风电叶片生产中聚氨酯树脂的应用工艺研究
2022-07-29 08:43谢理国江一杭别春华
天津科技 2022年7期
谢理国,江一杭,别春华,王 路,李 斌
(东方电气(天津)风电叶片工程有限公司 天津 300480)
0 引 言
2021年,我国风电行业进入平价元年,风机价格竞争日趋激烈,风机单位千瓦时的价格不断创新低。叶片作为风机的核心大部件,其价格也持续降低,叶片制造企业只有不断进行技术创新,降低叶片的制造成本,提高生产效率和产品质量,才能提高产品竞争力,进而赢得市场。
风电叶片材质为玻璃钢复合材料,主要采用树脂和玻璃纤维布通过真空灌注工艺成型[1]。由于环氧树脂比聚氨酯树脂具有更好的工艺操作性,故近十多年来风电叶片所用的树脂基本均采用环氧树脂。但当前叶片制造企业面临迫切的降本需求,而聚氨酯树脂比环氧树脂单价低 25%左右,一个叶片所用树脂若全部采用聚氨酯树脂,则单支叶片成本降低约 7%。因此,聚氨酯树脂替代环氧树脂被逐步应用于叶片制造中。
聚氨酯树脂与环氧树脂一样,具有优异的力学性能,能满足风电叶片结构设计需求[2],但由于聚氨酯树脂极易与水反应导致材料失效,故在实际应用中聚氨酯树脂比环氧树脂的工艺要求增加很多。本文主要从聚氨酯树脂的脱泡、除湿、灌注、固化等工艺方面进行分析和研究,并给出相应控制措施。
1 聚氨酯树脂应用的工艺难点
1.1 可操作时间短
聚氨酯树脂的固化对温度十分敏感,当固化温度超过 30℃时,其固化反应速度会显著加快,可操作时间会急剧缩短。在恒温水浴下,不同水浴温度对应的聚氨酯放热时间详见表1。
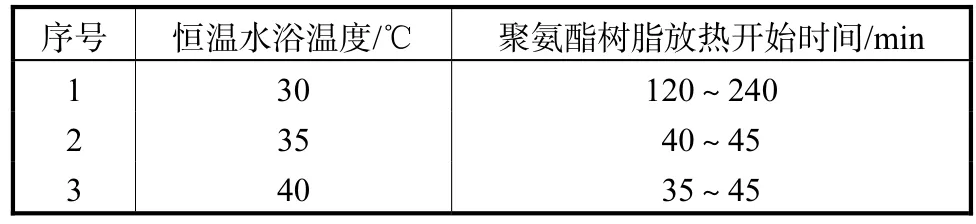
表1 恒温水浴下聚氨酯树脂的放热开始时间Tab.1 Exothermic start time of polyurethane resin in constant temperature water bath
从表中数据可以看出聚氨酯树脂在 30℃以上的环境下,其可操作时间十分有限。
目前随着风电叶片行业的快速发展,国内最长叶片已进入百米级,主流叶片长度也已超过 80m,同时由于风电叶片结构较为复杂,叶片采用真空灌注工艺成型时需要较长的灌注时间才能完成灌注。其中叶片壳体的灌注时间在120min以上,叶片主梁的灌注时间在 60min左右,叶片腹板的灌注时间在 30min左右。因此,聚氨酯树脂在风电叶片上应用时需要针对叶片各部件特性采取特定的灌注工艺及温度控制措施,以确保在聚氨酯树脂的可操作时间内完成树脂灌注操作。
1.2 极易与水反应产生缺陷
聚氨酯全称为聚氨基甲酸酯,其是由多元醇和多异氰酸酯反应生成,其大分子结构中含有 NCO成分,很容易与水、水汽或其他化学溶剂残留中的 OH反应形成气泡[3-4]。
此外,风电叶片生产所需的玻璃纤维布、夹心材料、真空耗材等材料需要先铺放在叶片模具中,再采用真空袋密封,并通过抽真空形成一个真空系统,然后利用真空系统的内外压力差将树脂导入真空系统内铺放的材料中,最后经过加热固化形成玻璃钢复合材料。叶片材料在铺放过程中都是暴露在空气中,而空气中含有水汽,尤其在空气湿度偏大(大于 75%以上)时会导致叶片铺放过程中各类材料含水率超标。同时,真空灌注前的抽真空也不能把真空袋内的空气抽干净,通常都会残留一些空气。无论是材料本身含水率超标存在的水分,还是残留在真空系统内的空气中含有的水分,都加大了聚氨酯树脂中的 NCO与水分子中的 OH发生反应产生微小气泡的机率,而产生的微小气泡会导致产品缺陷,进而严重影响产品质量。
因此,叶片材料铺放、存放,聚氨酯树脂主剂与固化剂混合后的脱泡,真空系统抽真空、除湿等工艺过程,都需要制定相应控制措施,严格控制原材料和真空灌注系统内的水分含量,避免聚氨酯树脂在固化过程中与水分子接触,以免产生质量问题。
2 聚氨酯树脂应用工艺措施
针对聚氨酯树脂的应用工艺难点,研究人员多次开展了聚氨酯树脂的玻璃钢样件灌注工艺试验,同时在叶片模具上也多次开展了聚氨酯树脂应用部件级工艺试验。通过对试验过程问题和试验结果的分析与总结得出以下工艺措施及要求,用于指导聚氨酯树脂在风电叶片上的应用。
2.1 树脂脱泡要求
聚氨酯树脂的主剂与固化剂混合时,由于机械搅拌会产生气泡,故我们可以将这类气泡称为物理气泡。
通常消除物理气泡最好的办法就是对混合均匀的聚氨酯树脂进行真空脱泡。同时,为了更有效地避免聚氨酯树脂与空气接触,必须采用集树脂混合、真空脱泡、打胶、调节树脂温度为一体的自动打胶设备,确保全过程均处于密闭系统,且真空脱泡压力要在-0.095MP以上,脱泡时间不低于 15min,从而最大程度减少聚氨酯树脂主剂与固化剂混合均匀后的树脂内部空气残留和降低聚氨酯树脂与水的反应机率,为后续产品质量提供保障。
2.2 真空系统要求
2.2.1 整体式真空系统
为避免聚氨酯树脂与空气中的水汽接触,风电叶片的聚氨酯灌注系统必须采用一体灌注工艺,即打胶机与铺层真空系统通过钢丝软管连成一个整体密封的真空系统。这样聚氨酯树脂从打胶设备里出胶到进入铺层均在真空密封的管道内流动,极大程度上减少了与空气中的水汽接触。
2.2.2 真空度要求
叶片整体式真空系统通常包含3个部分,即打胶机的真空系统、叶片铺层的真空系统、连接管道的真空系统。整体式真空系统建成后,要进行抽真空,将真空系统内的空气抽干净。通常采用真空度来衡量真空系统内空气的残留量,真空度越高,说明内部空气残留越少,而真空度越高效果越好。
由于风电叶片长度很长,整体式真空系统面积很大,大部分都已超过 200m2,整体式真空系统要达到较低的真空度有一定操作难度。为提高抽真空操作效率,需要分别对 3个部分单独抽真空保压,达到要求后再对整个真空系统抽真空保压,以保证整体式真空系统的真空度。
经过现场试验研究和总结得出以下聚氨酯树脂灌注系统的真空度控制要求。
①对于打胶机的真空系统和连接管道的真空系统:当真空系统真空压力低于 10mbar时,关闭真空泵开始保压,要求10min压力升高不超过5mbar。
②对于叶片铺层的真空系统和整体式真空系统:当真空系统真空压力低于 15mbar时,关闭真空泵开始保压,要求15min压力升高不超过10mbar。
2.3 除湿工艺措施
风电叶片在作业过程中,由于环境湿度或者材料本身含水原因会导致聚氨酯树脂中的NCO与水分子中的OH发生反应产生气泡,故我们可以将这类气泡称为化学气泡。
消除化学气泡最好的方法就是将材料体系中的水分脱除干净,最大程度避免聚氨酯树脂与材料体系中的水发生反应。目前采用抽真空除湿的方法对脱除材料体系中的水分比较有效。
水在不同压力下沸点不同,压力越大,水的沸点越高。在真空系统中,随着真空度的增加(真空压力降低),水的沸点不断降低。关于真空压力与水的沸点的关系详见表2。
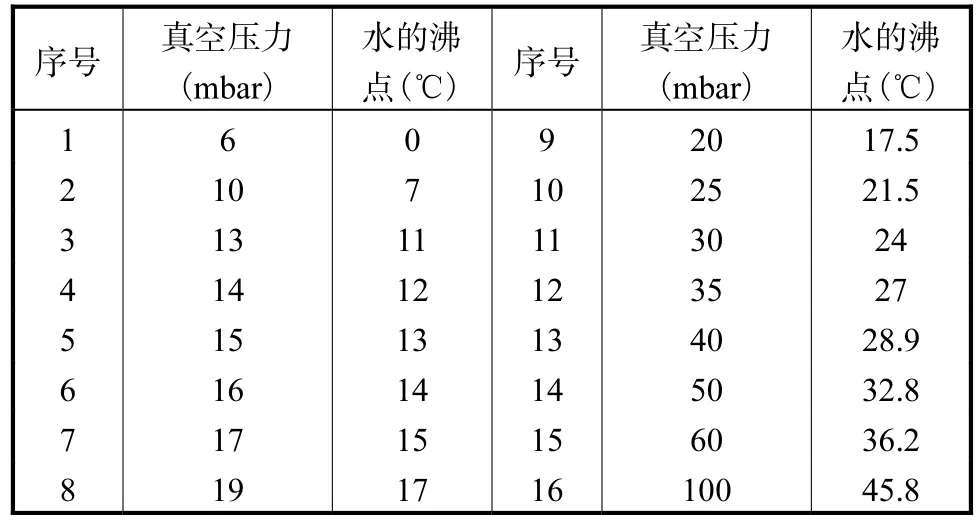
表2 真空压力与水的沸点的关系Tab.2 Relationship between vacuum pressure and boiling point of water
上文提到,整体真空系统保压合格后,真空系统的真空压力不得超过 25mbar,结合表 2数据,同时考虑安全余量,研究人员经过现场试验研究和总结,得出以下适用于聚氨酯树脂的真空除湿要求:真空除湿必须在真空系统的真空压力达到要求后进行,通常真空压力要求不超过 25mbar,除湿期间真空压力要持续保持在 25mbar以下;真空系统的除湿温度不能低于 35℃,除湿时长为 1~4h。除湿温度越高,除湿时间越长,除湿效果越好,但考虑生产效率和成本,除湿温度和时长需要根据风电叶片各部件的结构特点去不断优化。
2.4 灌注工艺措施
聚氨酯树脂混合后的黏度为 50~70mPa·s,环氧树脂混合后的黏度为 150~300mPa·s。与环氧树脂相比,聚氨酯树脂黏度低、浸润性好;真空灌注时,聚氨酯树脂流速和浸润速度通常较快。但由于聚氨酯树脂对固化温度十分敏感,导致其可操作性时间较短,对于聚氨酯树脂灌注要制定专用的灌注工艺措施。
研究人员经过现场试验研究和总结确定了以下控制措施:聚氨酯树脂从打胶机里的出胶温度控制在20~25℃;叶片材料表面温度控制在 20~30℃,对于部分产品,若在30min以内能完成灌注的,可将叶片材料表面温度调整为 20~32℃;由于聚氨酯树脂密度较低、流速较快、可操作性时间短,在设计灌注流道系统时应考虑采用大直径管道,并尽可能减少导流系统内的减速区设置,确保聚氨酯树脂灌注时能更快、更均匀地流动;聚氨酯树脂灌注前须先排净注胶管道系统中的空气;聚氨酯树脂打胶机操作人员必须佩戴护目镜、连体服等劳保用品,做好个人防护。
2.5 固化工艺措施
聚氨酯树脂在固化期间,其放热较为集中,通常在短时间会迅速放热,但放热温度与环氧树脂放热温度相比要略低一些。
因此,在聚氨酯树脂固化放热峰之前,产品表面需覆盖保温棉被,以加快聚氨酯树脂固化;当产品表面温度超过 55℃时,要掀开产品表面覆盖的保温棉被,防止树脂放热温度过高,导致树脂颜色变深,进而影响产品外观。在聚氨酯树脂固化放热峰之后(表面已硬化)需要重新盖上保温棉被,直至聚氨酯树脂完全固化。
3 结 论
本文通过对聚氨酯树脂的应用工艺难点进行研究与分析,经过数次工艺试验验证,并结合风电叶片成型工艺方法和控制措施,从聚氨酯树脂的混合处理、真空灌注系统控制要求、除湿工艺要求、固化工艺要求等方面给出了聚氨酯树脂用于风电叶片生产的控制措施,为聚氨酯树脂在风电叶片生产上的推广和应用提供了工艺技术支持。
猜你喜欢
北京航空航天大学学报(2021年9期)2021-11-02
沈阳工业大学学报(2021年4期)2021-08-10
煤气与热力(2021年5期)2021-07-22
舰船科学技术(2021年12期)2021-03-29
建材发展导向(2020年20期)2020-11-26
民用飞机设计与研究(2019年4期)2019-05-21
汽车电器(2019年4期)2019-05-07
课程教育研究·新教师教学(2017年35期)2018-05-18
科学与财富(2016年29期)2016-12-27
科技视界(2016年2期)2016-03-30