
抚顺页岩油深加工方向研究
2023-07-29 07:41赵宝超梁轩远东页岩炼化有限公司辽宁抚顺113008
化工管理 2023年20期
赵宝超,梁轩(远东页岩炼化有限公司,辽宁 抚顺 113008)
0 引言
随着我国经济的高速发展,国民生产生活对石油的需求也不断增加,国产原油已无法满足人民生产生活的需求,我国每年都要大量进口海外原油。国家海关总署统计数据显示,2021年我国原油进口量为5.13亿吨,2022年前7个月进口原油2.9亿吨[1],预计全年超过5亿吨,市场对外依存度超过70%。2022年以来受疫情和地缘政治影响,国际原油供应风险加剧,石油价格波动剧烈,因此加强国内非常规油气资源开发和多元化尤为重要。
页岩油是我国非常规油气资源开发的重要方向,国家能源局在2021年页岩油勘探开发推进会中提出,将加强页岩油勘探开发列入“十四五”能源发展规划[2]。页岩油资源存量大、分布广泛、工业化起步早、提炼工艺成熟,开采提炼成本较其他人造石油低。抚顺地区早在20世纪30年代就已实现浅层油页岩提炼页岩油的工业化生产,并不断改进工艺技术至今,已成为全国最大的低温干馏页岩油生产地。2021年全国页岩油产量240万吨[3],其中采用浅层油页岩加工提炼页岩油56万吨。抚顺页岩油2021年产量43.8万吨,占全国页岩油产量的18.3%、占浅层油页岩提炼页岩油比重78%,因此研究抚顺页岩油的深加工方向有着重要的意义。
1 抚顺页岩油性质
抚顺页岩油常温状态下通常为褐色膏状物,密度较重;由于其蜡含量高,相应的凝固点较高;沥青质含量较低,硫含量不高,氮含量和氧含量很高,带有强烈的刺激性臭味;金属镍、钒含量均不高;页岩油柴油组分及含蜡蜡油收率很高,轻质油组分(<200 ℃)和减压渣油组分(>540 ℃)的收率很低。同天然石油相比,其密度、硫含量和特性因数与辽河原油相当,金属含量也与天然石油相近;按硫含量与关键组分分类属于含硫中间基油。页岩油各馏分具体参数如表1所示。
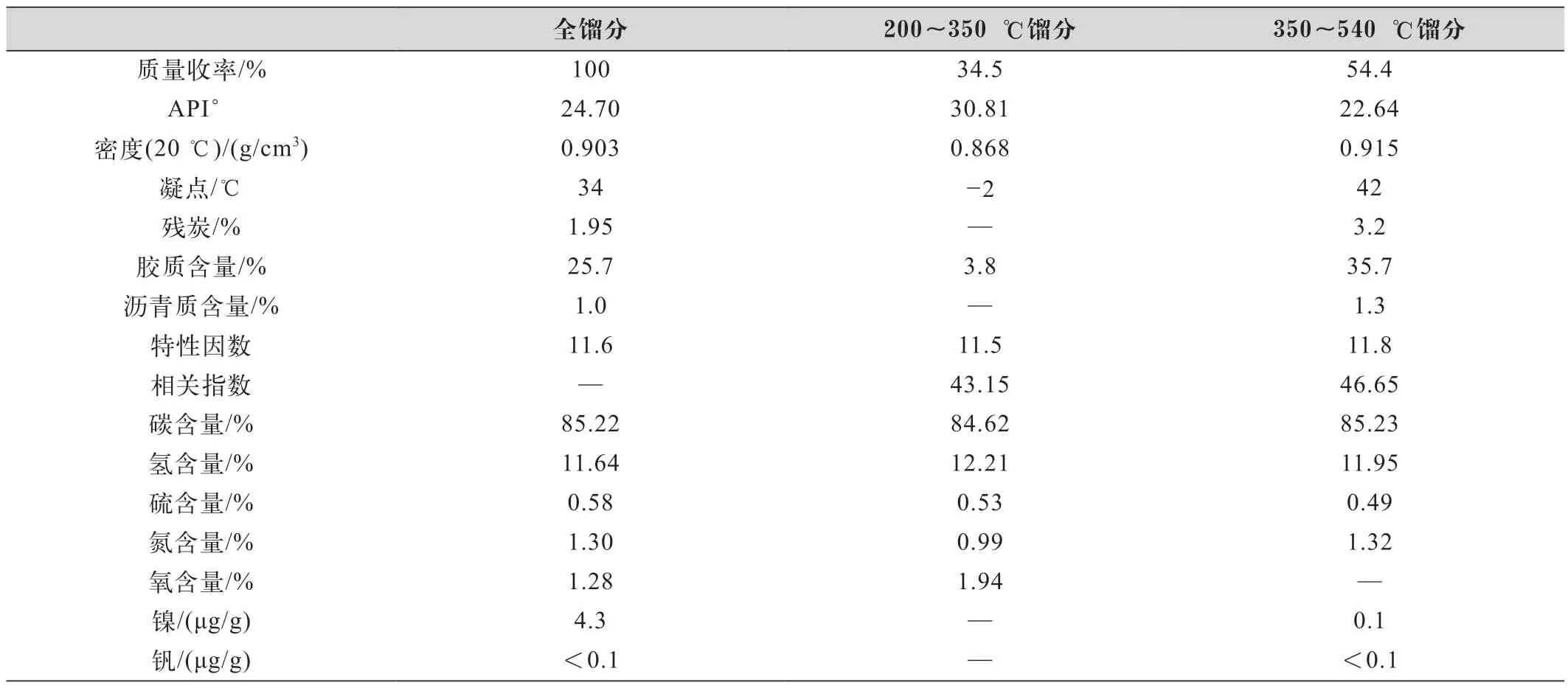
表1 抚顺页岩油各馏分性质
抚顺页岩油硫含量为0.58%,虽然全馏分硫含量不高,但与一般原油窄馏分硫含量的分布规律不同,抚顺页岩油各窄馏分的硫含量没有随沸点升高而相应升高的特征,硫分布比较均匀。具体窄馏分数据如表2所示。

表2 页岩油窄馏分硫元素分布(质量分数)
抚顺页岩油的氮含量很高,达到1.24%,与绝大部分氮量在0.5%以下的天然石油相比,高出约2.5~8倍;各窄馏分的氮含量随着沸点的增加而相应升高,除<225 ℃的两个馏分外,其他各窄馏分的氮含量都在0.90%以上,柴油馏分接近1%,蜡油馏分氮含量达到了1.32%,>500 ℃馏分达到1.64%。过高的含氮量会使二次加工过程中的催化剂中毒失活造成不可逆的影响;也会降低相关燃料油产品的安定性,使其与空气接触以及在光和金属的催化作用下,颜色变深并产生胶状沉淀。具体窄馏分数据如表3所示。

表3 页岩油窄馏分氮元素分布(质量分数)
页岩油的柴油馏分收率很高,该馏分的密度、运动黏度、凝点、闭口闪点等性质以及馏程均达到了0 号柴油国家标准的要求,有着较高的十六烷值,在精制后可以生产国标柴油;页岩油的蜡油馏分收率也很高,在经过预处理后可以作为加氢裂化或催化裂化原料,其中柴油馏分与蜡油馏分占页岩油总质量的89%。但页岩油中胶质含量也很高,胶质是一种高沸点混合物,主要是由稠环芳烃组成,在高温条件下极易转化成积碳。一般原油的常压渣油胶质含量在10%~15%,减压渣油不超过20%,而抚顺页岩油的胶质含量高达25.7%,在后续加工过程中易造成催化剂的快速失活。
2 页岩油的加工工艺
页岩油是油页岩内部有机质受热分解生成的产物[4],因此在组成方面抚顺页岩油较天然石油更为复杂,其氮、氧、不饱和烃化合物以及芳烃含量高,还含有较多极性化合物,给后续加工制精造成困难。目前对抚顺页岩深加工方向的研究有很多,主要方向包括两个方面。一是采用加氢预处理方式脱除页岩油中的杂原子化合物。我国在20世纪50年代就已将加氢精制技术应用于加工煤焦油和页岩油,多年以来加氢精制工艺始终是改善和提高页岩油品质量的重要手段之一,其目的都是降低含氮、硫、氧等非烃化合物含量后,再采用成熟的石油炼制工艺进行深加工。二是采用非加氢工艺对页岩油进行分级分质处理,再对不同产品进行精制。非加氢预处理工艺主要采用萃取、脱碳等方法对抚顺页岩油进行相应的加工,在分级分质的过程中将含氮的非烃化合物集中到某一馏分中,从而降低其他馏分的氮含量,之后再对氮含量较少的馏分进行加氢精制产出合格产品。下面对各种工艺进行介绍。
2.1 加氢精制加氢裂化组合工艺方案
抚顺页岩油在进行加氢预处理后油品性质会大幅度改善。装置可采用两段加氢工艺,一段加氢精制生产石脑油、柴油及加氢尾油馏分,二段对加氢尾油进行进一步加工。由于抚顺页岩油的氮含量很高,需要较高的反应压力和温度来提升脱氮效果,同时较高的沥青质含量,使得反应压力或氢分压较低时,催化剂会很快失去活性;因此抚顺页岩油的加氢精制需要较高的反应压力和反应温度及较大的氢油比。加氢精制后的石脑油收率较低,可作为优质的催化重整预加氢原料、蒸汽裂解制乙烯原料或汽油调和组分;柴油馏分基本能达到国Ⅵ柴油指标,且十六烷值较高。加氢精制后的尾油能达到加氢裂化装置进料的要求,通过芳烃饱和、多环芳烃部分开环、长链烃断链等反应,生产轻质汽、柴油馏分;也可以作为异构脱蜡装置原料,脱蜡后精制生产润滑油基础油、轻质白油及工业白油基础油。但由于抚顺页岩油氮、氧含量高,加氢精制后生成的氨气和水对加氢裂化催化剂会有明显的抑制作用。
2.2 加氢精制-催化裂解组合工艺方案
相较于加氢裂化催化剂对于原料中氮、氧指标的苛刻要求,催化裂解装置对于催化剂的要求相对低得多,一般减压馏分油总氮含量在小于0.25%都可以作为催化裂解的原料。抚顺页岩油在采用加氢精制工艺生产合格柴油馏分后,剩余的加氢尾油性质完全可以满足催化裂解装置的进料要求。加氢精制后的尾油在高温催化剂条件下发生裂化反应,生产低碳烯烃和轻质燃料油。由于页岩油经过加氢精制处理,原料蜡油馏分的氢含量会有所增加,H/C比的增加会使产品中低碳烯烃和轻质燃料油的收率也随之增加;但经过加氢预处理后的页岩油蜡油馏分的残碳会有较大下降,由于催化裂解是自身热平衡的装置,残碳的下降会降低装置的生焦量,生焦不足会影响装置整体热平衡。为解决热平衡问题可以掺炼部分石油渣油馏分增加原料残碳,或采用自产柴油、干气进行补燃,但会造成原料污染、装置运行成本升高、再生器操作难度大和安全风险增加的问题,使装置的建设和运行成本增加。
2.3 采用溶剂精制预处理工艺的方案
我国很早就开展了对抚顺页岩油进行溶剂精制的研究,20世纪50年代已实现了抚顺页岩油热加工—酸碱精制工艺,但由于当时技术比较落后,存在加工损失大、轻质油品收率低、产品质量差、酸碱渣造成环境污染等问题[5]。随着对页岩油非烃类化合物研究的发展和溶剂精制试验研究的深入,实验室已能实现对页岩油酚类和吡啶碱类的提取,但在工业化过程中,对高性价比溶剂的选择、反应条件的设定、剂油比的控制、抽出油收率、溶剂环保处理等方面还需继续完善;溶剂精制后提取的粗酚产品还需要进一步精制分离才能成为合格产品,抽出油则需要加氢精制后才能作为二次加工装置的原料。
2.4 采用络合精制预处理工艺的方案
络合脱氮工艺也是目前非加氢脱氮工艺中比较成熟的方向,多用于焦化蜡油、润滑油等低含氮量油品的精制,但还没有针对高氮油品的成熟工业化装置。因此采用络合脱氮的工艺路线分为两种,一种是针对页岩油的柴油馏分,另一种是针对页岩油全馏份。针对页岩油的络合萃取工艺很早就已开展,1995年石油大学张胜等就与中国石油化工总公司开展了络合法分离抚顺页岩油中氮化物的研究[6],此后辽宁石油化工大学翟学研、张哲明等也对抚顺页岩油及其馏分油的氮化物的脱除进行了研究[7-8],此外黑龙江科技大学吴鹏对Lewis 酸脱页岩油中碱性氮的络合工艺及动力学进行了研究[9]。由于抚顺页岩油全馏份络合脱氮后氢含量和裂解性没有得到改善,蜡油馏分即使可以达到催化裂化装置原料要求,其产品收率和性质与加工加氢蜡油相比要低很多;还会存在脱氮脱氮效率低、沉降时间长、抽出油比例低、脱氮废渣环保处理难、高氮油加工困难等实际问题。
2.5 页岩油热裂化脱碳-加氢精制加工方案
采用热裂化脱碳-加氢精制工艺加工全馏分页岩油或重油馏分是抚顺页岩油最早的深加工方式之一。全馏份页岩油通过延迟焦化装置加工后,可生产焦化汽油、焦化柴油、焦化蜡油和焦炭,但焦化柴油馏分性质较页岩油直馏柴油性质相差很大;焦化蜡油馏分的氮含量虽有所降低,还是无法满足催化裂化装置的进料要求,因此目前页岩油的热裂化工艺多针对页岩油的重质油馏分。页岩油通过常压蒸馏装置将柴油馏分与重油馏分分别分离出来,柴油馏分进入加氢精制装置,生产合格燃料油产品;重油馏分作为延迟焦化装置原料,通过热裂化工艺生产燃料油和焦炭;所生产的品质较差焦化柴油,可以和页岩油的直馏柴油混合后一同加氢精制,使其产品性质得到改善。页岩油焦化汽油和蜡油收率相对较少,但在指标方面很差,只能直接作为其他加工装置原料的调和组分;所产的原焦经煅烧后,可用于制造电石和碳化硅或用作金属铸造的燃料。
2.6 页岩油调和后脱碳加氢方案
目前抚顺页岩油多作为船用燃料油或原油馏分油的调和组分。由于船用残渣燃料油对氮含量没有明确要求,页岩油的高氮对其品质影响不大,且抚顺页岩油硫含量不高、其他指标都远由于船用燃料油RMG180要求,因此是船燃的优质调和组分。还有一些原油加工企业,将抚顺页岩油作为原油或减压渣油的调和组分,利用抚顺页岩油柴油馏分十六烷值高的特点改善直馏柴油和渣油加氢后轻油产品的性质;在调和过程中,抚顺页岩油被大比例稀释,稀释后油品的氮含量能满足催化裂化装置要求,混合重油馏分在高温催化剂条件下发生裂化反应,生成轻质燃料油油和液化气等产品;大部分含氮化合物在脱碳过程中生成焦炭燃烧。
3 页岩油深加工方向的经济性分析
页岩油无论是生产油品还是化工原料,都需要脱除硫、氧、氮等杂原子,在技术上最成熟的页岩油深加工方案是对页岩油加氢预处理后,作为石油二次加工装置的进料,生产燃料油品和化工产品。目前抚顺石油研究院(FRIPP)的FFHT工艺已实现抚顺页岩油的工业化生产,指标达到设计要求。由于抚顺页岩油原料的氮、氧、烯烃含量高,必然导致在加氢过程中的氢耗十分巨大;抚顺页岩油采用加氢精制—催化裂解组合工艺时,在保证柴油馏分合格的前提下,页岩油全馏分加氢精制装置总化学氢耗在270~280 Nm3之间,是一般柴油加氢精制装置的2.5~5倍;而石油在二次加工过程中只有40%~60%组分需要加氢精制,这使得抚顺页岩油在吨原料氢耗方面与天然石油的差距十分巨大,在采用相同加工方案时抚顺页岩油的加工费会远远高于天然石油。
4 结语
关于页岩油的研究已有近百年历史,对于油品性质也有着较为完善的分析,但是多年以来人们往往将页岩油当作天然石油考虑,习惯性套用石油成熟的加工经验,由于石油炼制过程中使用的催化剂都是针对天然石油性质配套研发的,导致在加工页岩油过程中需要对原料进行预处理,大大增加了成本。而此前页岩油与石油相比产量较小,限制了科研院所对其加工技术研发推广的积极性。目前国内采用加氢工艺精制页岩油的技术方案虽然成熟可靠,但相比石油原料存在设备投资大和操作费用高的问题,经济性较差,导致目前页岩油只能作为调和原料使用。但随着科学技术的进步和页岩油工业的发展壮大,其加工方案也会不断成熟,因此在加工方案的选择上不单要考虑工艺技术方面的可行性,更要考虑好经济效益,只有这样才能不断推进页岩油产业的有序良性发展。
猜你喜欢
石油沥青(2022年4期)2022-09-03
价值工程(2022年19期)2022-06-14
石油石化绿色低碳(2019年6期)2019-01-14
中国特种设备安全(2018年10期)2018-12-18
文学少年(绘本版)(2018年5期)2018-07-02
黑龙江科学(2017年21期)2017-12-14
山西化工(2016年5期)2016-12-17
广西林业科学(2016年2期)2016-03-20
化工管理(2015年14期)2015-12-21
石油化工应用(2014年8期)2014-12-24
