医疗加工领域刀具成本影响因素的研究
2022-09-23 14:07苏波
中国新技术新产品 2022年12期
苏 波
(嘉思特医疗器材(天津)股份有限公司,天津 300000)
0 前言
目前应用于骨科领域的钴合金材料主要是钴铬钼合金,钴铬钼合金(CoCrMo)是一种钴基合金,也是通常所说的司太立(Stellite)合金的一种,是一种能耐磨损和耐腐蚀的钴基合金。钴铬钼合金材料在骨科的应用主要集中于骨关节假体,如膝关节、肩关节和髋关节。尽管相对钛合金来说,钴铬钼合金材料的生物相容性较低,但钴铬钼合金作为关节假体材料的优点是毋庸置疑的。在比较钛合金关节假体和钴铬钼合金关节假体的试验中发现,TiAlV表现出低的机械力学抗性和较多的磨损产物。
对医疗加工企业来说,工艺链条上的每个工序都有降低成本的空间,尤其是处于工艺链条前端的机加工序,单件机加工工艺并不复杂,但是由于产品的特殊性,产品的加工性并不好。在实际生产中,一线总是因产品机加工中出现的问题而频繁停线,现场QA的关注点都在调机参数和刀具参数上,效果并不明显。
综上,在医疗企业的实际生产中,钴铬钼产品的产值占比较大,且加工性较差造成加工时刀具损耗很高,频繁换刀会导致频繁停机,刀具成本急剧升高,通过生产实际发现,刀具的品质和铸造毛坯的硬度对刀具寿命有较大的影响。
1 模型建立
作为骨关节的替代材料并在体内长期使用,材料必须要求有较高的抗腐蚀性和良好的生物相容性。钴铬钼合金材料的弹性模量是(250±10)GPa,另外钴铬钼合金材料具有较强的抗磨损能力,这也是钴铬钼合金材料能作为金属假体材料用于骨关节外科的重要因素。钴铬钼合金作为关节假体材料存在很多优点,但是钴铬钼合金较差的延展性给加工制造带来了较大的难度,同时钴铬钼合金高昂的成本也极大地影响了其应用。
为了研究医疗加工领域刀具成本的影响因素,需要考虑刀具寿命和刀具成本的关系。刀具寿命是衡量刀具性能的重要指标,对加工零件的产品质量非常重要,而且与生产加工效率有密切的关联。刀具成本的管理也是企业生产管理的重要一环,如何节约生产成本,提升加工效率,是企业生产关心的根本利益问题。
医疗加工领域常见加工材料是钴铬钼合金,主要用到的刀具是硬质合金刀具,该类型刀具具有硬度高、耐磨、强度高、任性较好、耐热、耐腐蚀等优点,但对钴铬钼合金材料的加工磨损较快。根据企业一线的实际生产经验,刀具的品质和刀具的寿命呈正相关,而刀具的品质直观反映刀具的价格,从而影响生产成本。因此以刀具的寿命、价格、加工毛坯材料的硬度作为研究对象,建立模型反映相互之间的关系。
1.1 模型假设
刀具寿命指的是一把新刀具到报废为止所经历的切削时间,刀具寿命越长,批量加工的产品数量越多,刀具寿命越短,批量加工的产品数量越少,为了建立模型参数变量,可以将每把刀具加工产品的数量作为刀具寿命的计量方式。
医疗企业常用的加工刀具为硬质合金刀具,由于硬质合金刀具生产厂家较多,无法精确区分不同企业的刀具的品质,因此,以同一家刀具生产企业的刀具作为实验研究对象,这样可以有效区分差异性。同家企业刀具的品质和刀具的价格成正比,刀具价格越高,刀具品质越好,反之,刀具品质越差。因此以刀具的价格作为刀具品质的评价方式。
在加工过程中,不同的加工钴铬钼合金材料毛坯件维氏硬度不同,这会导致刀具寿命差异,因此,以毛坯零件的维氏硬度作为毛坯硬度的评价方式。
该文选择刀具寿命(每把刀具加工产品数量)作为因变量,刀具品质(一定范围内的刀具价格,价格越高品质越好)作为自变量,毛坯硬度(维氏硬度)作为自变量,建立多元线性回归模型,,,为回归系数,是随机干扰项,利用EViews软件进行参数估计,并对模型的相关性进行检验,确定拟合优度系数较高、概率低于0.01的影响因素,建立多元线性回归模型。
多元线性回归模型是指在实际经济问题中为解决一个变量受到多个变量的影响而建立自变量和因变量的函数干系。可以有效分析刀具寿命因变量受自变量刀具品质、自变量毛坯硬度影响的关系,指导后续生产规划,提高企业经济效益。
为了便于模型的建立,作如下假设:1) 假设所有的加工零件均在相同加工环境(室温),加工设备(V32-I)、加工参数(切削速度、切削厚度)的情况下。2) 假设加工设备操作人员对零件加工没有影响。3)假设刀具寿命以单位数量刀具加工的产品数量来衡量。4)假设刀具品质以刀具价格来衡量,价格越高品质越好,该模型中的刀具价格在合理区间内。5)假设零件的加工性能,仅与零件的硬度相关(忽略磨蚀性、延展性、加工硬化等其他因素)。该模型中的零件硬度在合理的技术要求之内。
通过选取不同时期、不同班次的QA数据,以表格形式统计相关数据,见表1。同样的刀具价格,由于待加工零件的维氏硬度不同,导致刀具可以有效加工零件的件数不同。刀具价格越高,刀具的有效加工零件的件数越多。同理,待加工零件的维氏硬度越低,刀具的有效加工零件的件数越多。
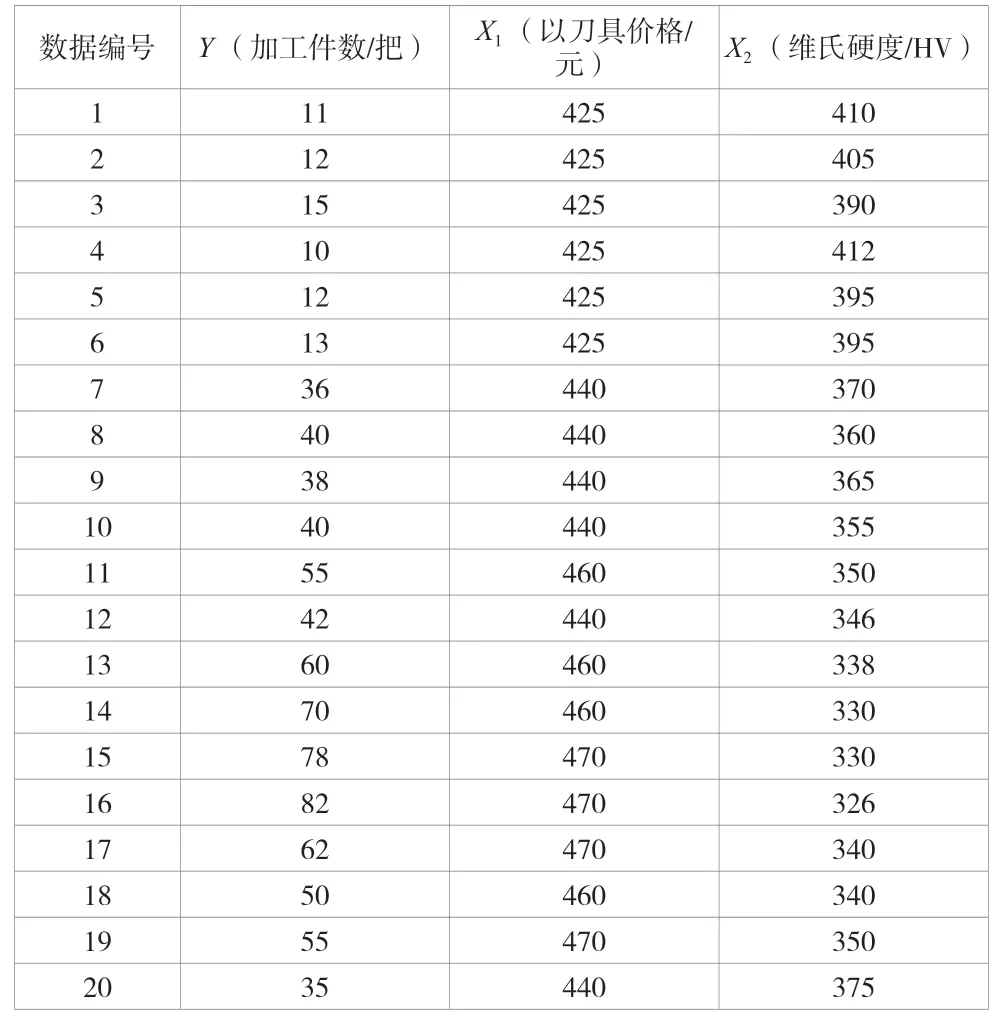
表1 QA数据
1.2 模型构建
根据表1中的数据建立多元回归模型,如公式(1)所示。

式中:为刀具寿命;~为偏回归系数;为随机干扰项。
基于EViews软件,运用普通最小二乘法进行参数估计,对刀具的寿命、刀具价格、材料硬度进行回归计算,得到线性回归结果,见表2。表2中的T检验是对自变量的显著性检验,F检验是对模型的显著性检验。
由表2可知,拟合优度系数=0.960938,检验值对应的概率为0,表明该模型的拟合程度较高。、的T检验概率均较小,表明变量、适用于该模型,存在多重共线性的可能较小。根据表中的回归方程参数估计值可以得到对、这2个自变量的线性回归方程,如式(2)所示。
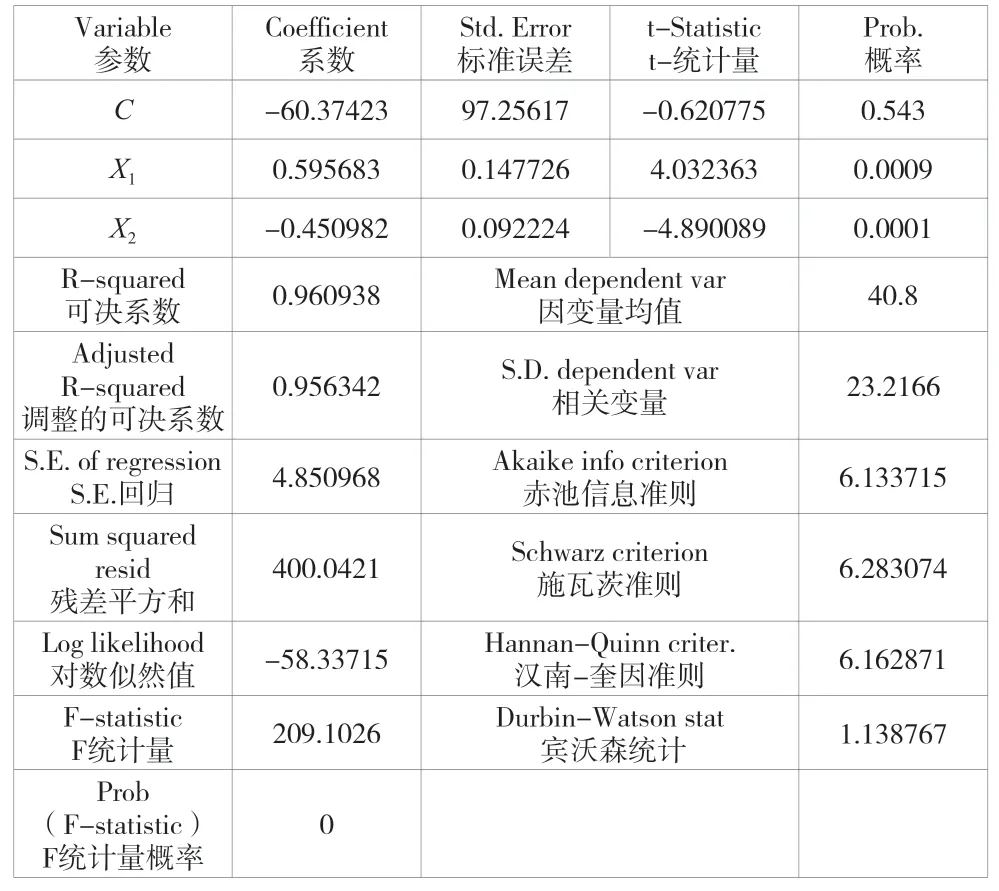
表2 线性回归结果

从回归方程中可以看到,变量刀具品质对刀具寿命起到正影响,变量毛坯硬度对刀具寿命起到负影响。从生产实际看,在选型正确的前提下,高价位的刀具品质相对更高,意味着刀具的材质和刀具的设计更加优秀,相应的单位加工数量也应该越多,这与定性分析的结果相一致。毛坯的硬度与铸造厂商的热处理工艺相关,更好的热处理工艺可以在保证铸造坯件其他物理性能合格的前提下,达到一个较好的硬度范围,具体实际加工中发现,硬度越低,加工性越好,这也与定性分析的结果相一致。
2 回归模型的检验与验证
2.1 回归模型的检验
F检验结果见表3。从表3中的结果可以看出,Prob(F-Statistic)即相伴概率值,由=209.1026,值=0.000000<0.05,可知此回归方程拒绝原假设,即作出2个自变量整体对因变量产生显著线性影响的判断所犯错误的概率仅为0.01,回归方程通过了F检验。

表3 F检验参数表
因为F统计量考量的是所有解释变量整体的显著性,所以F检验通过并不代表每个解释变量的值都通过检验,继续进行T检验,见表4。

表4 T检验表
通过看上面的T检验表4,可以发现在显著性水平=0.05时,所有,的Prob(收尾概率)小于0.05,通过了显著性检验。由于刀具的生产加工过程和坯件的生产加工过程相对独立,因此不难判断两个因素之间几乎没有相关性。
2.2 实证研究
采用回归模型对另外安排的验证试验组的数据进行实际寿命与预测寿命的对比检验,结果见表5。
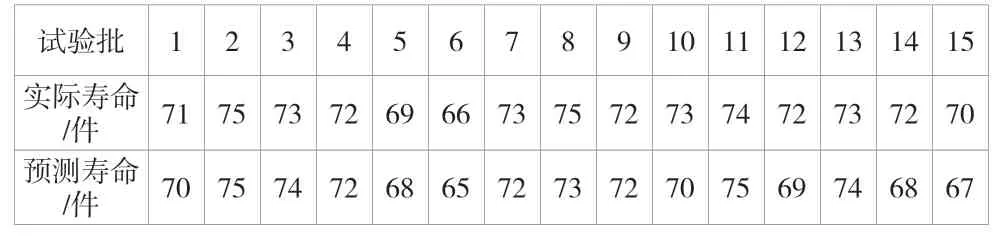
表5 刀具实际寿命与模型预测寿命对比
后续的生产实际中,随机抽取15个批次的加工过程进行试验,均采用了较高品质的刀具和较低硬度的坯件,期望平均单把刀具能够加工70件左右的坯件,这样就能让成本和效果处于一个较平衡的状态。
通过实际验证过程的数据与预测的数据进行对比,预测结果与实际结果相差较小,准确度较高,说明多元线性回归模型的预测具有较高的准确性。
3 试验验证分析
通过多元线性回归模型的分析,可更深刻地认识刀具寿命与刀具品质及坯件硬度的内在联系,并且通过计算可能找到最优的方案。
刀具寿命是影响生产效率的关键问题,如果能够大幅度提高刀具寿命,将明显提高生产效率,同时因为减少了更换刀具所带来的调机操作,所以大幅度地降低了劳动强度。市场刀具平均价格为400元~500元,如果提升了刀具的层次,采用更昂贵的刀具方案,实际带来的刀具寿命提升仍然有限,线性曲线越来越平,相关性越来越低。
铸件的加工性与很多因素有关,由于其生产工艺相对稳定,因此每一炉批次的硬度差异较大,通过分析也证实了该因素对刀具寿命的影响十分显著。
在该理论模型指导下的生产中,被加工材料采用铸件的硬度控制在350HV左右,即可得到较为经济的预期。通过模型分析,找到了最优的平衡方案,适当提高刀具品质,同时要求铸件厂家改善回火工艺,控制铸件硬度在340HV~370HV,能够产生丰厚的经济效益,且综合效益远远大于表格中的数字,刀具的每月费用、改进刀具预估每月费用,预估节省费用绘制如图1所示。
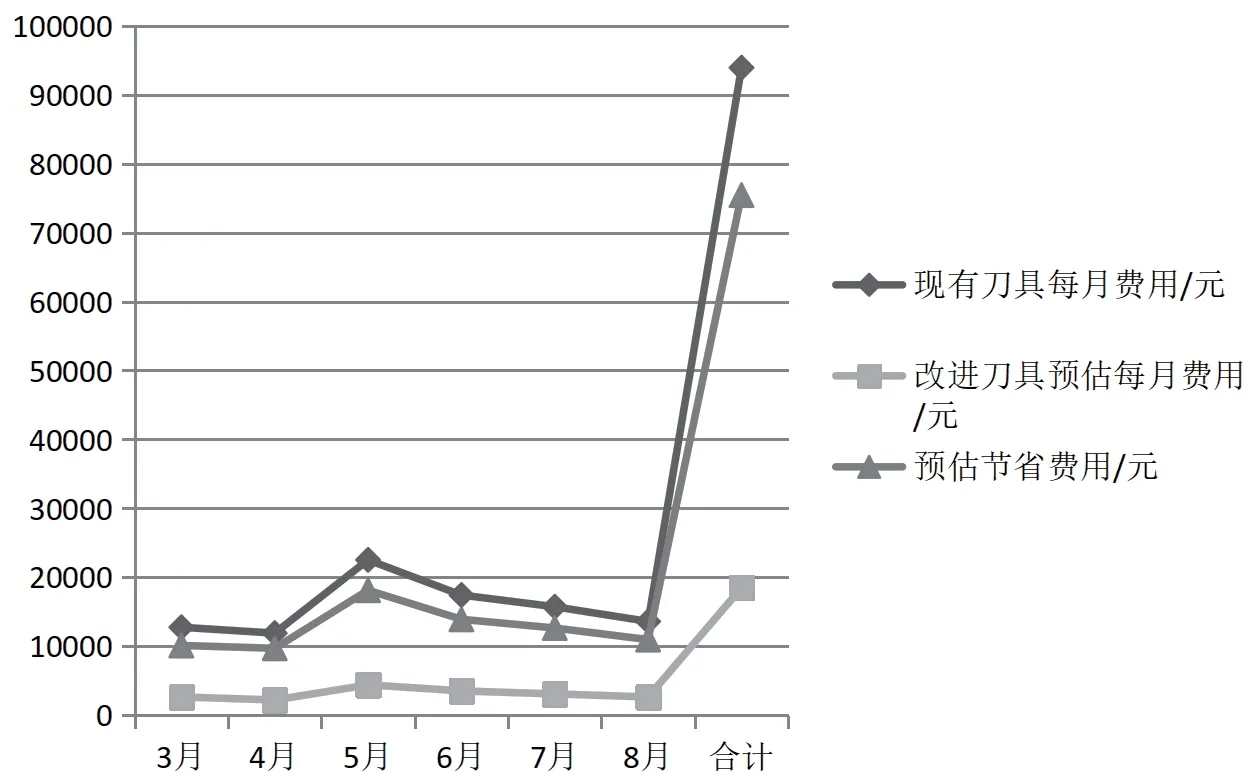
图1 刀具费用明细(单位:元)
通过使用多元线性回归模型(1-2)指导生产可以明显看到加工件数已经比改善前提高了5倍以上,改善前采用的刀具价格是425元,铸件硬度采用的是380HV~400HV,可以加工的工件件数是10~15。采用多元回归模型以后,选择单价是440元的刀具,铸件硬度采用的是340HV~350 HV,可交零件大于65件,大大提升了企业生产效益,节约了加工成本,该结果也通过了生产一线的验证,并且得到了一线技能员工的一致好评(表6)。

表6 改进前后方案对比
4 结语
该文通过建立实际生产加工中的刀具模型,可以为指导企业后续生产规划的提供依据,从而节约医疗加工企业的生产成本。基于该过程的研究,后续可以继续优化不同的加工方案,针对不同型号的刀具、不同材质的毛坯计算定制化的生产加工解决方案,更高效地解决生产加工中的实际问题。该文为解决刀具加工寿命和企业生产成本矛盾的问题起到了很好的指导性作用。
猜你喜欢
数学物理学报(2022年4期)2022-08-22
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
中央民族大学学报(自然科学版)(2018年3期)2018-11-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
制造技术与机床(2014年1期)2014-03-11