
氧探头的工作原理及使用与维护
2022-07-12 07:51陆柯杰
金属加工(热加工) 2022年7期
陆柯杰
威睿电动汽车技术(宁波)有限公司 浙江宁波 315336
1 氧探头工作原理
为监控热处理可控气氛而开发的氧探头又称氧化锆浓差电池,它是以高温氧化锆作固体电介质,在高温下电介质两侧氧浓度不同时,形成氧浓差电池,氧探头内部结构如图1所示。浓差电池产生的电势与两侧氧浓度有关,如一侧氧浓度固定,即可通过测量浓差电势来测量另一侧的氧含量,输出氧电势。
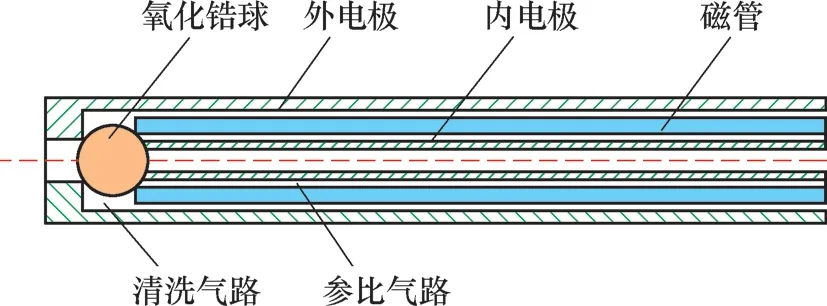
图1 氧探头内部结构
严格来讲,氧探头不能测量碳含量,而是只能输出电压的氧传感器。因为氧势与碳势之间存在线性关系,所以可以通过一个数学式计算出炉内的碳势,进而达到控制碳势的目的。碳势计算式为

式中Φ——函数;
EC——氧探头输出的毫伏值(mV);
CO—— 一氧化碳含量(质量分数,%);
TR——绝对温度(K)。
从上式可看出,影响碳势的三个可变量为氧势、一氧化碳含量和温度。
2 氧探头的安装
在水平安装氧探头的情况下,探头插入炉膛的距离控制在50~100mm,如图2所示。超过100mm时,不仅探头在高温下会下垂变形,导致氧化锆破裂,而且需要在外面加装瓷套管。反之,插入较浅时,会使气氛交换不良,影响测量精度。把氧探头插入炉膛时,氧碳头测量端面至炉膛外壳深度100mm以内可以快速插入,继续插入要以 <50mm/min的速度,以防热冲击导致氧化锆开裂[1]。

图2 氧探头安装
氧探头的测量点要求能正确反映炉内气氛和温度,以保证传感器输出信号的真实性,避开回风死角。测量点不可靠近渗剂入口,应位于滴注孔的上风位置,特别是采用滴注式气氛时,否则会造成碳势传感器失真或波动,且容易在碳势传感器表面形成炭黑,影响氧探头寿命。另外,也不要过于靠近搅拌风扇,以免因风扇振动和气流冲刷而影响氧探头寿命。
参比气应是干净和干燥的,若参比气中含水,则会影响内外电极的绝缘电阻,使传感器氧势测量值偏低,使产品增碳。
3 氧探头的使用
3.1 氧探头的使用温度
氧探头的工作温度一般为800~1093℃,在这个温度范围内,氧势与温度呈线性关系。
3.2 热处理时产品表面状况
若产品表面有低熔点金属,如镀锌件,在调质工艺温度下,锌蒸发并迅速地使氧探头外部电极品质下降,氧探头的寿命将大大缩短,并影响测量精度。另外,零件表面油污、油漆、污垢和其他脏物需要清洁,通常用工业清洗剂或10%的碳酸钠水溶液、汽油、四氯化碳等作为清洗介质除油[2]。
3.3 氧探头的积炭
氧探头的炭黑污染和气氛的渗碳都会使探头的毫伏电压产生误差。氧探头的氧化锆在高温工作炉内,如有积炭时,会使氧探头附近的氧含量减少。此时氧探头反映的是附近的气氛,而没有反映实际的气氛,碳控仪自动控制下的富化气减少,以至炉内实际碳势下降,这就需要定期烧炭维护。
3.4 预防对氧探头的碰撞
在网带炉正常运行过程中,由于网带会偏移,从而触发偏移报警,因此若不及时处理,则网带上的产品可能会与氧探头刮擦,损坏氧探头。图3所示为折弯的氧探头网带炉网带产生偏移,刮擦氧探头后发现碳势异常,而从炉膛取出时又发生二次折弯。

图3 折弯的氧探头
4 氧探头的维护
氧探头的积炭会加快氧化锆的劣化,影响测量精度。为去除积炭,一般设备具有自动烧炭装置。自动烧炭装置应控制好空气流量,参考流量为4.7~7L/min,避免流量过大使氧探头的温度升高超过38℃。烧炭后氧势值应降低至800mV以下,最好是200mV以下,烧炭持续时间以90~120s为宜,批处理炉可以在生产前或生产后进行,连续炉可以按每6~12h一次的频率进行。如果碳势设定较高,比如1%以上,则需要增加烧炭次数。
5 常见故障排查
在故障排查过程中,首先要确认外部条件是否符合要求。在未确定氧探头故障的情况下,不要试图把氧探头从炉内取出。
5.1 常见故障
常见故障见表1。
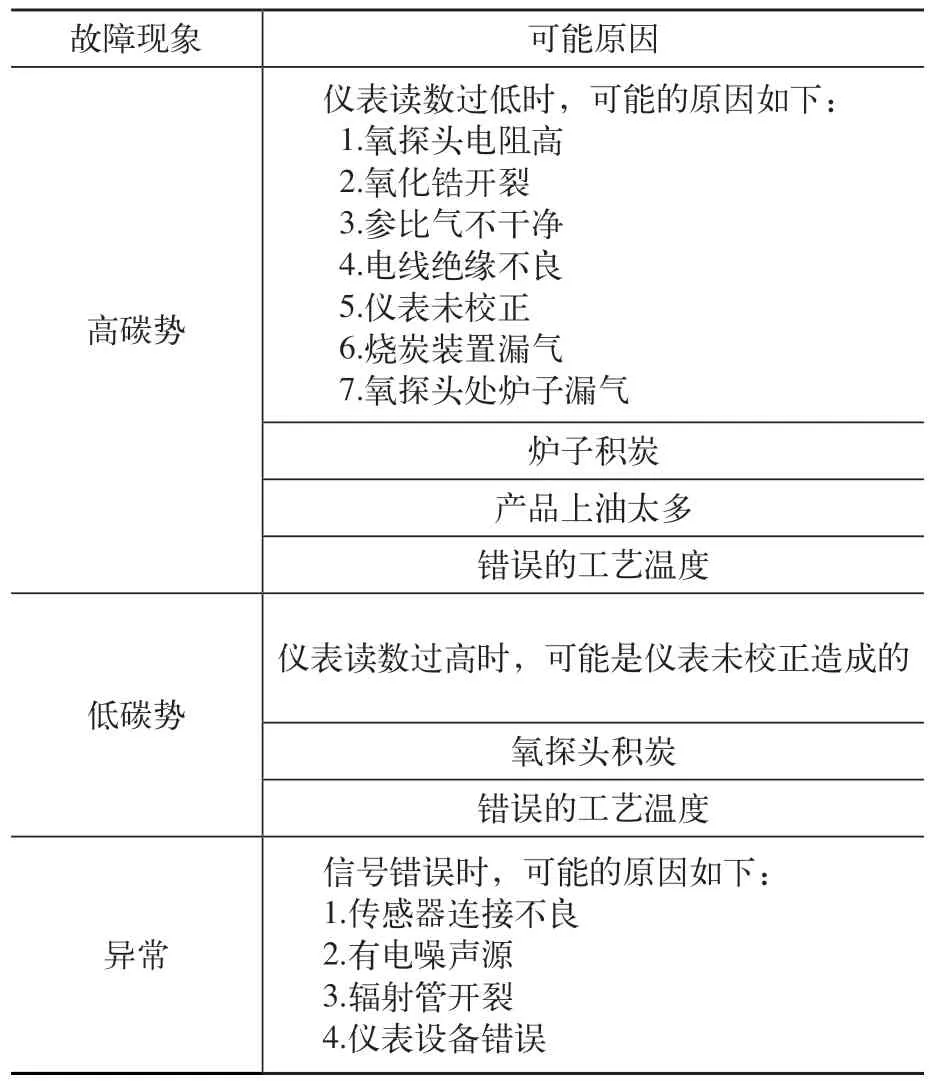
表1 常见故障
5.2 CO系数
碳控仪的CO系数设定值是否正常,CO系数应根据气氛种类和氧探头的寿命设定,配合使用三气分析仪、定碳片等进行修正。
5.3 仪表设置
仪表测量的氧势值和温度信号是否与万用表测量的值一致,如果不一致,仪表就需要调整。
5.4 氧探头的阻值
843℃温度下氧探头的内阻应<50kΩ。当内阻超过25kΩ时,应该加强监控。内阻测量可使用一根超过50kΩ的已知电阻,电阻值为RS,氧探头接线端内未接入电阻前测量氧探头毫伏值EC,如图4所示。接入电阻后测量氧探头毫伏值EM,如图5所示。

图4 EC测量

图5 EM测量
按下式计算出氧探头电阻RP,即

如内阻超过50kΩ,建议对氧探头进行烧炭,然后重复检测。内阻超过50kΩ时,说明氧探头的电极已经衰减到需要维修或更换的程度。
5.5 灵敏度检测
使用一根导线,连接氧探头毫伏输出接口,连接前记录毫伏值,连接5s后观察毫伏值是否能在20s内恢复到连接前的99%,如不能,则对氧探头进行烧炭,然后重复检测。
5.6 氧化锆泄漏检测
关闭参比气1min,记录氧探头氧势毫伏值,打开参比气,再记录氧探头氧势毫伏值,如果这两个值差在25mV以上,说明氧化锆已开裂。
5.7 参比气、烧炭空气管道漏气
参比气、烧炭空气管道如果漏气,将使空气无法到达氧探头前端。对此可将氧探头上的气管卸下,用手堵住管子的一端,检查流量计上的浮标,如果下降,可以判定为不漏气;如果不下降,说明管道上有漏气。
对氧探头的阻值和灵敏度进行检测时,若在氧探头烧炭后仍不能改善,则需要对炉子进行全面烧炭,把炭黑等杂质从炉内去除。炉子烧炭温度应在1093℃以内,以免对氧探头造成损坏。
6 结束语
氧探头和碳控仪在热处理可控气氛中进行碳势控制,具有高精度(±1%)、快速反应(0.5~2s),以及能直接与被测气氛接触的特点[3],提高了过程质量,使热处理产品质量上了一个台阶。氧探头在热处理行业的技术应用和所起的作用,也越来越被业内人士所认可。
猜你喜欢
口腔医学(2022年10期)2022-12-19
口腔材料器械杂志(2022年2期)2022-11-14
小天使·四年级语数英综合(2021年2期)2021-05-10
石油炼制与化工(2020年7期)2020-01-05
锦绣·上旬刊(2019年11期)2019-09-10
佛山陶瓷(2019年5期)2019-07-01
汽车维护与修理(2018年7期)2018-10-13
佛山陶瓷(2017年7期)2017-09-06
燃气轮机技术(2014年4期)2014-04-16
科技传播(2010年12期)2010-04-17
