紧力矩、松脱力矩试验。试验条件均为室温,试验设备均为某国产自锁螺母锁紧性能试验机,试验夹具为传统的开槽套筒。试验方法依据NASM 1312-31FastenerTestMethodsMethod31Torque的要求,试验的技术条件为NASM 25027—2012Nut,Self-locking,250°F, 450 °F,and 800°F。
2.2 试验结果
锁紧和松脱力矩的试验结果如表1所示,标准NASM 25027—2012中要求的锁紧和松脱力矩为0.395 5~3.39 N·m。
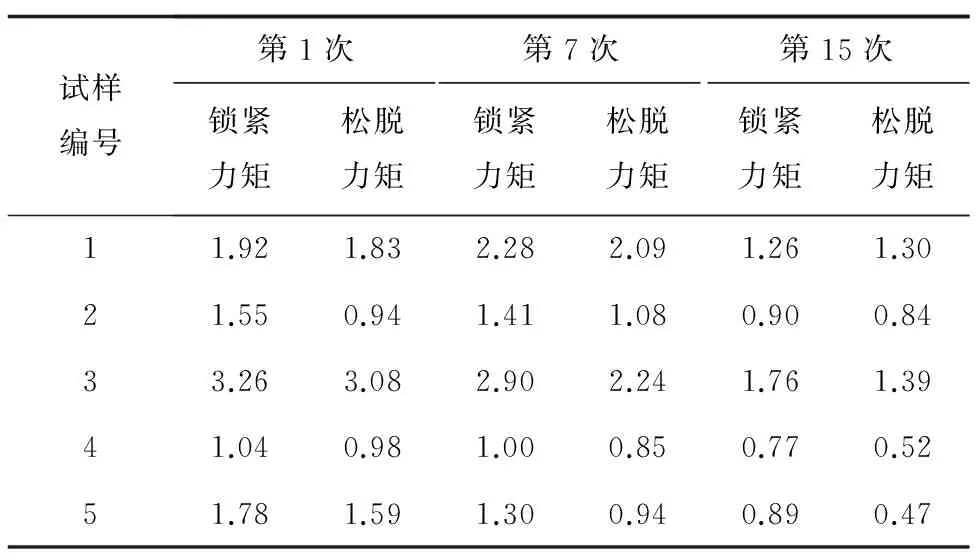
表1 锁紧和松脱力矩的试验结果 N·m
从表1可以看出:锁紧力矩在0.77~3.26 N·m内波动,波动极差可达2.49 N·m;松脱力矩在0.47~3.08 N·m内波动,波动极差可达2.61 N·m,试验数据非常不稳定。
2.3 问题分析
观察试验过程,对试验数据进行分析,发现造成试验数据不稳定的原因有以下两个方面。
2.3.1 螺纹损伤
该类盲铆自锁螺母需要进行轴向载荷和锁紧性能等力学性能试验。在试验的准备阶段会选取和螺母同规格,及和螺母外形相配的特制工装夹具,并将螺母预安装在该工装夹具上形成一个整体。由于锁紧性能试验主要检查的是螺纹收口的质量和自锁性能的一致性,而在抽枪时产生的拉力作用下,收口部位的锁紧结构和螺纹会造成损伤,从而对锁紧力矩值的测量产生不良影响,影响试验结果的一致性和有效性,且可能导致试验结果不符合标准要求,对产品质量合格与否产生误判,直接影响实验室环境测量系统的有效性。由于盲铆自锁螺母在安装过程中螺纹已经不再是初始状态,因此无法准确地判定该螺母初始状态的性能是否满足标准要求。
2.3.2 扭矩同轴度
盲铆自锁螺母的结构外形和普通螺母外形存在较大的差异,普通的套筒无法对其进行定位安装,目前试验采用的是开槽套筒+手工修锉椭圆锥面的方式对托板螺母进行限位(见图2)。由于手工修锉的方式无法保证试样修锉部位两侧材料的去除量完全对称,且用传统的检验方法也难以准确地测量修锉尺寸,因此在试验过程中,螺母和心棒的中心线偏移与产生的力矩(M)不同轴,从而影响试验锁紧力矩测量结果的真实性,进而导致试验结果不准确。从受力分析来看,扭转试验机具备一定的对中自调节能力,当不同轴角度(α)很小时,通过扭转试验机的自动对中,试验结果的影响可以忽略不计。但当不同轴角度超过试验机自调节能力时,试样所受的总力矩就不再是单一的M,而是由两个相互垂直的Mτ(法相扭矩)和Mn(径向扭矩)构成[2]。试样的受力分析如图3所示[3],力矩的计算方法如式(1)所示。
M=Mn/cosα
(1)
当0°<α<90°时,M为总力矩,也就是扭转试验机实际测到的总力矩将大于螺母轴向产生的实际锁紧力矩。随着心棒的不断拧入,Mn会越来越大,最终会影响试验数据的真实性。
3 试验工装夹具的设计
3.1 设计思路
为了使试验数据更真实、准确,研究设计了一套全新的试验夹具。夹具的设计主要解决两个问题:① 试样装夹同轴度不满足试验要求的问题;② 如何能在安装的过程中有效地保护螺纹,使其保持原有状态的问题。
目前,扭转试验机两端的夹持结构多为三爪自定心卡盘,该种卡盘利用了阿基米德螺旋线的等速性进行设计,其最大优点是保证工件夹紧后能与力矩装置轴线保持较高的同轴度[4]。由于标准NASM 1312-31中要求:夹具力矩装置轴线与试样轴线同轴度的全跳动公差为0.254 mm;力矩所在的平面应与试样轴线垂直,偏差不大于3°。为保证同轴度达到标准要求,可将夹具的外形设计成横截面为正六边形的柱体,并在正六边形中心开孔,用于放置螺母。由于30CrMnSiA合金钢具有良好的强度、韧性以及切削性能,且抗疲劳性能较好[5],因此夹具材料选用30CrMnSiA合金钢六方棒料,设备选用普通车床或数控车削中心,通过钻孔、扩孔、精镗孔等工序进行制孔加工。研究表明:将夹具六方中心和中心孔同轴度压缩到φ0.05 mm范围内,既能保证用于放置螺母的孔的轴线和夹具六方中心的同轴性,加工制造过程也相对容易实现,又不会因干涉量过大而导致螺母放入时螺母外圆桶变形过大。
将螺纹的中心孔按照盲铆自锁螺母的不同规格和长度进行定制。将中心孔的内部结构按照螺母的外形进行精确加工,具体尺寸应根据螺母底部到螺纹起始端的圆桶外径进行合理设计。由于过松的配合无法进行装夹固定,过紧的配合又可能超过金属材料的变形能力,中心孔对轴在配合面上的径向正压力显著下降,因而造成松动[6],所以夹具和螺母的配合形式选择过渡配合或者干涉配合形式,夹具孔径公差控制在-0.1~0,使盲铆自锁螺母放入夹具孔内时能和中心孔产生紧配合,并将螺母外圆桶产生的径向压应力转化成较大的静摩擦力矩,有助于防止试验过程中螺母随心棒旋转,从而实现固定螺母的作用。经过研究,最终设计了一套专门用于此类盲铆自锁螺母力矩试验的工装夹具(见图4)。
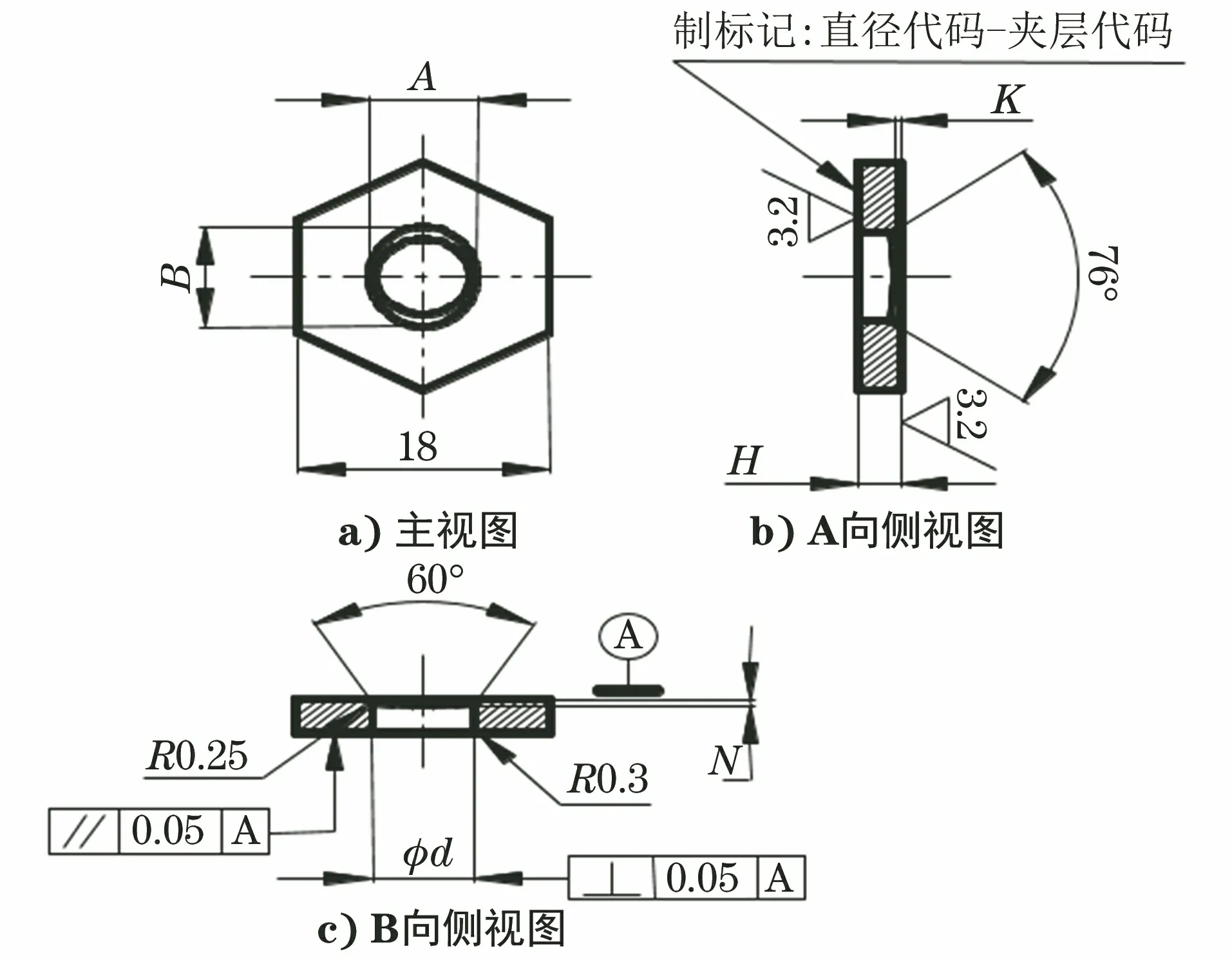
图4 新设计的工装夹具示意
该套夹具既可省去抽枪安装的工序,从而避免了安装过程中工具对螺纹的破坏。同时,螺母76°的椭圆锥肩部可以落在夹具A(长半轴)、B(短半轴)尺寸组成的椭圆孔内,再利用中心孔的过渡或干涉配合可以有效地防止螺母转动,起到了固定的作用。由于螺栓在拧入过程中给螺母施加一个向里的力,拧出过程中有扭转试验机的后座作为支撑,托板螺母也不会脱出(见图5)。
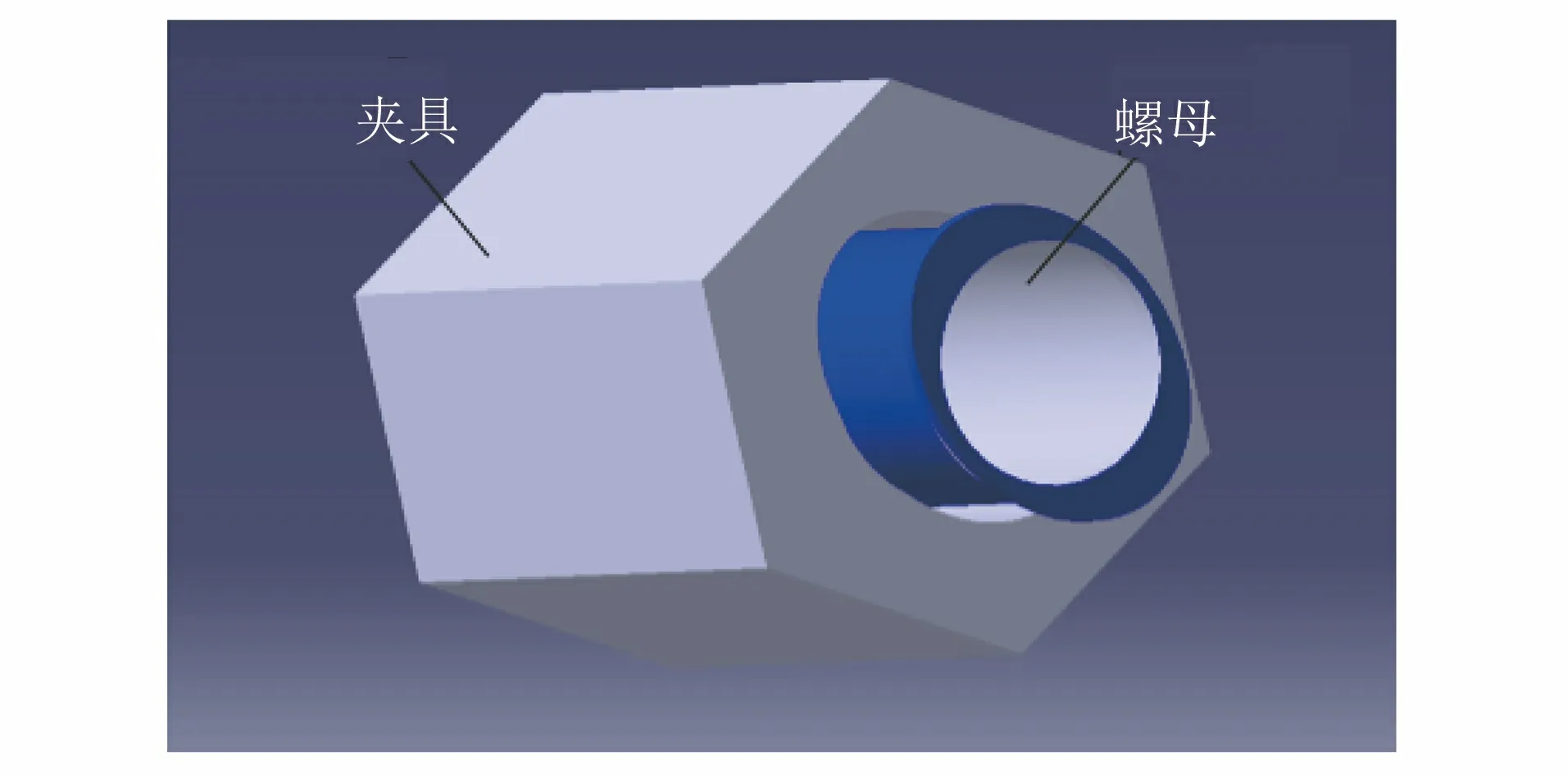
图5 螺母和试验夹具组合示意
3.2 试验验证与设计改进
重新抽取5个同规格的螺母试样,在相同的试验环境下,采用新设计的工装夹具再次进行锁紧力矩、松脱力矩试验,试验数据如表2所示。
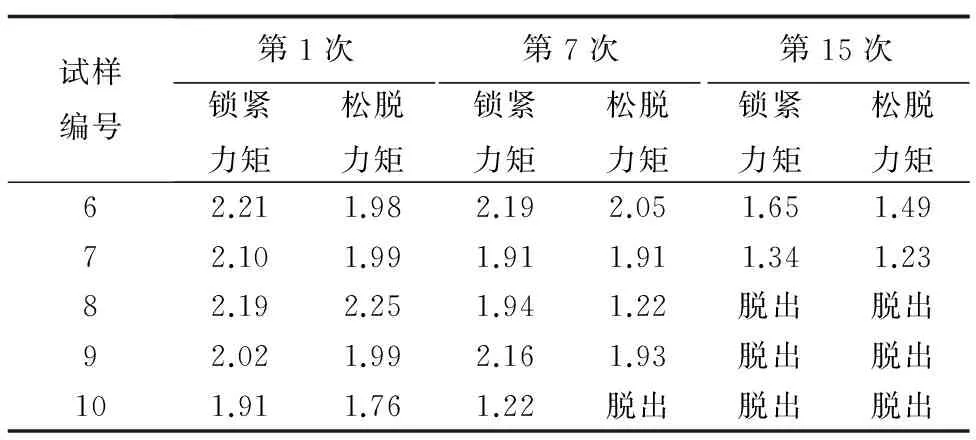
表2 采用新设计的工装夹具进行力矩试验验证结果 N·m
在验证过程中发现新设计的夹具能有效地解决前期试验中出现的问题,安装也非常方便。但是出现了一个新问题:按照原试验方法,螺母需要进行安装,螺母在安装过程中会因永久变形而产生一个鼓包,这个鼓包和螺母的76°椭圆锥面能够很牢固地固定住夹具,不会产生螺母从夹具中脱出的情况;使用新夹具后省略了安装工作,螺母是直接放在孔里的,除了过渡或干涉配合外没有其他专门的固定措施,螺母在反复拧入、拧出过程中还是有脱出的情况发生。
经过研究分析,造成这种情况的主要原因是:最初设计夹具时,夹具厚度是参考螺母夹层厚度来设计的,没有充分考虑实际使用时夹具厚度对试验过程的影响。夹具在螺母体外圆桶面上产生的摩擦力与接触面积和孔内壁的干涉量有密切关系。由于过渡和干涉配合条件下螺母外圆桶和夹具中心孔的应变量非常微小,因此可考虑将紧配合干涉量在夹具中心孔或螺母外圆桶上产生的应力简化为与应变的线性关系(这是由于夹具材料采用的是热处理强度大小于1 100 MPa的30CrMnSiA合金钢,而螺母材料为304或305不锈钢),即采用σN=EεN(σN为螺母体上的应力;E为螺母材料的弹性模量;εN为螺母体上的产生应变)近似。因此主要的应变发生在螺母外圆桶上,若忽略76°圆锥肩的接触部分,则静摩擦力在螺母体上产生的静摩擦扭矩(Mf)如式(2)所示。
Mf=fN×D=μπfΔε×H×EN×D2
(2)
式中:fN为夹具内孔与螺母外圆桶接触面之间的静摩擦力;D为螺母外圆桶直径或夹具内孔公称内径;μ为夹具内孔与螺母外圆桶接触面之间的静摩擦系数;f为夹具内孔干涉量与内孔应变之间的系数;εN为夹具内孔的应变量;Δε为夹具内孔设计干涉量;H为夹具内孔与螺母外圆桶接触面厚度;EN为螺母材料的弹性模量。
由式(2)可以看出,在其他参数基本不变的情况下,由于最初设计的夹层厚度与螺母外圆桶的接触面积(S=πD×H)太小,紧配合产生的摩擦力不足以抵抗螺母锁紧试验时心棒拧入、拧出与螺纹之间产生的摩擦力矩以及锁紧结构产生的锁紧力矩之和。因此,螺母在反复拧入、拧出的过程中容易产生滑动而脱出。
最终通过研究,决定对H和Δε进行适当调整,增大夹具中心孔与螺母外圆桶之间的接触面积,进而增大紧配合产生的摩擦力,以解决螺母拧入、拧出过程的脱出问题(见图6)。

图6 改进的试验夹具示意
完成夹具改进后,再次随机抽取5个螺母试样,在相同的试验环境件下再次进行锁紧力矩、松脱力矩试验,试验数据如表3所示。

表3 采用改进的工装夹具进行力矩试验验证结果 N·m
从表3可以看出:加深中心孔的深度等于是增大了夹具与螺母外圆桶之间的接触面积,增大接触面积进而增大摩擦阻力避免了螺母脱出情况的发生。通过对试验夹具的改进设计,有效地解决了力矩试验中遇到的新问题。通过对不同规格螺母的试验,无论是从试验数据的稳定性还是试验一次成功率上都较之前的试验方法有了很大的提升。
在自主开展试验的同时,调取该产品国外同行质量证明文件中的试验数据与其进行对比,发现同一规格的盲铆自锁螺母的新夹具试验所得的数据和国外同行试验数据更为接近,这也从另一方面验证了这种基于外形结构的标准件试验工装夹具设计的有效性[7]。
4 结语
针对新型盲铆自锁螺母在锁紧性能试验中遇到的试验数据波动较大的实际工程问题,开展了较为深入的研究,通过对现有的试验过程进行分析,找出了数据波动较大的原因为:试验工装夹具设计不合理,紧固件在试验过程中出现螺纹损坏以及同轴度偏差较大的问题。根据该类新型标准件的新结构特点,利用静摩擦力产生的摩擦力矩抵抗螺母锁紧结构的锁紧力矩的原理,研究设计了一种专用试验工装夹具。经过试验验证,发现设计缺陷并进行优化改进。该试验夹具目前已经在试验过程中进行了推广,有效地提升了试验的准确性,避免了对产品质量的误判,保证了产品的质量。
新型工装夹具的设计为提高其他新型标准件试验的准确性打开了思路,针对新型标准件的不断出现,应打破传统的工作思路,根据新型标准件的特点,找到更准确的试验方法,提升试验的准确性,更好地控制产品质量。
猜你喜欢
南方农机(2022年10期)2022-05-14
机械制造(2022年4期)2022-05-10
一重技术(2021年5期)2022-01-18
哈尔滨轴承(2021年1期)2021-07-21
家庭影院技术(2020年4期)2020-05-21
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22