铣刀头可正反转的铣刀设计
2022-12-31 08:07□薛飞
机械制造 2022年11期
□ 薛 飞
上汽大众汽车有限公司 上海 201805
1 现场情况
EA888发动机缸体的进排气凸台面是在AF210工序上通过粗、精铣进行加工的。所用的刀具为立装式的机夹铣刀杆,如图1所示。发动机缸体的材质为HT250,粗铣加工进排气凸台面切削余量大,刀片耐用度低。铣刀刀片为近似长方体的形状,中间开有螺钉连接孔,如图2所示。刀片依靠螺钉安装孔的锥面和刀片锁紧螺钉的锥面偏心接触,产生一个指向刀窝的分力,起到对刀片的夹紧作用。同时,为了保证刀片后角的锋利性,刀片的副后刀面由两个平面组成,中间有一条凸起的筋。刀片的形状为长方形,虽然刀片上有八个刀尖,但是现有刀杆安装后实际能使用的刀尖只有四个,造成刀片切削功能极大浪费,需要提高刀片利用率。
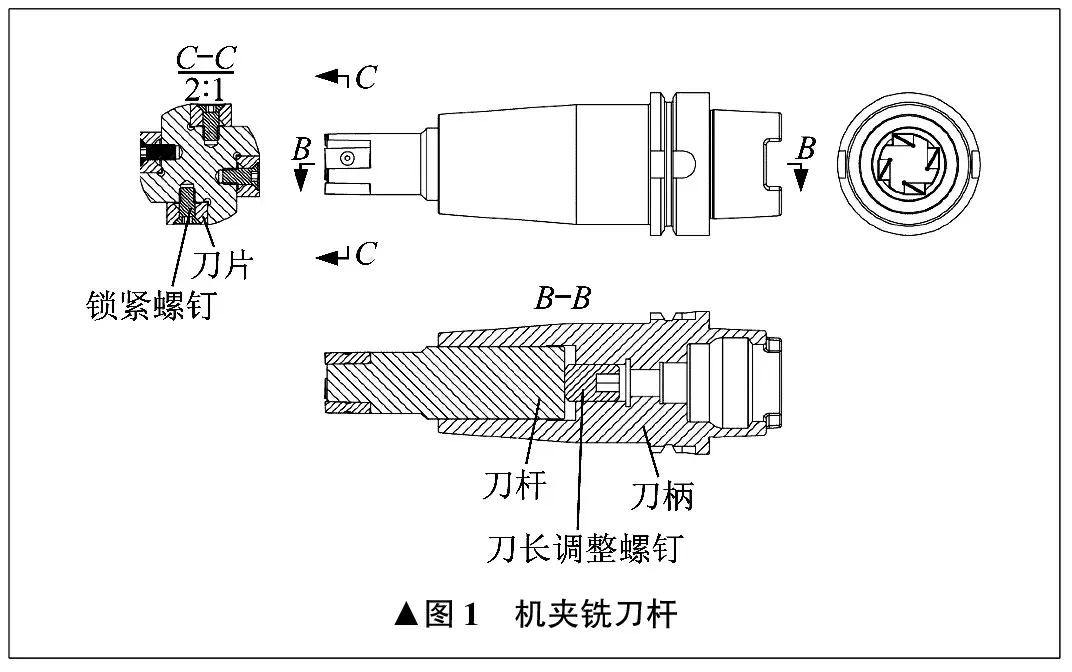
▲图1 机夹铣刀杆
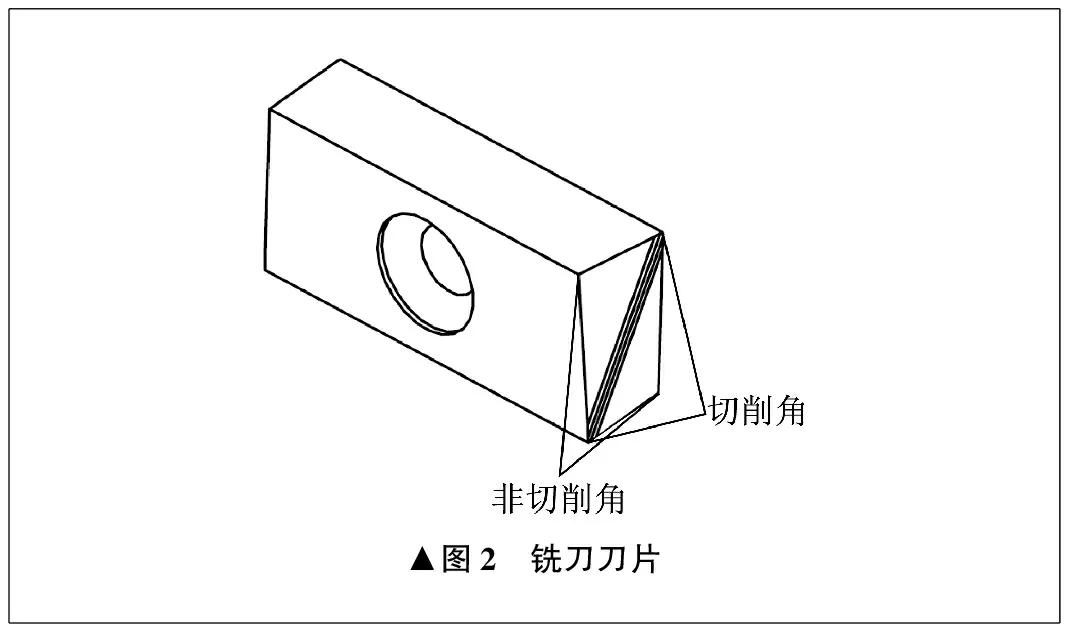
▲图2 铣刀刀片
2 常见提高刀片利用率方法
为了提高刀片利用率,可以将刀片形状改为正多边形,如将长方形刀片改为正方形刀片。但是,正方形刀片由于尺寸限制,刀片的装夹方式需由立装改成平装,在铣刀头直径不变的情况下,有效齿数将由4齿减少到2齿,加工效率降低50%。
还可以将刀片重新修磨,改制成其它形状重新利用。但是,刀片改制需要工具磨床等相关设备,技术难度较高。修磨改制之后的刀片没有涂层,刀具的耐用度较低。
3 正反转铣刀头设计
笔者设计了一种正反转铣刀头,如图3所示。通过正反转铣刀头的组合,充分利用刀片刀尖,可以提高刀片利用率。
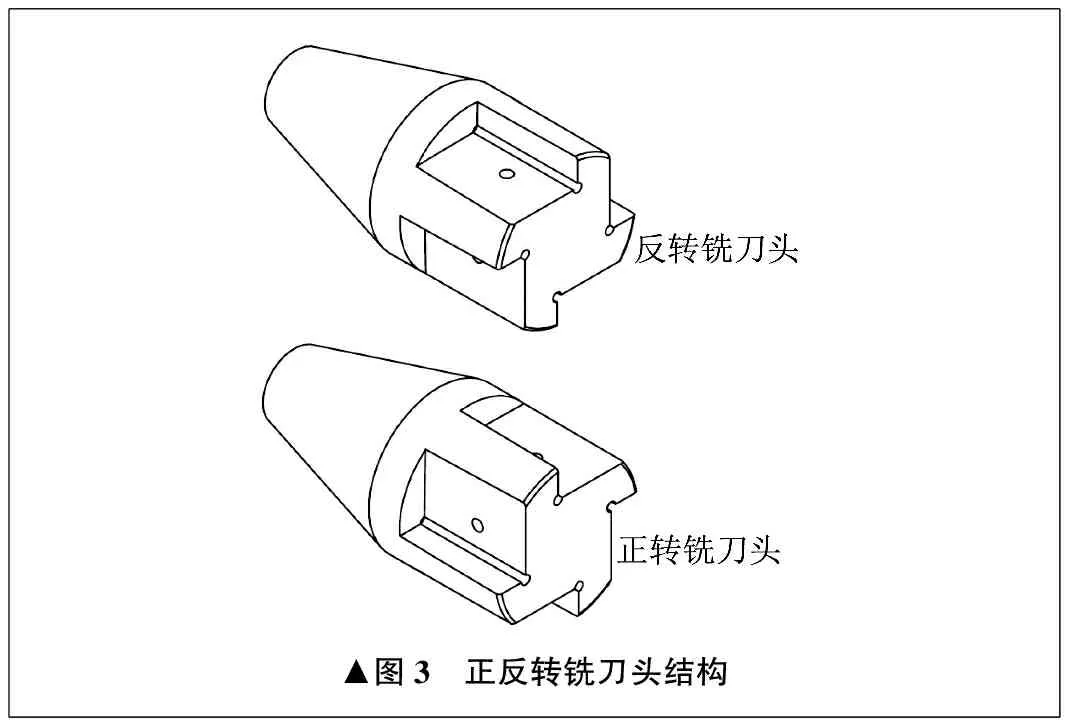
▲图3 正反转铣刀头结构
正反转铣刀头刀窝构成的前角、后角、主偏角、副偏角、刃倾角完全相同,只是铣刀的旋转切削方向互为相反,因此能共用同款刀片,充分利用铣刀刀尖。
铣刀头后部有20°±0.5°的锥度,与铣刀杆内锥面吻合,接触面积大于70%。保证大端接触,用于保证铣刀头的自动定心。铣刀头尾部还有内螺纹,与连接螺栓连接,紧固铣刀头。
正反转铣刀头旋转方向与连接螺栓旋向相同,铣削过程中,旋向使连接螺栓与铣刀头的连接越来越紧固。连接螺栓尾部刻有旋向标记,方便识别。正反转铣刀头与连接螺栓如图4所示。

▲图4 正反转铣刀头与连接螺栓
铣刀片的副后刀面采用内凹槽结构,代替原有刀片副后刀面凸起筋的结构,如图5所示。新型刀片的副后刀面取消了原有的斜向凸起的筋,采用周围内凹的结构来保证刀刃的锋利性,刀片副后刀面中间有凸起的平台,保证刀片安装在刀窝内稳定可靠。
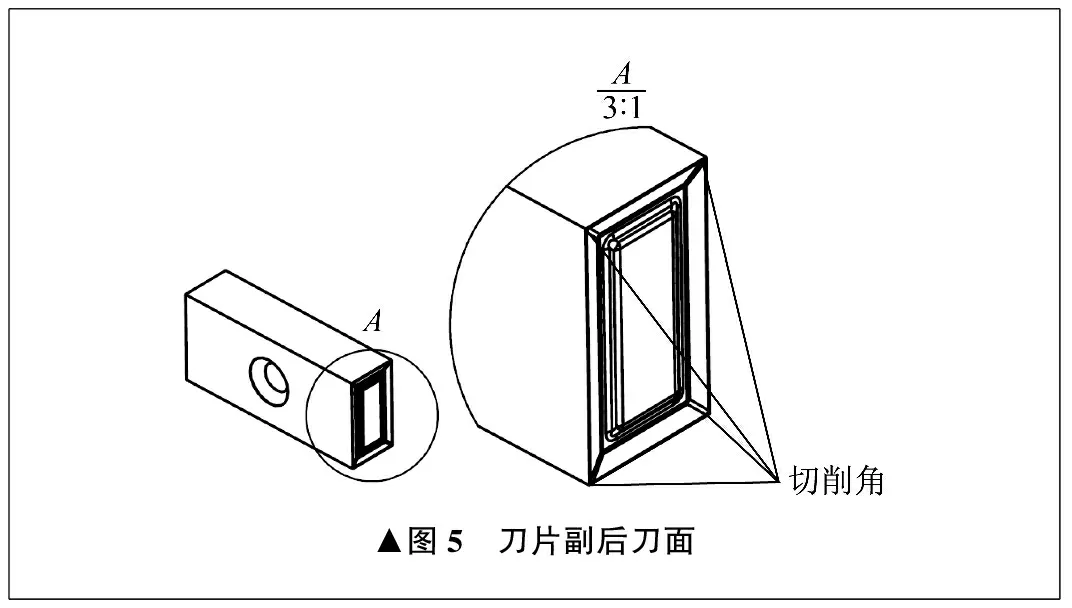
▲图5 刀片副后刀面
4 正反转铣刀头结构
正反转铣刀头连接关系如图6所示。
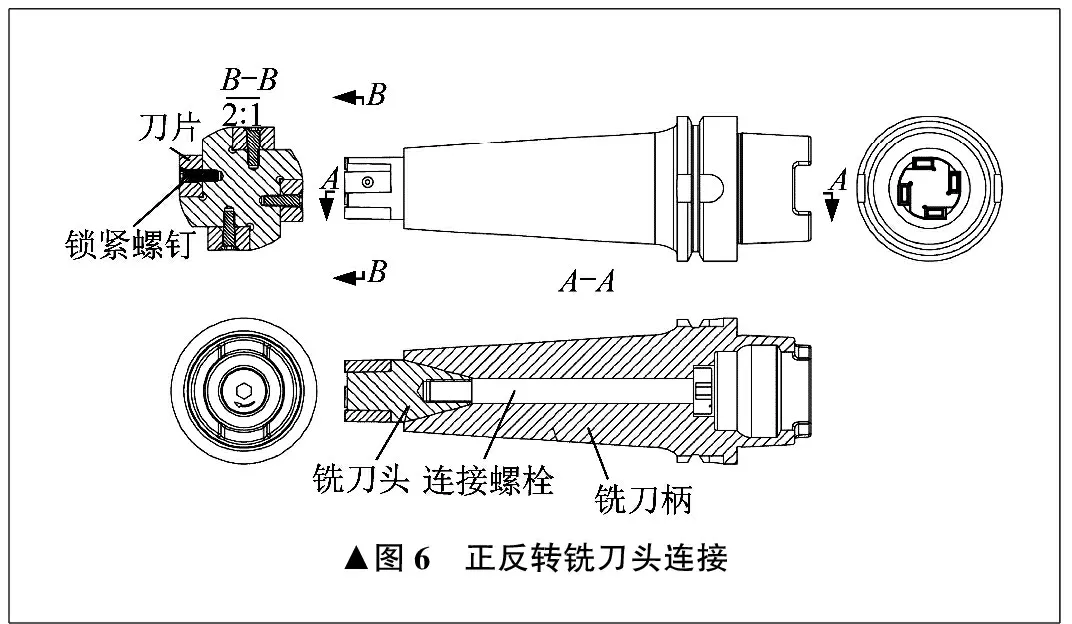
▲图6 正反转铣刀头连接
刀片通过锁紧螺钉固定在铣刀头的刀窝中,铣刀头通过后部的锥柄与铣刀柄内部的锥孔相配合,实现定位。连接螺栓从刀柄尾部装入,连接螺栓头部螺纹与铣刀头尾部内螺纹旋合。拧紧连接螺栓与铣刀柄内锥面贴合,依靠连接螺栓的拉力将铣刀头锁紧。一个铣刀柄各配一个正转铣刀头和一个反转铣刀头。使用正转铣刀头铣削,在铣削过程中,刀片的四个刀尖都磨损后,可以更换为反转铣刀头,将刀片上未使用的刀尖安装上反转铣刀头继续铣削。此时,需要更改机床铣削主轴转向。或者也可以待一批使用正转铣削刀片的刀尖都磨损后,统一更换为反转铣刀头铣削。
5 结束语
笔者通过设计正、反转铣刀头,将刀片四个刀尖充分利用,刀片利用率提升一倍,为企业节约了大量刀具费用,具有一定的推广价值。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
中国机械工程(2022年16期)2022-09-03
表面技术(2022年1期)2022-02-12
小哥白尼(野生动物)(2021年5期)2021-08-30
汽车与驾驶维修(维修版)(2021年7期)2021-08-27
柴油机设计与制造(2020年2期)2020-07-04
汽车实用技术(2019年21期)2019-11-22
中外文摘(2019年19期)2019-11-12
汽车实用技术(2019年7期)2019-04-18
伴侣(2017年6期)2017-06-07