
锂电池生产中NMP溶剂回收工艺的模拟与优化
2022-07-06 08:24马晓冬李聚魁
电池工业 2022年3期
马晓冬,黄 卫,李聚魁
(1.河哺拓(天津)科技发展有限公司,天津 300401;2.江苏天鹏电源有限公司,江苏 苏州 223001;3.天津市普莱特科技发展有限公司,天津 300232)
1 引言
N-甲基吡咯烷酮(NMP)是一种有机物,化学式为C5H9NO,分子量99.131,为无色透明液体,稍有氨味,相对密度1.026 0 g/cm3,沸点202 ℃,粘度低、化学稳定性和热稳定性好,是一种选择性强和稳定性好的极性溶剂,相对环境要求来说其挥发性较高,具有毒性低、沸点高、溶解力强、不易燃、可生物降解、可回收利用等特点,在锂电、医药、农药、颜料、清洗剂、绝缘材料等行业中被广泛应用[1-2]。
NMP的回收尚未实现很好的工业化,目前缺乏公开的研究数据。而近年来随着手机、新能源汽车的大力普及、推广,锂电池行业获得大力发展,NMP作为锂电池正极重要的辅助涂敷材料,使用量大大增加。因NMP较为昂贵且对人体有害,将其进行回收,对减少污染、保护环境和降低锂电池生产成本有着十分重大的意义[3-4]。本文在前人实验的基础上引入隔壁塔(dividing-wall column,DWC),对废液中的NMP进行回收,对该隔壁塔工艺流程进行模拟及优化,并与原工艺对比节能效果,为利用隔壁塔对NMP回收工艺工业化提供理论依据。
2 工艺流程介绍
某厂NMP两塔工艺为NMP废液先进入脱水塔T1,塔顶脱出大部分水,塔底剩余的少量水、NMP和高沸物则进入T2塔,在塔顶采出NMP产品。DWC的分离原理与常规精馏塔相同,有上隔板、中隔板、下隔板三种结构,采用上隔板结构,如图1所示,工艺流程为NMP废液从隔板左侧进入隔壁塔,经过公共提馏段,隔板左侧塔顶出水,水中NMP含量小于1 ppm,隔板右侧塔顶出NMP产品,纯度在99.9%以上。
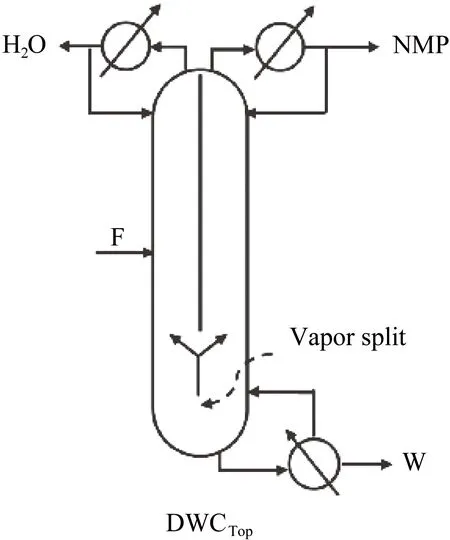
图1 隔壁塔Fig.1 dividing-wall column.
隔壁塔较传统两塔结构,不论是设备费用还是在能量费用方面都会有所节省。而且由于隔壁塔用单塔代替两塔,在一定程度上节约了精馏塔的设备费用以及占地面积。利用隔板塔回收NMP工艺,减少了中间产物返混的程度,从而达到了节能的目的。
3 流程模拟及建模
工艺的建模及计算均采用Aspen Plus流程模拟软件。隔壁塔采用如图2所示的三塔模型代替,其中热力学模型采用NRTL,精馏塔则使用RadFrac模块。给予模型一定的初值,并用序贯模块法(Aspen Plus中的SM模块)对三塔模型进行模拟计算。然后使用Aspen Plus中的设计规定模块计算出采出流股的组成达到设计要求时各参数的取值,并将其作为优化计算的初值。
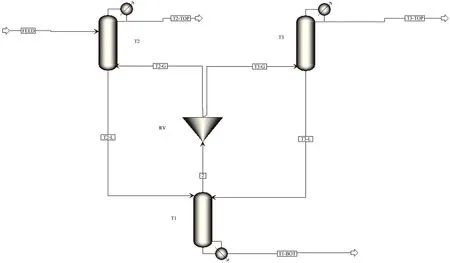
图2 隔壁塔三塔模型流程Fig.2 Three-tower process of DWC.
4 隔壁塔工艺参数确定
当塔板数固定时,影响精馏效果的变量有进料位置、理论板数、回流比等,由于隔壁塔的引入,且采用三塔模型进行模拟计算,该工艺共有5个可调设计变量:理论板数NS,进料板位置NF,水侧T2回流比R1、NMP侧T3回流比R2,气相分配比Rv。考虑各个变量对工艺热负荷和产品纯度的影响,得到可调节变量的初值。
4.1 理论板
根据图1可知,当隔壁塔的总板数一定时,确定公共提馏段的板数,就可以确定隔壁的长度。由图3(a)可知,公共提馏段T1塔不影响采出的NMP产品含量和再沸器热负荷,所以公共提馏段的板数在3~4块即可;NMP侧T3塔的塔板数不影响NMP产品含量,如图3(b)对再沸器热负荷影响也不大,理论板大于5块即可;而对于水侧塔T2,如图3(c)随着理论板数的增大,NMP侧T3塔塔顶采出NMP和水侧T2塔采出水的纯度越来越大,冷凝器热负荷越来越小,所以初值选定15块。
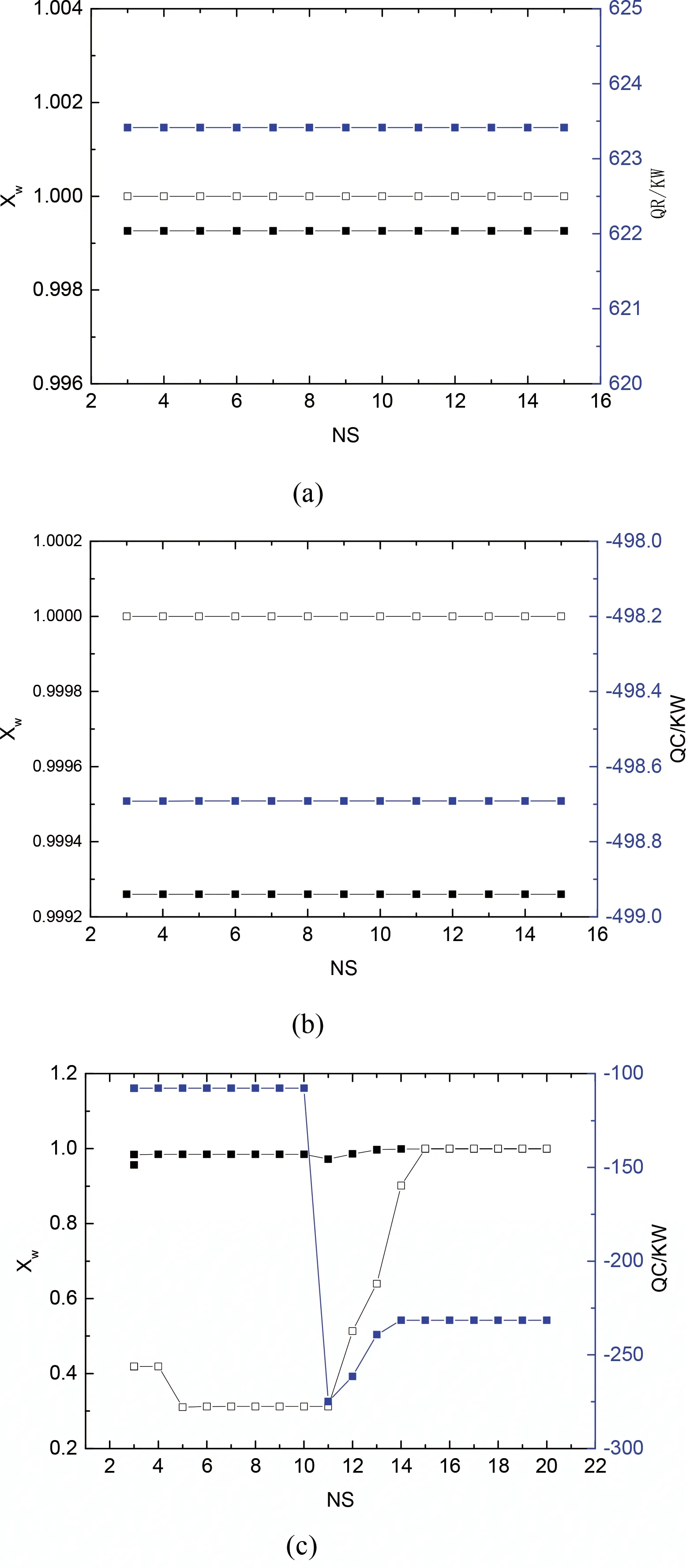
图3 理论板数NS对产品纯度和热负荷的影响(a) T1塔;(b) T3塔;(c) T2塔—■—NMP纯度,—□—水纯度,热负荷Fig.3 Effect of NSTAGE on product purity and heat duty.(a) column T1;(b) column T3;(c) column T2.—■—NMP purity,—□—water purity,heat duty
4.2 进料板位置
进料板位置对塔热负荷的影响,如图4所示。由图可以看出,在热负荷较小的情况下,进料板位置在第7—12块板附近时,NMP产品的纯度较高且稳定。本文初值选定第12块板进料。
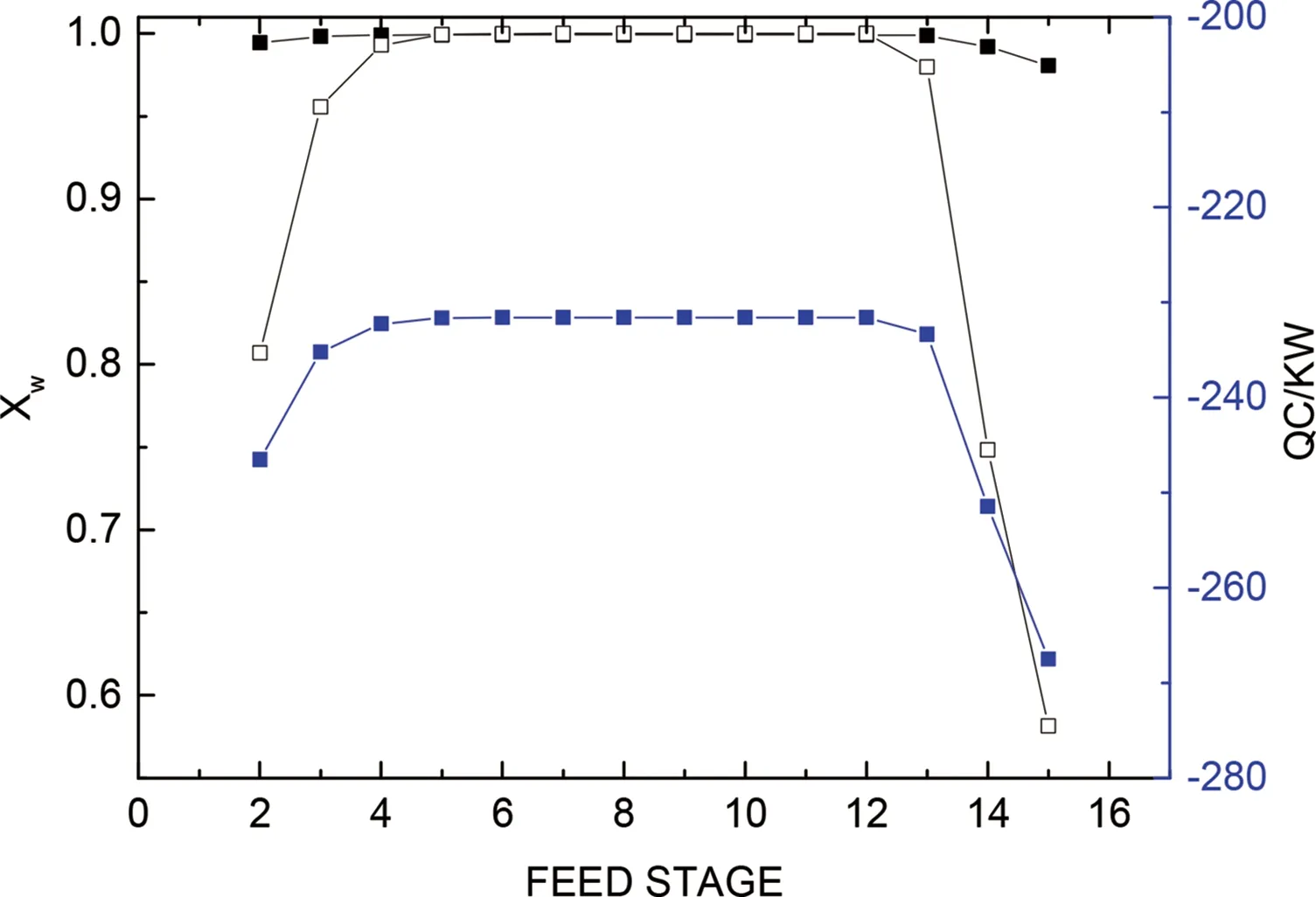
图4 进料位置对产品纯度和热负荷的影响—■—NMP纯度,—□—水纯度,热负荷Fig.4 Effect of feed stage on product purity and heat duty.—■—NMP purity,—□—water purity,heat duty
4.3 回流比与采出量
保持NMP采出浓度恒定,当产品采出量增大时,所需回流比也会随之增大,热负荷随之提高。因此产品的产量以及精馏操作费用都会增大。如图5(a)(b)所示,综合考虑产品纯度和热负荷对产品的产量以及精馏操作费用的影响,T2塔和T3塔的回流比初值选定0.15和1.55。
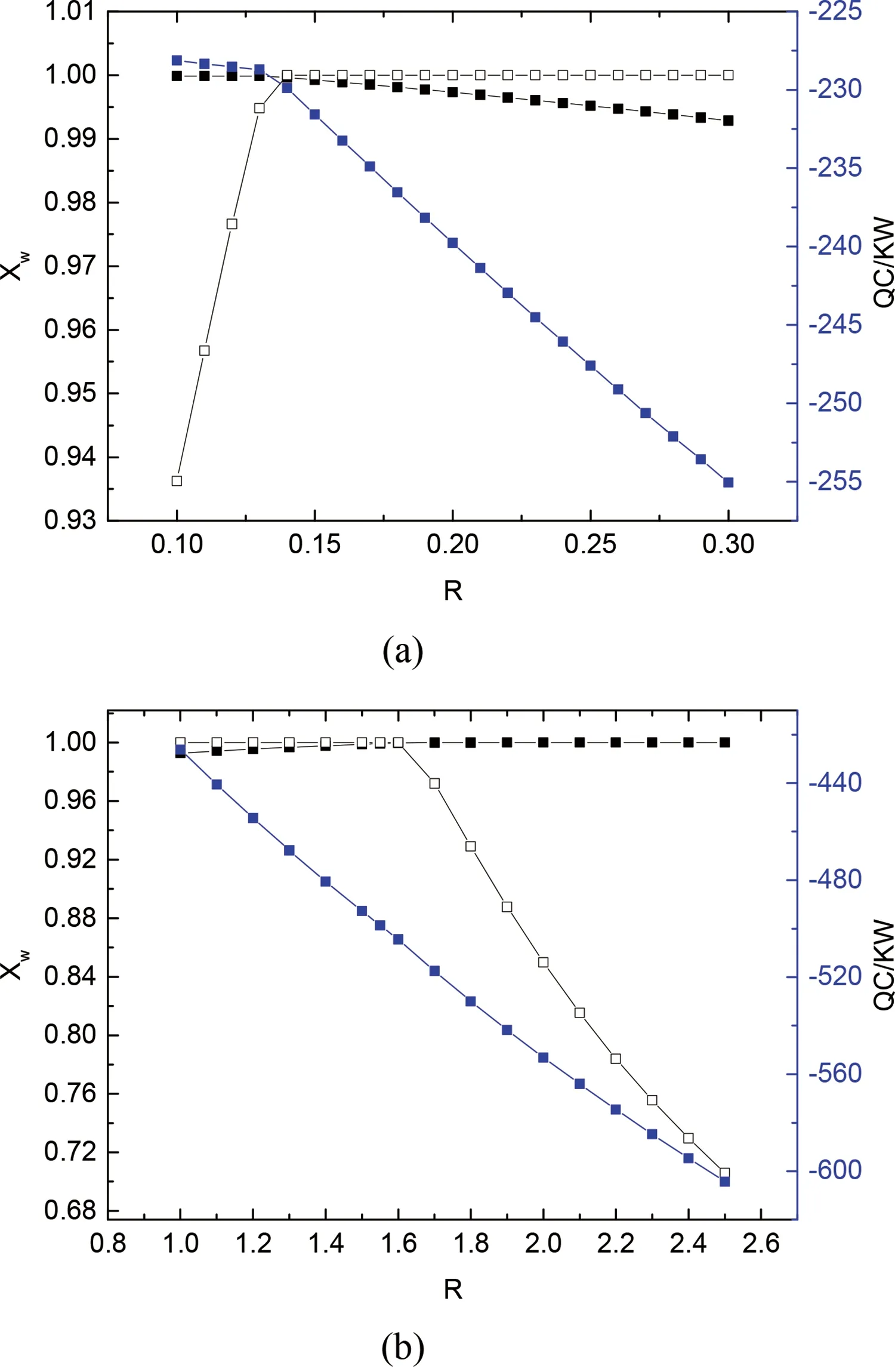
图5 回流比对产品纯度和热负荷的影响(a) T2塔;(b) T3塔—■—NMP纯度,—□—水纯度,热负荷Fig.1 Effect of reflux ratio on product purity and heat duty.(a)Column T2 ;(b) column T3.—■—NMP purity,—□—water purity,heat duty
4.4 气相分配比
由T1塔塔顶流出的气相流量分成两股分别流入T2塔和T3塔,其气相分配比(流向T2塔的比例)对产品纯度和热负荷的影响如图6所示。气相分配比为0.2时,NMP纯度大于99.9%,满足纯度要求,废水中NMP含量小于1 ppm,达到排放标准。
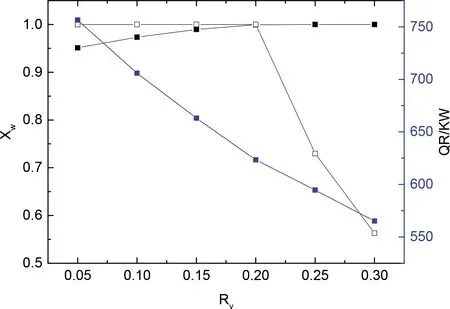
图6 气相分配比对产品纯度及热负荷的影响—■—NMP纯度,—□—水纯度,热负荷Fig.6 Effect of gas distribution ratio on product purity and heat duty.—■—NMP purity,—□—water purity,heat duty
5 隔壁塔优化计算
该工艺的优化目标是在使NMP的收率尽量高的前提下,使工艺的操作费用达到最小。本文采用NMP产品纯度达99.9%,废水中NMP含量小于1 ppm,以再沸器能耗QR最小为目标,对三塔模型中的T2塔理论板数NS2、进料位置NF、T2塔回流比RT2、T3塔回流比RT3、气相分配比Rv等过程变量进行调优。三塔模型的全流程优化结果如表1,相同处理量和相同纯度要求下,隔板塔与两塔工艺能耗比较见表2。
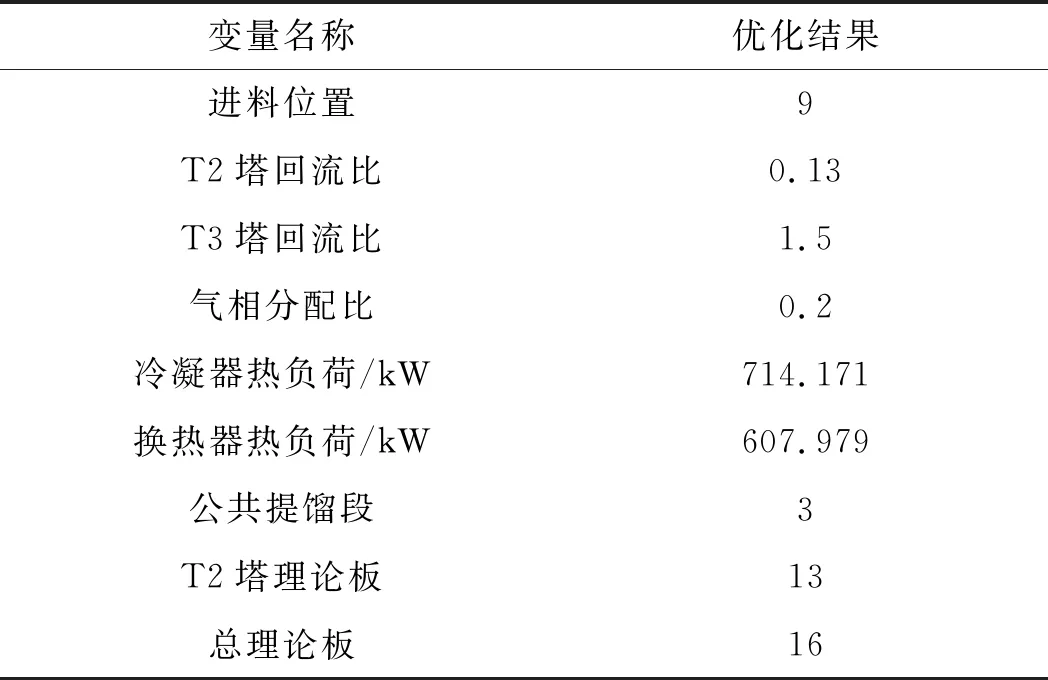
表1 隔壁塔优化结果Table 1 optimization results of DWC.
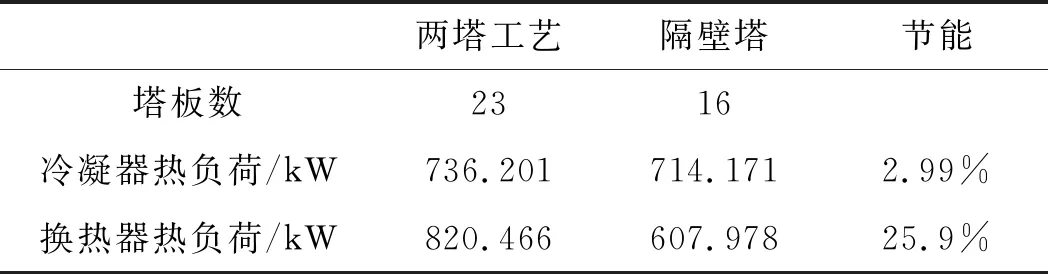
表2 隔壁塔与两塔工艺能耗比较Table 2 Comparison of energy consumption between DWC and two-tower process.
6 高效隔壁塔及工艺的实践
由本文所述的NMP隔壁塔工艺,集成多管高效填料技术的组合精馏塔,工艺装置已在某厂进行安装调试,如图7所示,处理量可达40 t/day,精馏塔为Φ1 800 mm×7 200 mm的高效隔壁塔,有效缩短塔高度,在保证分离效率下实现二台塔的功能。该装置总高10 m左右,占地面积约10 m2,拆卸、安装、移动方便,节约了设备费用、安装费用和蒸汽消耗费用,为多功能、高效隔壁塔工艺装置的应用提供了实际依据。
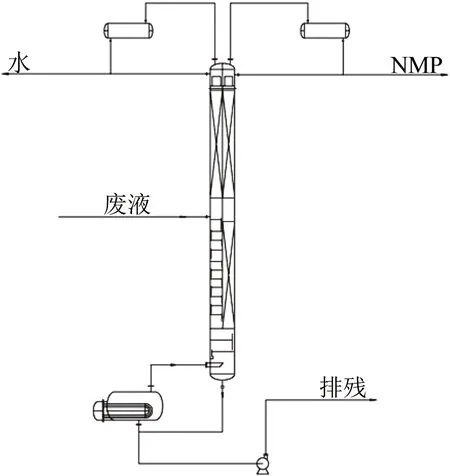
图7 高效隔壁精馏塔Fig.7 high-efficient DWC.
7 结语
本文采用隔壁塔对所设计的工艺进行改进。通过建模求解,对隔壁塔工艺进行模拟与优化设计,得到隔壁塔回收工艺的各操作变量的最优化参数。结果表明,在达到相同分离要求的前提下,隔壁塔所需的理论板数比两塔工艺更少,隔壁塔比两塔工艺节能25.9%。该研究不仅有利于锂电池制造过程中NMP回收工艺的工业应用,还为隔壁塔在实际工艺的应用提供了一定的理论依据。
猜你喜欢
江苏安全生产(2022年5期)2022-06-16
中国水运(2022年4期)2022-04-27
北方交通(2022年3期)2022-03-20
石油化工设备技术(2021年6期)2021-11-23
化工设计(2021年1期)2021-03-13
化工设计(2020年1期)2020-01-13
IT经理世界(2017年20期)2017-10-21
爱你(2014年7期)2014-08-09
意林(2013年23期)2013-05-14
科技传播(2012年16期)2012-04-19
