螺旋加工技术应用
2022-09-20 04:55刘汉利葛松林
金属加工(冷加工) 2022年9期
刘汉利,葛松林
湖北江华机械有限公司 湖北襄阳 441021
1 序言
内外螺旋的加工技术是枪械生产的关键技术。枪械制造单元中内外螺旋闭锁配合精度的高低,直接决定枪支的射击精度和使用寿命。下面着重介绍内螺旋的数控加工技术。
2 设计原理分析
虽然车螺旋属于车螺纹的范畴,但是却和车螺纹有着本质的不同。车螺纹只需给定螺距、进给深度及切削长度,给定螺纹加工循环指令G92即可完成车削;而车螺旋除了需要以上数据外,还需精确控制进刀点的起始位置及起始角度。所有的螺旋加工都对螺旋起始角(螺旋起点和工件水平基准面的夹角)有要求,有的30°、有的40°不等,这就要求夹具在轴向定位的同时,还必须精准限制工件的旋转角度,然后数控系统通过特殊螺纹加工循环指令G32来完成加工[1]。某零件车螺旋工序如图1所示,其中旋切起点坐标距C面50.4+0.10mm(Z向),沿C面顺时针旋转,螺距为3mm。螺旋面表面粗糙度值Ra≤1.6μm。
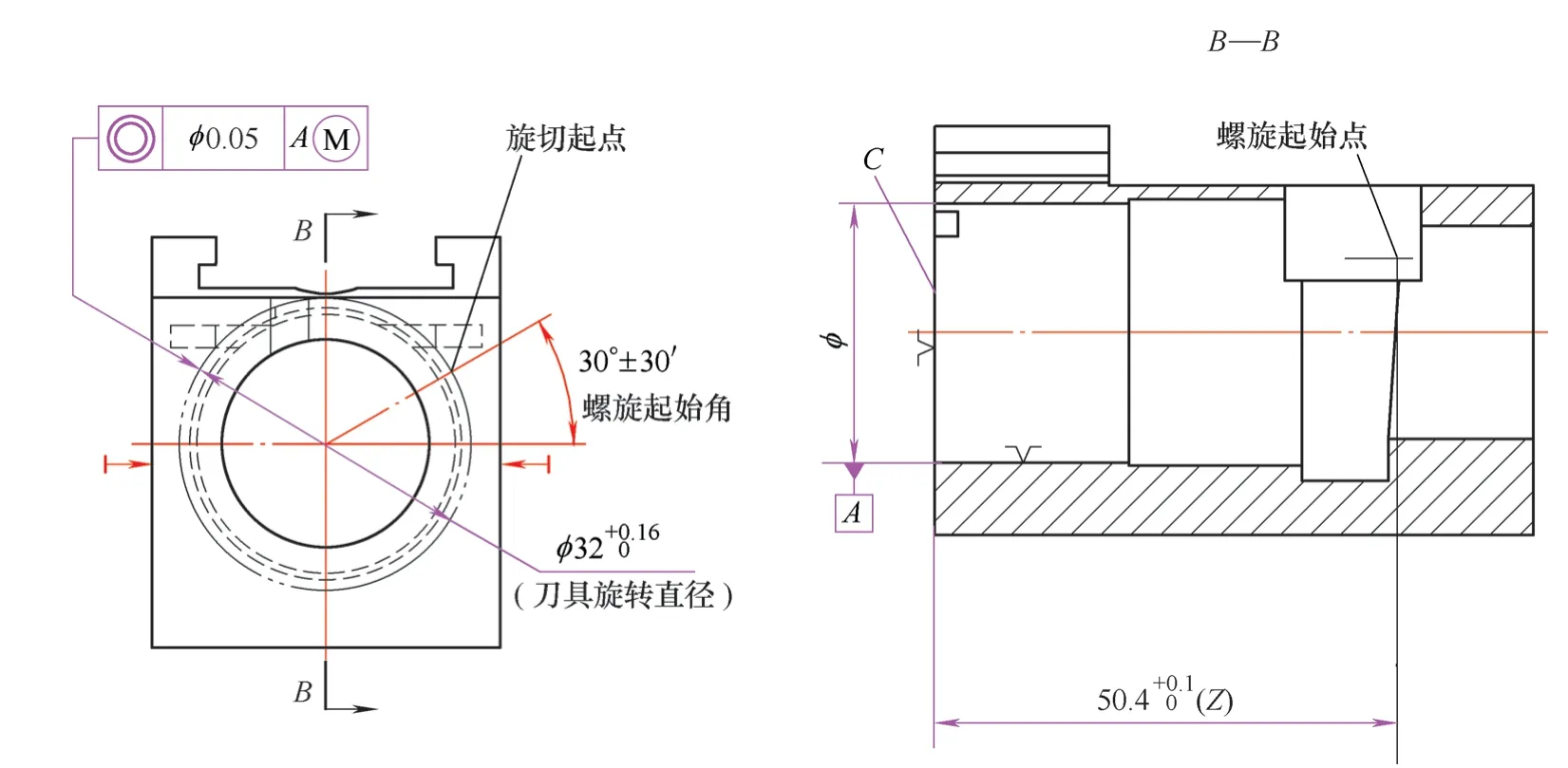
图1 某零件车螺旋工序
2.1 夹具设计思路
假定工件是圆柱回转体,在内孔某位置轴向距离上加工内螺旋,优先采用自定心卡盘装夹工件。圆柱回转体在自定心卡盘中可任意转动装夹,旋转起来是一个正圆。当工件旋转一周时,要想控制螺旋起始角度,就需要限制工件在自定心卡盘或专用夹具中的径向旋转位置角度。通常的做法是先在工件外圆上铣出平面,要求铣出的平面度≤0.05mm,相对于工件轴线的平行度≤0.02mm;然后以铣出的平面为加工基准,在外圆上给定轴向尺寸钻φ4mm工艺孔,工艺孔需钻在后续工序可去除部位,要求相对于基准平面的垂直度≤0.03mm;钻孔后插入φ4mm销,将工件放入自定心卡盘,φ4mm销紧贴自定心卡盘三爪中的一爪之后紧固,工艺销的放置如图2所示。至此解决了圆柱体工件在自定心卡盘中的径向定位问题,即限制了螺旋的起始角度[2]。图3所示为燃烧室工件。
如果工件外轮廓是立方体,需要加工孔内螺旋,同样也存在控制螺旋起始角的问题。通常的做法是先行制作专用工装,利用夹具限制工件径向旋转角度,可以很方便地实现限制内螺旋的起始角度。
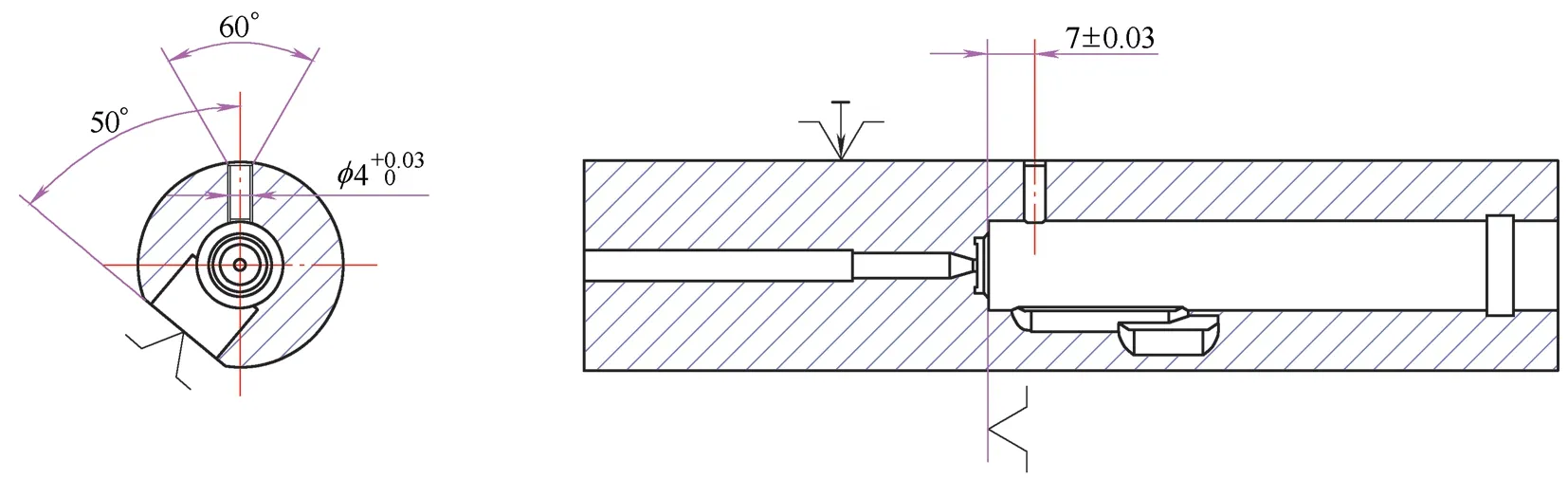
图2 工艺销的放置
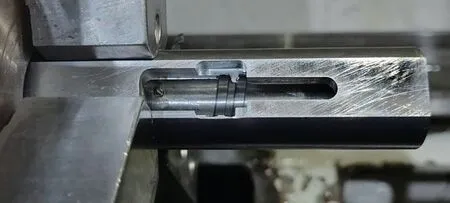
图3 燃烧室工件
2.2 加工难点分析
因为螺旋的终点相对于工件基准面往往有着很高精度的位置尺寸关系,加工内孔螺旋还必须在开窗处进、退刀(开窗相当于加工螺纹时的进、退刀槽),这就意味着整个螺旋加工过程都是在断续切削的状况下进行,而且会遇到受孔径限制刀杆直径同时受限的情况,在每刀行程结束后会产生刀头回弹现象。另外,由于加工完的螺旋面表面质量要求非常高,一般情况下要求表面粗糙度值Ra达到0.8~1.6μm,所以对加工内螺旋所使用的刀具有着很高的要求。
对于内孔螺旋切削刀具来说,加工过程中存在排屑空间小、冷却不到位,以及持续的断续切削等问题,都会造成刀具的异常磨损,从而大大缩短其使用寿命。这些问题在孔内螺旋的加工中都会遇到[3]。当刀具磨损后,螺旋面的表面质量将达不到工艺要求。同时因断续切削产生的反弹作用力也会增大,当达到金属疲劳极限后,会使刀杆从颈部或根部崩断。断续切削还会使刀具切削刃急剧磨损,从而产生让刀现象,造成因螺旋槽底部直径减小而达不到尺寸要求的问题。只有加工区域恶劣的切削环境得到改善,加工才能继续下去。
2.3 刀具应用分析
为应对以上问题,通常会选择高速钢来制作刀具。高速钢具有很高的强度和韧性,可耐高温、耐冲击。在满足工件孔径限制和螺旋槽单边深度限制的前提下,应尽可能增加刀杆截面积,使刀具具有较好的强度和韧性,可以抵御因断续切削产生的刀头回弹现象。刀具还应刃磨锋利,最大限度减少让刀现象的发生。同时,应充分喷淋切削液,采用低转速进行切削,用粗、精车加工方式小余量切削,可将刀具磨损程度降至最低。图4所示为刀具。

图4 刀具
2.4 刀具的刃磨
在实际应用中,受工件孔径限制,刀具刀头宽度应小于内孔直径,刀具才能进入孔内切削。为尽可能增加刀杆截面积,切削刃和刀杆间的距离只需略大于螺旋槽单边深度即可。这就造成刀具可重复使用次数减少,特别不适合手工进行修磨再使用。为解决这一问题,将小磨头置于自定心卡盘夹紧并起动正转,刀具置于刀架上略高于磨头中心轴线2mm处后紧固,用手轮方式移动刀具至磨头处,微量进给修磨切削刃至锋利即可。图5所示为刀具修磨。

图5 刀具修磨
3 程序的编制
螺纹加工的常用指令有G92、G32和G76等。车螺旋进刀必须在开窗处进行,螺旋起始角度必须正确无误才能精确定位螺旋起点位置,每刀结束后要编辑退刀步骤,否则就会过切,造成起点位置偏移。经过多次试加工对比,选用G32指令进行编程。G32代码后缀可编辑进退刀数据,还可编辑Q指令来改变起始角度。采用G32指令的不足之处是编程工作量大。因为一个程序段语句只可以控制一个动作,所以需要编辑多段程序才能完成螺旋车削过程[4]。图6为某零件螺旋加工图样,其中螺旋起始点B在φ19.2mm圆上,螺距(7±0.045)mm,右旋。螺旋面表面粗糙度值Ra≤1.6μm。
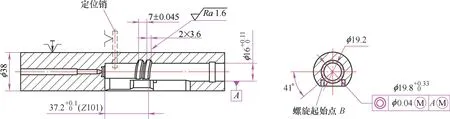
图6 某零件螺旋加工图样
依据图6编辑程序如下。
T0101 M04 S20
G0 X-15.6 Z20 M08
Z-74.44
G32 X-16.2 F30 J0 K0
G32 Z-60.7 F7 J0 K0
G0 X-15.6
Z-74.44
G32 X-16.3 F30 J0 K0
G32 Z-60.7 F7 J0 K0
G0 X-15.6
Z-74.44
G32 X-16.4 F30 J0 K0
G32 Z-60.7 F7 J0 K0
G0 X-15.6
Z-74.44
G32 X-16.5……
将程序依次编完,一直编到“G32 X-20.2……”结束,可见编程工作量是非常大的。但是在实际加工中,工序的尺寸可控性很好,加工精度有保证,工艺符合性100%。
4 结束语
螺旋加工技术不仅应用在军品制造领域,在民品制造中应用也很广泛。螺旋不仅可以在数控车床上加工,也可以在四轴数控铣床上加工,这项技术不是一蹴而就的,而是需要多年实践经验的积累。本文通过对车削夹具和刀具的使用分析以及改进加工方法的介绍,以实用性为原则,重点分享了孔内螺旋的加工技术和经验,力求能解决类似加工中遇到的实际问题。
猜你喜欢
新技术新工艺(2022年9期)2022-10-26
锻压装备与制造技术(2022年2期)2022-05-11
内燃机与配件(2022年2期)2022-01-17
汽车实用技术(2021年18期)2021-10-11
汽车工艺师(2021年7期)2021-07-30
哈尔滨轴承(2021年4期)2021-03-08
西部交通科技(2021年9期)2021-01-11
中国科技纵横(2019年14期)2019-09-18
内蒙古教育·综合版(2017年5期)2017-05-17
环球市场信息导报(2015年35期)2015-12-26