拧紧工艺对复材构件临时紧固件夹紧力的影响
2022-10-23 14:00黄稳严晨凡志磊王华
机械制造与自动化 2022年5期
黄稳,严晨,凡志磊,王华
(1. 中国商飞上海飞机制造有限公司,上海 201324;2. 上海交通大学 上海市复杂薄板结构数字化制造重点实验室,上海 200240;3. 上海应用技术大学 机械工程学院,上海 201418)
0 引言
在飞机装配过程中,由于零件制造偏差、定位误差等因素的存在,且型架定位夹紧装置间隔较远,初始装配间隙难以避免。此外在制孔阶段,由于制孔轴力的影响,叠层间隙被打开,制孔间隙严重影响了制孔质量。因此需要预先对薄壁构件进行临时连接,以消除初始间隙、抑制制孔间隙、增加定位精度等[1]。由于此连接在整个装配过程中会经历多次拆装,因此被称为临时紧固。针对这一特殊工艺需求,航空制造商采用了专门的临时紧固件以进行临时紧固,与传统螺栓相比,临时紧固件具有: 单人安装,节省成本;单侧安装,操作方便;尺寸较大,避免遗留等优点,从而在装配现场得到广泛使用。
然而随着具有比重小、强度高、抗疲劳性能好等优点的碳纤维增强树脂基复合材料在航空中应用的比例逐渐提高,临时紧固件的安装出现了问题:由于临时紧固件顶端的夹紧脚面积较小,过大的夹紧力会导致复材孔周边的损伤破坏,给飞机复材结构的承载力和耐久性带来了严重隐患;且由于复材的高刚性,较小的夹紧力下其临时紧固效果并不明显。随着航空精准装配概念的提出,需要对临时紧固件的连接夹紧力进行控制。
虽然对于临时紧固件的拧紧工艺研究较少,但可以从螺栓拧紧研究中得到借鉴,这是因为临时紧固件本质上也属于螺纹连接。最早在1976年MOTOSH N[2]对螺纹安装过程进行研究,并推导了拧紧过程中转矩系数的数学表达式。DUFFEY T A等[3]在仿真分析中构建了螺纹模型,分析了连接件中螺栓螺纹处载荷情况,检验螺纹处是否会受损,并根据螺栓承受动载荷时的状态变化,得到螺栓预紧力的主要影响因素,最终对施加预紧力的标准进行了优化。ZHANG X W等[4]针对小型螺栓提出了基于预紧力精确控制数学模型的改进转矩法,并在模型中补偿了头下摩擦和螺纹摩擦对预紧力精确控制的影响。试验证明该方法能够减小摩擦对预紧力误差的影响。PERSSON E等[5]通过试验对比了转矩控制法、转角控制法、伸长量控制法(超声波检测)对螺栓预紧力的控制精度,结果表明伸长量控制法(超声波检测)最为精确,误差约2.9%,转矩控制法最低,误差约18%。OMIYA Y等[6]针对管道法兰的螺栓拧紧工艺进行了研究,重点讨论了拧紧顺序、转矩偏差、垫片材料对螺栓预紧力的影响规律。ZHU L B等[7]基于非线性接触力学建立了螺栓的转矩-夹紧力模型,研究了螺距、螺纹角、摩擦因数、转矩对螺栓预紧力的影响规律。李小强等[8]基于航空发动机中TC4钛合金单螺栓连接工艺实验,研究了不同拧紧策略对装配预紧力大小及稳定性的影响,并探索了螺栓预紧力短时衰减规律。
通过上述分析可知,螺栓预紧力的控制受到装配接合面的影响,不同的拧紧策略对于螺栓预紧力的控制精度不同。但由于受到空间、效率及成本的限制,航空装配现场仍使用的是气动拧紧工具,前述螺栓连接的拧紧策略并不能有效地迁移到临时紧固件的拧紧上来,且所研究的被连接件主要是金属材料,其与碳纤维复合材料有着较大差异。因此需要对复材构件上的临时紧固件拧紧工艺进行系统研究。
本文基于搭建的临时紧固工艺实验台,探讨了拧紧工艺对临时紧固件夹紧力的大小及控制精度的影响,具体的工艺因素包括输入气压、拧紧气枪、临时紧固件、复材构件厚度等。以典型的航空复材装配结构为研究对象,探索了临时紧固件夹紧力的短时衰减规律,为航空装配现场的工艺改进提供参考。
1 临时紧固工艺实验系统
1.1 试验件设计
按某飞机结构装配现场实际情况选取复材板材料、厚度、安装孔径。临时紧固件安装实验件设计如图1所示,其由上下两块复材板及临时紧固件组成,复材板厚度分别为9.6 mm和3.4 mm,安装孔径为4.9 mm。
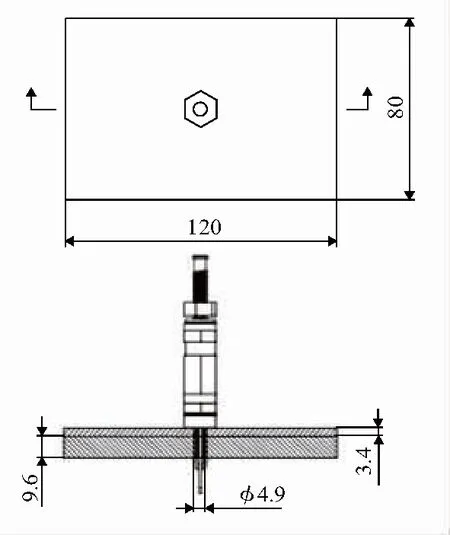
图1 临时紧固实验件结构图
临时紧固件选用的是目前国际上各大航空制造商常用的3种类型:六角两瓣式(国外A公司)、大底脚两瓣式(国外A公司)、多瓣式(国外B公司)。拧紧气枪分别为英格索兰-W500-30-931-GB、英格索兰-W880-20-821-CH-IR、阿特拉斯-VISS.VPA7527D1-10(图2)。

图2 临时紧固件与拧紧气枪
1.2 临时紧固工艺实验台
本文研究均在自研的临时紧固工艺实验台上进行,如图3所示,临时紧固工艺实验台前侧为转矩-夹紧力采集系统,后侧控制箱内为电气元件,右上方嵌入了一块触摸屏。为了对输入气压进行控制,在控制箱内装有电气比例阀,并在触摸屏上即可调节。气压输入到拧紧气枪中后,拧紧气枪带动转矩传感器转动,转矩传感器带动临时紧固件转动,临时紧固件夹紧复材板,产生夹紧力由压力传感器测得。本实验台压力传感器选用的是德国梅斯泰克品牌的K-2529系列,其测量范围为0~10 kN,测量精度为1%。
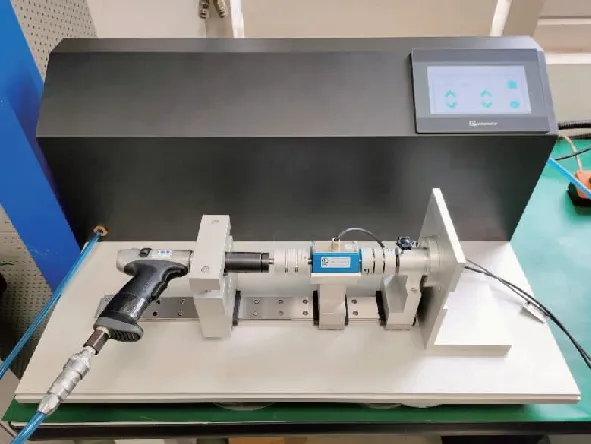
图3 临时紧固工艺实验台
2 输入气压对夹紧力影响
拧紧气枪一般可分为变转矩和定转矩两大类,其中变转矩气枪可以根据输入气压的不同输出相应的转矩以进行拧紧,而定转矩则是不同输入气压下其输出转矩均一致。如前文中的英格索兰公司的气枪均为变转矩,而阿特拉斯公司的气枪为定转矩。图4所示为3种类型的临时紧固件在进行安装时的气压-夹紧力关系图。当输入气压由0.3 MPa增加到0.7 MPa时,拧紧气枪输出的转矩以及临时紧固件所产生的夹紧力也随之增加。由于输出转矩与输入气压近似呈线性关系,因而临时紧固夹紧力与输入气压也近似呈线性关系。由于拧紧气枪的输出转矩波动性,相同气压下,多次安装的临时紧固夹紧力是在一定范围内波动的。
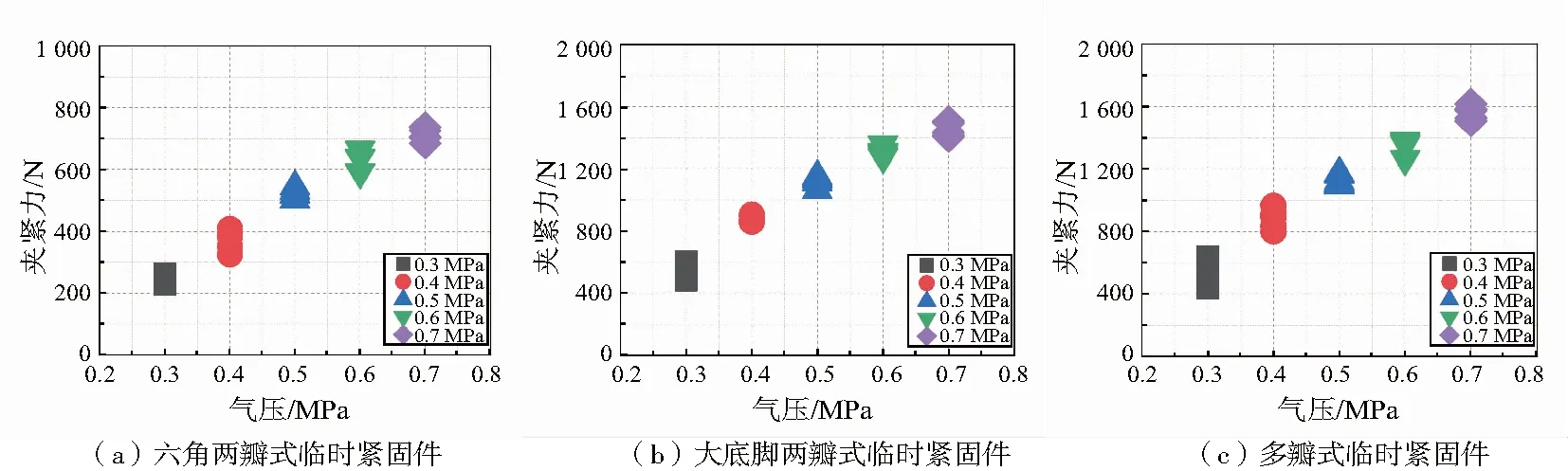
图4 气压-夹紧力关系图
3 拧紧气枪对夹紧力影响
传统的螺栓拧紧方法主要分为转矩控制法和转矩-转角控制法两种,由于输入力矩需要克服螺纹副之间的摩擦和螺栓与被连接件支撑面之间的摩擦,因此相同转矩下预紧力的大小还与螺帽和被连接件之间的润滑条件、加工精度、表面粗糙度等有关。单纯的转矩控制法仍会产生不小的预紧力偏差,因此需要引入转角控制法来进一步保证预紧力的一致性。但对于临时紧固件而言,与被连接件接触的外壳在安装中保持静止,因而被连接件对最终夹紧力的影响较小,单纯的转矩即能对夹紧力产生显著影响。
对于航空装配现场中常用的变转矩拧紧气枪和定转矩拧紧气枪,变转矩拧紧气枪是由输入气压驱动气动马达直接拧紧临时紧固件,而定转矩气枪在气动马达与临时紧固件之间还存在一个离合器,当输出转矩达到离合器设定的输出转矩时,离合器立即断开,从而在理论上保证了输出转矩的一致性。下面就拧紧气枪对夹紧力的影响进行研究,分别对3种不同类型的临时紧固件,保持变转矩拧紧气枪的输入气压不变进行10次安装实验,保持定转矩拧紧气枪的输入气压不变进行10次安装实验。图5所示为3种临时紧固件在变转矩拧紧气枪和定转矩拧紧气枪安装下的夹紧力箱线图, 可以明显看出在保持输入气压不变的情况下,定转矩拧紧气枪安装所得到的夹紧力偏差范围较变转矩拧紧气枪小,其一致性更高。
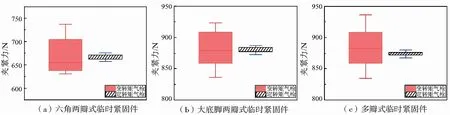
图5 拧紧气枪-夹紧力箱线图
4 复材厚度对夹紧力影响
对比不同厚度复材板下的临时紧固件安装(图6),可以看出当六角两瓣式临时紧固件夹紧9.6 mm厚的复材板时,其夹紧力与复材板厚度为4.2 mm的夹紧力相近,差异在1.3%~2.3%之间,且并未观察到明显的趋势,因此可以认为复材板厚度的增大不会对六角两瓣式临时紧固件的夹紧力产生影响。
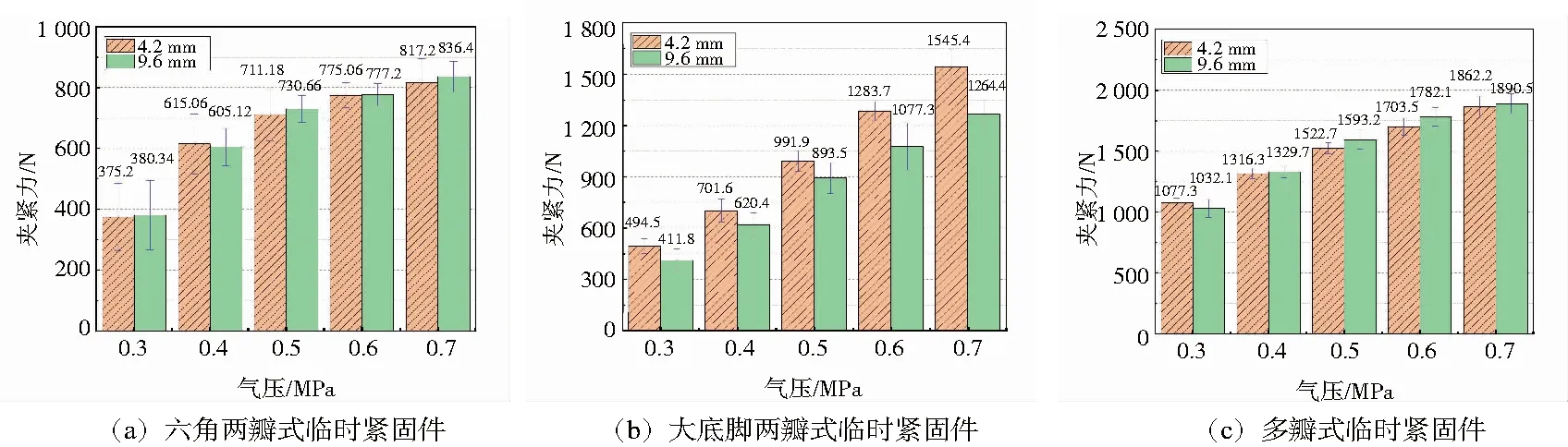
图6 安装厚度对夹紧力影响
当大底脚两瓣式临时紧固件夹紧9.6 mm厚的复材板时,其夹紧力与复材板厚度为4.2 mm的夹紧力相比减小了9.9%~19.7%。考虑原因是大底脚两瓣式临时紧固件的弹性爪呈一弧度,在紧固件夹紧时弹性爪会与孔壁发生摩擦,当复材板厚度增大时,弹性爪与复材孔壁的摩擦时间长,拧紧气枪的转速稍低,因而造成了临时紧固件的最终夹紧力的降低。因此可以认为复材板厚度的增大会稍稍降低大底脚两瓣式临时紧固件的夹紧力。
当多瓣式临时紧固件夹紧9.6 mm厚的复材板时,其夹紧力与复材板厚度为4.2 mm的夹紧力相近,差异在1%~4.7%之间,且并未观察到明显的趋势。考虑到拧紧气枪安装多瓣式临时紧固件的夹紧力波动范围达到了12%,因此可以认为复材板厚度对多瓣式临时紧固件的夹紧力没有影响。
5 临时紧固件夹紧力短时衰减规律
临时紧固件在安装完成后,由于螺纹的微动现象以及复材的黏弹特性,夹紧力会随着时间的增加出现衰退现象。在安装现场,特别是密封剂固化现场,临时紧固件的夹紧力对于密封剂的固化效果至关重要,因此对临时紧固件的夹紧力时效进行试验研究。
图7所示为六角两瓣式临时紧固件、大底脚两瓣式临时紧固件、多瓣式临时紧固件在13 mm厚度复材上安装后,夹紧力随时间变化的曲线。六角两瓣式临时紧固件的夹紧力在4 h后降低了13.1%,24 h后降低了18.6%,48 h后降低了19.7%。大底脚两瓣式临时紧固件的夹紧力在4 h后降低了6.3%,24 h后降低了8.3%,48 h后降低了11.8%。多瓣式临时紧固件的夹紧力在4 h后降低了8.2%,24 h后降低了9.2%,48 h后降低了11.6%。可以看出,多瓣式临时紧固件的夹紧力衰退速度最慢,大底脚两瓣式临时紧固件的夹紧力衰退速度次之,六角两瓣式临时紧固件的夹紧力衰退速度最快。
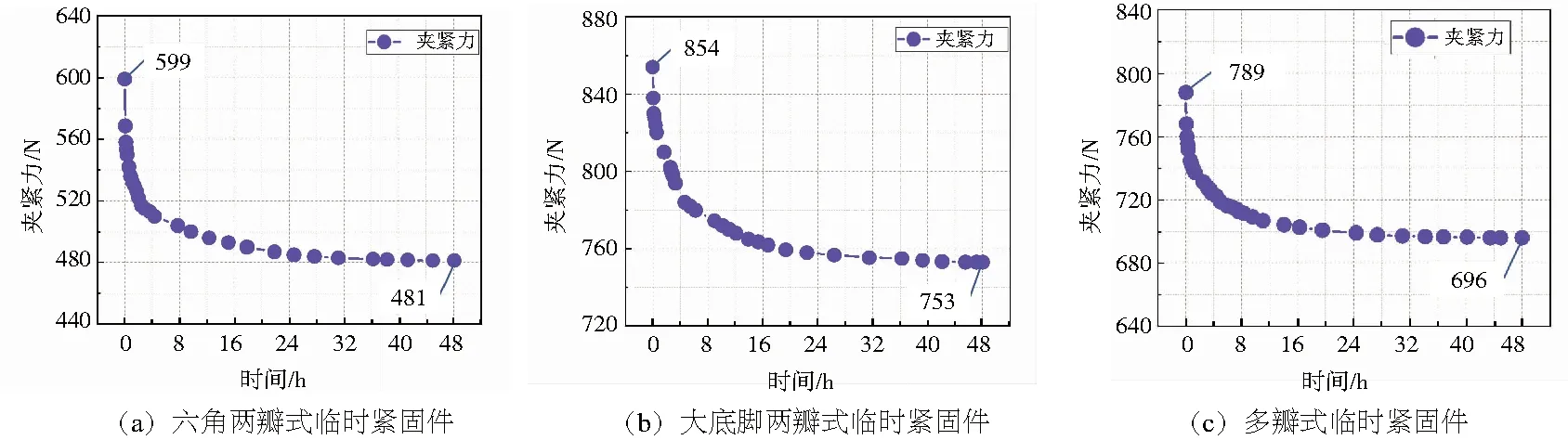
图7 临时紧固件夹紧力衰退曲线
6 结语
本文基于搭建的临时紧固工艺实验台,探讨了拧紧工艺对临时紧固件夹紧力的大小及控制精度的影响。结果表明:对于变转矩拧紧气枪,夹紧力与安装气压之间近似呈线性关系;定转矩拧紧气枪能够显著降低临时紧固件夹紧力分散程度;大底脚两瓣式临时紧固件的夹紧力随复材板厚度增加而下降,六角两瓣式和多瓣式临时紧固件则不受复材板厚度影响;临时紧固件夹紧力在拧紧完成后的4 h之内衰退最快,大致占总衰退量的60%~70%,8 h后临时紧固件夹紧力保持稳定。
猜你喜欢
基层中医药(2022年5期)2022-10-24
地震研究(2021年1期)2021-04-13
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年3期)2018-04-25
电子制作(2018年2期)2018-04-18
会计之友(2018年4期)2018-02-02
喜剧世界(2016年3期)2016-11-26
中国社会历史评论(2016年1期)2016-06-27