提高大型箱体形位精度的加工技术
2023-02-22 12:19李学群李舒炜
矿山机械 2023年2期
李学群,李 雪,刘 成,李舒炜
1中信重工机械股份有限公司 河南洛阳 471039
2洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
3智能矿山重型装备全国重点实验室 河南洛阳 471039
齿 轮传动是机械装备中应用最广泛的动力和运 动传递形式,广泛应用于矿山、冶金、建材、汽车、航空、船舶等领域[1]。传动齿轮箱是传递动力的齿轮转子重要承载部件,齿轮箱中轴、齿轮、轴承和轴套等零件在其相应的位置,并按照设计的传动关系使其协调地相互运动,组成一个整体,承受较大的载荷并产生较大的变形和应力。齿轮箱制造精度的高低直接影响齿轮的运行状况及使用寿命[2]。齿轮箱传统的加工方法是采用龙门刨床、龙门铣床以及镗床,分工序进行剖分面及孔系的加工,加工精度一般只能达到 7 级,孔系粗糙度为Ra3.2~Ra6.3。随着产能增加,应用于矿山、冶金机械设备的齿轮箱趋向于大型化,传统的加工机床加工方法效率低、精度低,已无法满足大型箱体的加工要求。因此,开发一种大型箱体高效率、高精度的加工方法极为必要。
1 大型箱体的加工技术
大型、超大型箱体具有体积大、结构复杂、极易变形、设计精度高等特点[3-4]。大型箱体结构如图 1 所示,主要由上箱体、上中箱体、下中箱体、下箱体组成。其加工难度大,传统加工方法中由于机床能力受限,难以实现高精度加工的要求。影响大型箱体加工精度的因素主要有各分箱体应力释放引起的应变、机床的精度、箱体的组合精度,以及加工所选择的定位基准、压紧、切削参数和刀具等因素[5]。
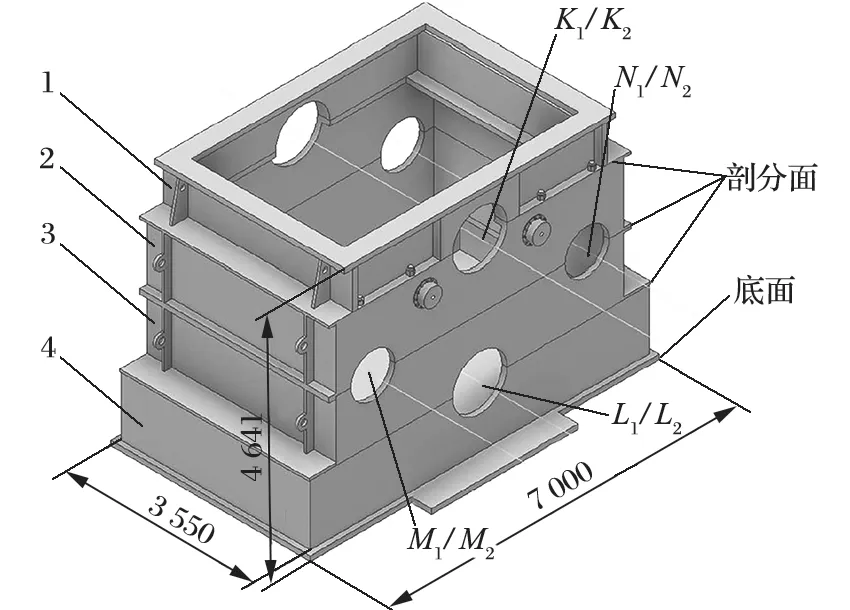
图1 大型箱体结构Fig.1 Structure oflarge gearbox case
完成大型、超大型焊接箱体制造需重点解决两方面问题,一是箱体焊接质量控制,二是箱体加工质量控制,可概括为零件制备、焊接和加工 3 个过程[6]。大型箱体加工工艺流程如图 2 所示。
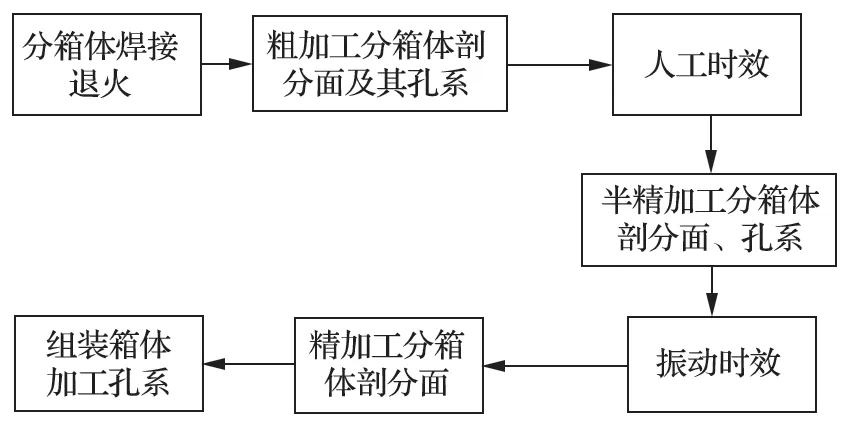
图2 大型箱体加工工艺流程Fig.2 Machining process of large gearbox case
由图 2 可知,大型箱体加工工艺流程基于大型数控龙门镗铣床的高精度和功能多元化,相较于传统多机床、多工序加工剖分面及孔系加工的方法,有如下优点。
(1) 数控龙门铣镗床铣镗主轴是垂直上下运动、并由滑枕带动数控龙门铣镗床铣镗主轴沿龙门横梁横向水平运动。实施镗孔加工时,数控龙门铣镗床直角镗铣装置铣轴悬臂较短,系统刚性好、精度高。
(2) 一次装卡能完成箱体两侧所有孔系及其端面的加工,避免了二次调装、旋转、找正误差,提高了加工精度。
(3) 加工流程中粗、精分开,采取人工消除应力、自然消除应力及多工步加工方法,最大限度释放焊接、退火残余应力及减少机械加工应力,保证了各分箱体的稳定性。
(4) 加工基准是均布放置于大型精密数控龙门铣镗床固定式工作台上 12 件等高垫铁。12 件等高垫铁找正精度≤0.05 mm,加工过程中各分箱体剖分面、基准面与等高垫铁紧密贴合,保证了加工、安装基准一致。
(5) 专检技术员对加工过程实时监测,通过激光检测仪配合机床,根据检测结果进行微调,以达到设计要求,很好地保证了其所要求的高形位精度和低表面粗糙度。
2 加工实例
2.1 加工精度要求
大型铝板轧机传动齿轮箱箱体加工精度如图 3 所示。
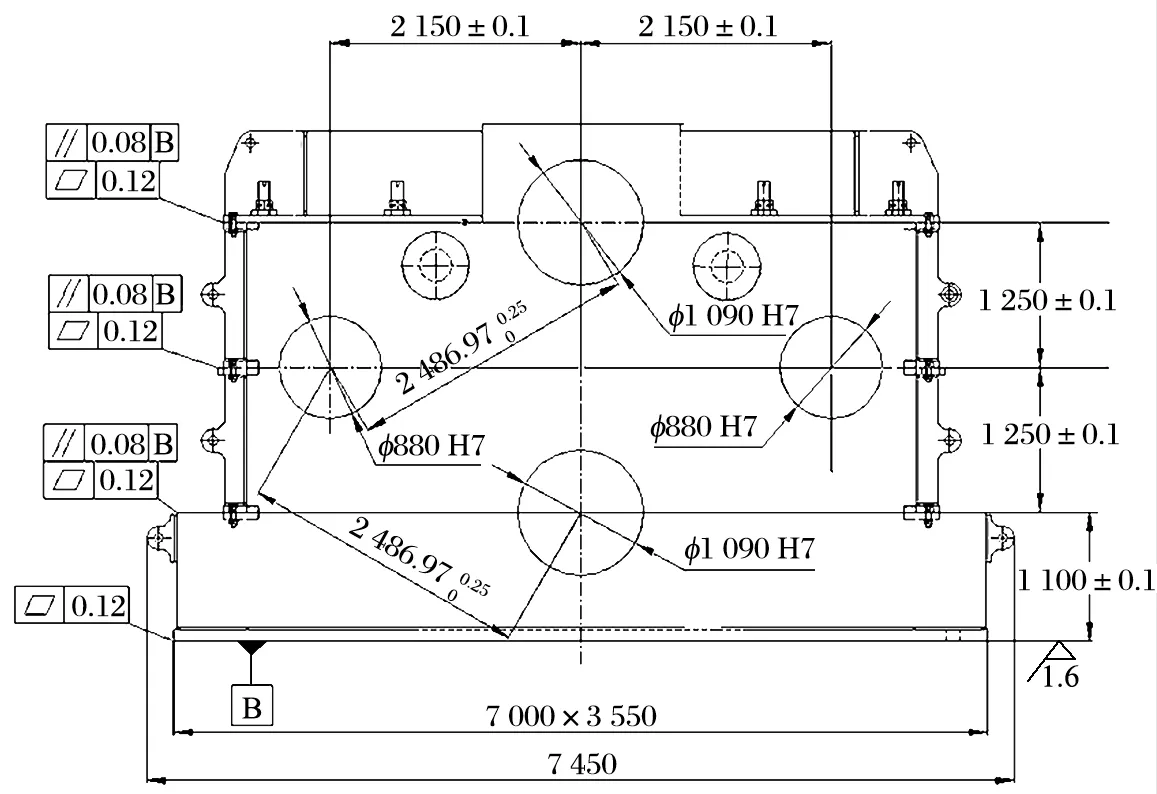
图3 大型铝板轧机传动齿轮箱箱体加工精度Fig.3 Machining precision of gearbox case for large aluminum sheet mill
2.2 机床和刀具
机床选择 PT6500AG-S2 大型精密数控龙门铣镗床。其工作台尺寸为 6.5 m×18.0 m,工作台面距主轴端面最大距离为 5.0 m,主轴最大垂直行程为 3.0 m,龙门横梁垂直行程为 3.0 m,铣镗主轴水平行程为 7.2 m。
加工各分箱体剖分面及基准面选用刀盘直径为 200 mm 面铣刀,根据不同加工工序配备粗加工刀片、精刀片和修光刀片;加工孔系时,根据不同工序选用不同刀具,粗加工选用刀盘直径为 200 mm 插补铣刀,精加工选用可调镗铣刀。
2.3 分箱体加工
实现箱体孔系加工前必先对各分箱体进行加工,再将各分箱体采用螺栓连接后实施加工。根据多年生产齿轮箱经验,结合本箱体的尺寸规格和结构特征,机加工专业会同焊接、热处理等相关专业技术专家经过多次研判论证,制定本工艺流程各工序间余量如表 1 所列。
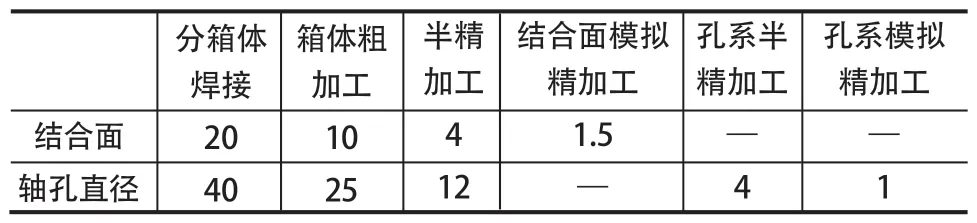
表1 加工余量Tab.1 Machining allowance mm
2.3.1 分箱体粗加工
分箱体粗加工如图 4 所示。加工前,对分箱体划线,检查焊接件变形及加工余量,同时为粗加工找正基准。粗加工不要求加工精度,主要是大量去除各分箱体加工面余量,释放各分箱体内部应力,同时使箱体内部应力重新分布。选用普通大型镗铣床、选用大切削用量进行粗加工,以使粗、精加工分机床执行,充分发挥粗、精机床的效能。粗加工根据应力变形情况,加工余量如表 1 所列。尽可能减少加工余量,以减少精加工量和精加工应力。
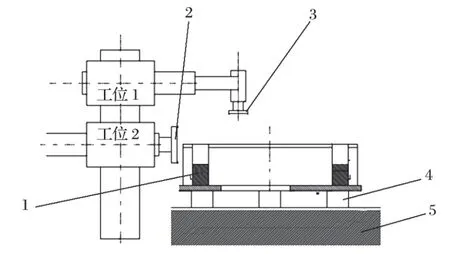
图4 分箱体粗加工Fig.4 Rough machining of sub-case
2.3.2 分箱体模拟精加工
分箱体模拟精加工、精加工及箱体加工均在大型数控龙门铣镗床上实施。12 件等高垫铁均布放置于大型数控龙门铣镗床固定式工作台上做定位基准。去应力后,各分箱体剖分面依次放置于 12 件等高垫铁上,分箱体剖分面或基准面与等高垫铁所在平面重合,找正各分箱体不加工内腔,找正精度≤0.5 mm,选装不同刀具,输入设计参数和选取的切削参数,运行程序合格后,启动机床。各分箱体剖分面、下箱体基准面及半孔系及孔系端面选取不同切削参数模拟加工,以满足各分箱体设计精度。最佳精加工切削参数:转速为 300 r/min,切削深度为 0.15 mm,直线进给速度为 500 mm/min。模拟精加工的目的是去除各分箱体加工面余量,减少精加工量,释放内部应力,为实现各分箱体精加工及箱体加工奠定基础。
2.3.3 分箱体精加工
对各分箱体剖分面精加工,各分箱体的半孔系暂不加工,待组装成箱体后再加工。各分箱体剖分面或基准面精加工输入的切削参数为模拟精加工选出的最佳切削参数,以保证各分箱体剖分面的形位精度和粗糙度,以及保证后续各分箱体的组装精度。
待各分箱体剖分面精加工成后,依次划各分箱体剖分面上连接孔位置线。重新调整机床,换装钻镗孔刀具,钻镗各分箱体剖分面连接孔,保证各剖分面连接孔的位置度和垂直度。
2.4 分箱体去应力
各分箱体除了焊接后去应力退火及各工序、各工序间吊装、转运及停放自然释放应力外,还增加了粗加工后人工退火时效和振动时效。
各分箱体粗加工后进行人工退火释放应力处理,以释放各分箱体的焊接毛坯残余应力和粗加工应力,保证各分箱体内部组织趋于稳定,为提高精加工精度奠定基础。
各分箱体半精加工后进行人工振动时效释放应力。通过选择最有利于释放应力的不同振型谐波频率对工件进行振动,再次释放和平衡各分箱体内部应力,使各分箱体内部组织更加趋于稳定,保证精加工精度。
2.5 大型箱体组装
在大型精密数控龙门铣镗床上直接进行大型箱体组装,以减少大型箱体吊装转运引起的应力变形。根据箱体结构,先将下箱体基准面置于大型精密数控龙门铣镗床固定式工作台 12 件等高垫铁上,由操作工配合找正等高垫铁,找正精度≤0.05 mm,下箱体基准面与等高垫铁紧密贴合,保证与各分箱体加工时定位基准一致。而后依次将各分箱体相配剖分面叠加,各箱体内腔及剖分面连接孔对正,兼顾外形对正,研磨剖分面,使各剖分面贴合紧密,通过工艺连接件联接把紧,并加工定位销孔定位。
2.6 大型箱体精加工
大型箱体组装完成后划线找正,找正精度 ≤0.05 mm。调整机床,编制程序,输入图纸参数和镗孔切削参数,调试程序并模拟加工合格后进行加工。加工时先选装插补铣刀、再选装可调镗铣刀,一次装卡插补半精铣、半精镗、精镗各孔系及其端面。大型箱体孔系如图 5 所示,先加工一侧孔系及其端面,再加工另一侧孔系及其端面。由一侧孔系调换至另一侧孔系加工时,工件同工位,只调整机床刀位。插补半精加工完成后,在箱体装置一端上、下中箱体结合面处铣一精加工找正工艺基准,粗糙度为Ra3.2,而后松压板,充分释放加工应力,待工件冷至室温后重新找正,半精镗各孔系。选取满足设计精度要求的最佳精镗孔切削参数:可调镗铣刀转速为 25~ 30 r/min,横向进给为 0.1 mm/r,切削深度为 0.25 mm。各孔系精镗孔前,孔系直径方向按工艺规程留余量 0.6 mm,激光跟踪仪配合检测各孔系之间的形位精度。根据激光仪检测结果,微调数控程序,同时输入最佳镗孔参数,精镗各孔系及其端面。
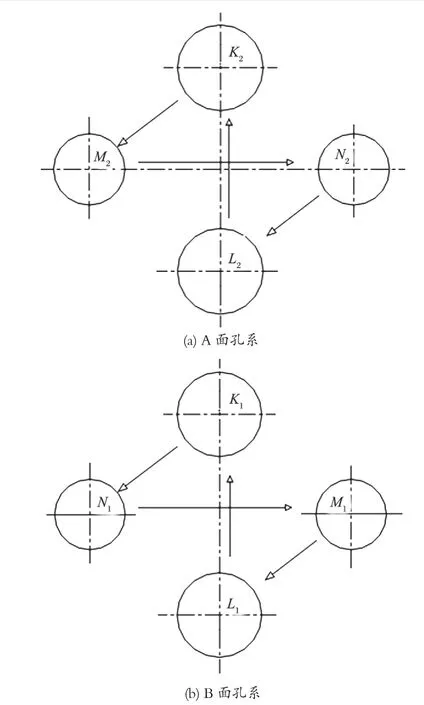
图 5 大型箱体孔系Fig.5 Hole system of large gearbox case
3 加工效果
数控龙门铣镗床镗孔如图 6 所示。激光检测仪配合机床、专检人员检测箱体各孔系的形位精度,粗糙度检测仪检测各孔系的表面粗糙度,箱体的几何尺寸由专业检测人员利用专用测量工具和大型精密数控龙门铣镗床配合检测。检测记录如表 2 所列,各项检测结果均达到或超过图纸要求。

图6 数控龙门铣镗床镗孔Fig.6 CNC gantry boring and milling machine
由表 2 可知,与传统技术相比,大型数控龙门铣镗床加工大型箱体时,其形位精度达到了 4 级,表面粗糙度达到Ra1.5,满足图纸设计要求的Ra1.6。相对于传统分工序加工,形位精度提高了 2~ 3 级,表面粗糙度提高了 1~ 2 级,同时箱体的几何精度达到了 6 级。经过装配试车,整机的震动和噪音均得到降低,整机性能得到提高。利用大型数控龙门铣镗床加工大型箱体,减少了中间转序环节,而且数控机床的精加工效率高,减少了大型箱体装配调整和返修时间,加工效率提高了约 20%。
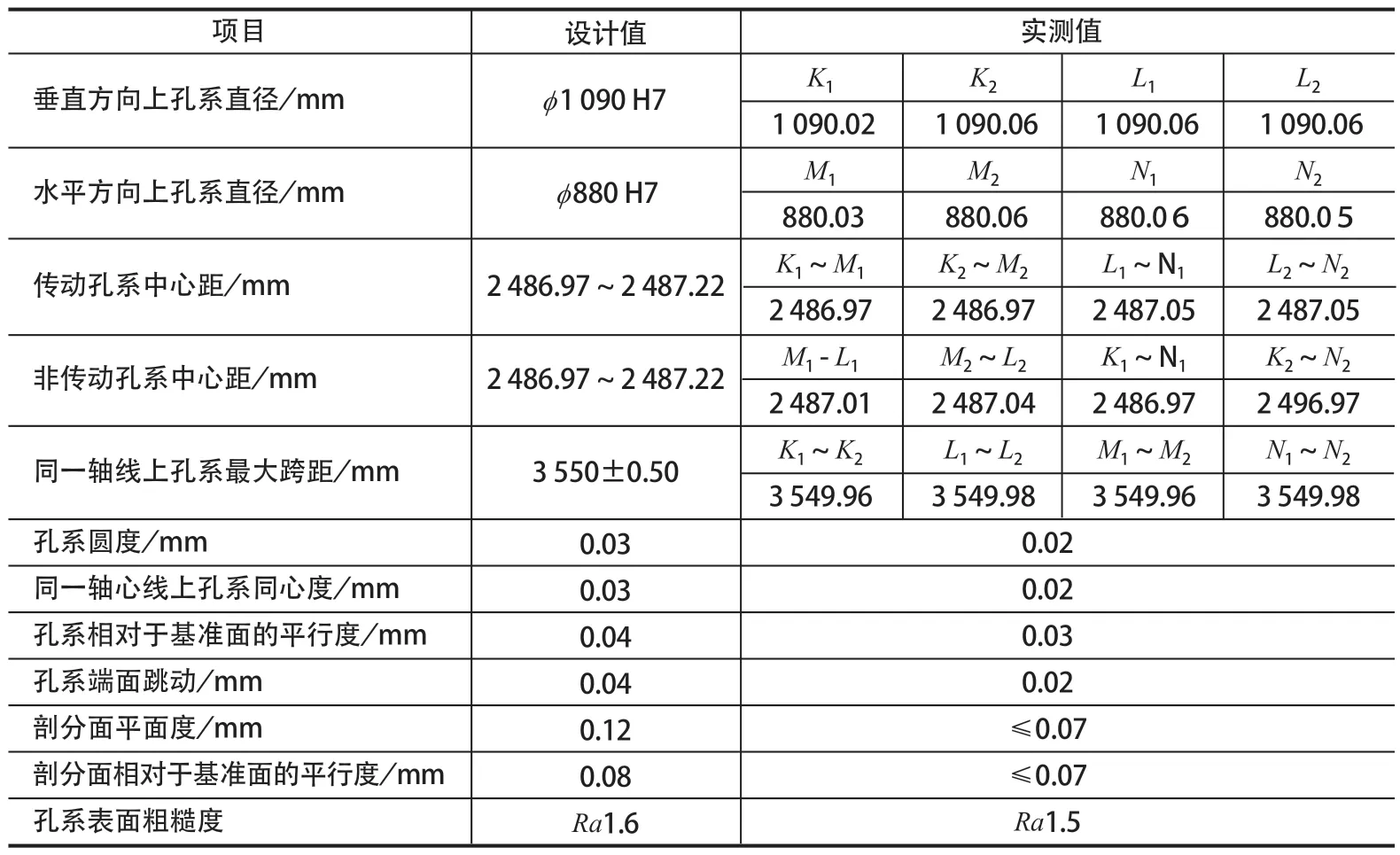
表2 精度检测Tab.2 Accuracy detection
4 结语
通过实例验证了大型数控龙门铣镗床加工大型箱体的工艺流程、工序余量和切削参数的经济合理性,为加工类似大型齿轮箱体提供了技术支撑。该技术易操作,普通铣工、镗工即可实施,适用于其他空间孔系、高精度、超大型零部件的加工与制作。
猜你喜欢
装备制造技术(2021年2期)2021-07-21
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
河北书画研究(2020年1期)2021-01-18
文苑(2019年24期)2020-01-06
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年6期)2018-01-19
棋艺(2016年6期)2016-11-14
中国市场(2016年45期)2016-05-17