
塑胶包装之按扣结构的设计与探究
2023-10-06 13:39曾令扬王传龙
橡塑技术与装备 2023年10期
曾令扬,王传龙
(普拉斯包装材料有限公司,四川 宜宾 644007)
酒类商品在送达终端客户前,需要经历较为漫长的储运过程,亦需要适应各类储运条件。其中,电商渠道的运输条件则更具挑战性,也对包装提出了更高的要求。无论是天地式上下开启包装盒还是书型翻开式包装盒,酒瓶的固定方式以两端固定为主,即瓶底、瓶颈的限位与固定。镂空、开窗式包装盒及透明包装盒还要求酒瓶不翻转、不跳瓶。书型盒的瓶底通常使用吸塑、泡沫、注塑件进行固定;瓶颈则通常使用弹力绳(或称金线)、魔术带进行固定。作为传统的固定方式,弹力绳、魔术带既有自己的优势,也有自己的不足。
1 塑胶按扣与传统固定方式的对比分析
书型盒使用弹力绳,性价比高,金色外皮具有一定装饰性,对开盒后的展示效果影响较小。它先系于吸塑、泡沫、珍珠棉上,再放入酒瓶,这就需要预留一定的长度,以满足酒瓶的放入与取出。弹力绳的直径一般为2.5 mm 左右,受力后伸长变形较大,加上预留长度,就明显削弱了固定瓶颈的效果。弹力绳也易老化,功能衰减明显。魔术带具备一定柔性,两端粘接后,限位、固定效果好,开启方便,在提升产品档位层次方面的作用有限,书型盒中提取酒瓶的便捷性有待提高。为了便于放入手指提取酒瓶,使用弹力绳和魔术带时都有一个共同的特点,需在瓶盖两侧或者瓶盖顶部做一个较宽、较深的凹槽,从而对整个展示平面造成较大影响。针对这些不足或需求,本文将设计一种塑胶按扣,并探究其优化方案。
该塑胶按扣使用ABS 或PP 材料,其材料的流动性、着色性、表面喷涂和电镀性能均良好,使用注塑工艺生产,产品具备良好韧性。故塑胶按扣可采用电镀、喷涂等工艺进行表面处理,能有效提高自身质感,再加上塑胶面板的装饰提质作用,共同促进产品整体质感的提升。塑胶按扣与塑胶面板结合使用,限位、固定功能优良,提取酒瓶的便捷性有较大提高,亦无须在瓶盖两侧或者顶部设置凹槽,提升了整个展示面的完整性和简约性。该按扣结构适用于全塑书型盒、纸塑复合材料书型盒。
2 塑胶按扣的设计
2.1 按扣的位置选择
酒瓶在储运过程中面临的主要问题有撞击破碎、瓶盖断头、防伪失效、跳瓶打转。其中撞击破碎与缓冲材料选择、缓冲空间预留、固定牢固与否有关;瓶盖断头问题常见于高瘦型瓶盖,与酒瓶上端固定位置有关,亦即与按扣位置有关。这些高瘦型瓶盖下管较短而上端高度较高,受力时就会形成长臂式杠杆效应,在支点亦即下管与酒瓶瓶口配合处产生断裂现象,俗称瓶盖断头。瓶盖断头后,密封失效,白酒流失。故瓶颈处的固定,一般位于瓶盖下管位置,亦即酒瓶瓶口位置,能有效避免瓶盖出现断头问题。当瓶盖属于矮胖型时,限位、固定位置适当下移,亦即向瓶肩方向移动,如此可增加瓶盖与瓶颈高度,优化酒瓶展示比例。常见的一种防伪失效,是防伪标或防伪结构受力破损、褶皱,影响消费者的信任度。这亦是按扣设计所需要考虑的。
2.2 按扣的结构设计
有一类干电池仓,仓盖可绕转轴翻转,按扣按下即可锁住,掰动按扣翻转仓盖即可打开,操作方便,如图1 所示。借鉴此类电池仓按扣结构及原理,新设计一款塑胶按扣,用于限位、固定酒瓶瓶颈位置。塑胶按扣与塑胶面板相结合使用,固定牢固,扣合、开启方便。为使按扣有足够的刚性与强度,按扣主体设计为拱形,宽度15 mm,壁厚3 mm,塑性变形部位壁厚1.5 mm,右上侧手扳位置壁厚1.8 mm,与,倒扣长度设计为2.5 mm ;塑胶面板上设置挡块,高、宽均为2 mm,置于按扣内侧,能有效阻止按扣中部向外受力导致脱扣现象的发生;按扣塑性变形转角及手扳位置与塑性变形部位均采用大转角处理,以分散形变产生的应力,如图2 所示。按扣塑性变形位置未作减料处理,以保证外观完整性及刚性、强度。至此,按扣的限位、固定功能及按压锁扣、开启翻转功能均已实现。

图1 电池仓按扣

图2 酒包装塑胶按扣
为了在翻转按扣的同时,将瓶颈及瓶盖翘起抬升,遂将按扣尾部延长、弯曲,对瓶颈形成包围之势,如图3 所示。尾部宽度、壁厚均与主体一致,以确保翘起抬升瓶颈时所需的刚度和强度。按扣主体与尾部在转轴附近易折断,故在转轴附近设置2 mm 厚的加强筋,以提高尾部抬升耐受力。受该产品原型空间影响,按扣尾部基本实现对瓶颈的翘起抬升,但无法再做进一步的弯曲防刮处理,退而求其次,在尾部边缘进行圆角处理,以实现避免刮坏防伪标、刮伤瓶盖的目的。与弹力绳、魔术带相比,按扣已同时具备固定瓶颈及抬升瓶颈功能,瓶盖左右两侧或者顶部的凹槽亦可取消。按扣内侧粘贴绒布类材料,能有效减少储运过程中的瓶盖磨花问题。模具浇口设置于尾端,减小内应力对按扣功能的影响,避免按扣从中间断裂。
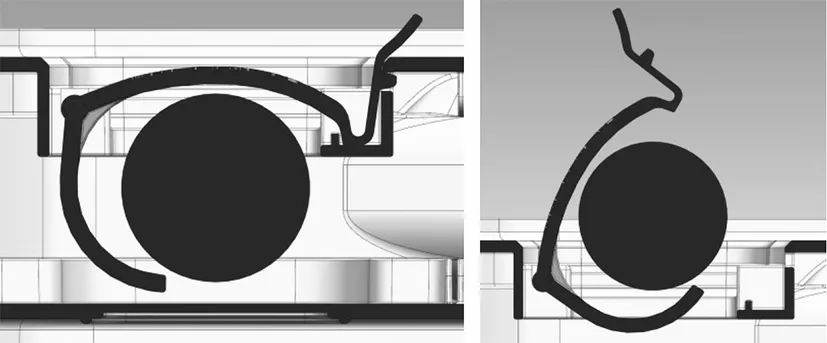
图3 按扣扣锁与开启
在实际操作过程中,按扣可绕转轴翻转90°。向上翻转时,按扣尾部顺势将瓶颈向上抬升,为后续取瓶动作做好准备、预留空间。开启、翻转、取瓶,整个动作连贯性强,操作方便,一气呵成。扣锁时,瓶颈放入按扣V 形内,瓶颈下移带动按扣翻转,再摁下倒扣直至一声脆响,即可限位、固定瓶颈,体验感良好。
与传统的固定方式相比,按扣结构有其独特的优势,但也存在一些不足,如安放按扣结构的空间足够时,可将尾部尺寸延长,开启翻转过程中,瓶颈向上抬升就会减小侧移幅度,有助于开启体验感的提升;受功能性、空间紧凑性、外观完整性、简洁性及表面处理的影响,塑性变形空间较大,低温条件下有一定折断风险,需与材料结合改进。对此,文章将结合经验设计和仿真分析,进一步探究按扣结构的优化方案,如图4 所示。
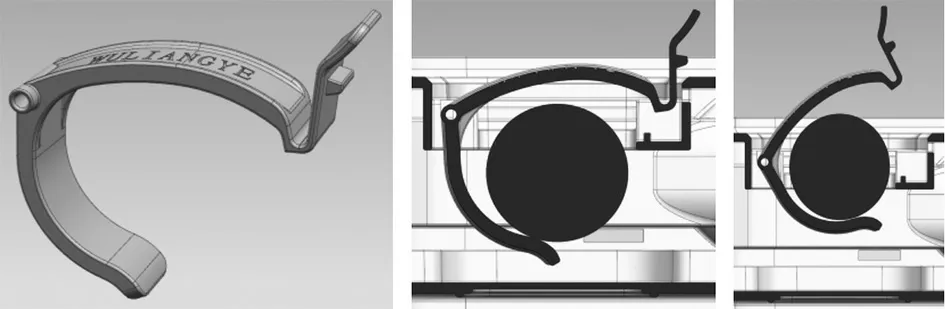
图4 按扣的优化与探究
3 塑胶按扣的优化与探究
按扣刚度与强度提升方面,增设加强筋优于增加壁厚。壁厚继续增加,会导致冷却缩水现象的发生,进而影响外观;而按扣外围边缘增加筋边,对产品脱模及整体外观影响均较小,既能增加按扣刚性与强度,也能起到装饰边的作用。按扣尾部适当延长并向外弯曲,可避免尾端刮坏防伪标、刮伤瓶盖,亦可减小瓶颈抬升过程中的侧移幅度,使抬升过程更加顺畅。
鉴于该按扣结构塑性变形空间较大,变形长度较短,低温条件下有一定折断风险,现对按扣塑性变形部位进行局部优化并用仿真分析进行应力分布比较,以期低成本、高效率地选择一个更合理的优化方案做进一步验证。基于产品原型,按扣倒扣位置及尺寸不宜变动;面板挡块位于按扣内侧,按扣内侧圆角不宜过大,防止挡块功能失效。图5 为按扣原型仿真应力分布图,应力集中于外侧圆角与底部平面衔接处,应力越集中,该区域颜色越红,也更容易破损、断裂。图6 增大外侧圆角,应力集中情况未能得到缓解。图7 按扣底部内拱,图8 按扣底部外凸,均不能有效分散底部应力。
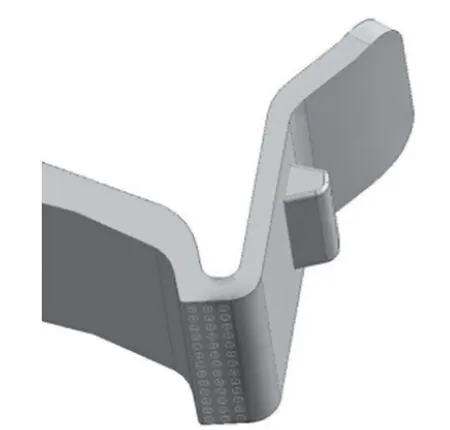
图5 按扣原型仿真应力分布

图6 外侧圆角加大

图7 底部内拱

图8 底部外凸
图9 中,将按扣外侧圆角减小,应力分散效果明显。图10 中,在塑性变形根部转角外侧局部增加厚度,可提高根部变形耐受强度,应力分布总体分散,未见明显集中。可选这两种方式做进一步验证。

图9 外侧圆角减小
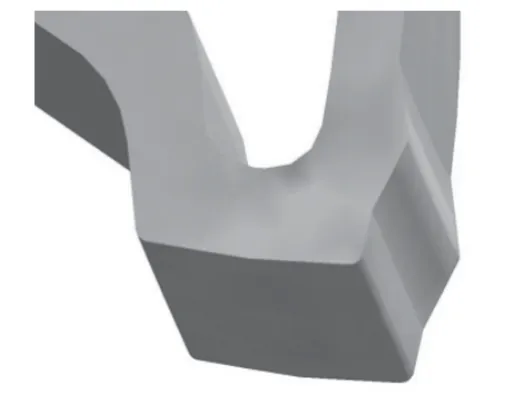
图10 根部外侧局部加厚
4 结束语
本文重点阐述了酒类包装中塑胶按扣的设计思路、设计要点、功能优势,还根据该结构实际使用情况,借助经验设计及仿真分析结果逐步明确了优化方向。优化后,按扣耐受强度得到提高,对外观及生产脱模影响较小,能进一步避免按扣翻转刮坏防伪标、刮伤瓶盖;塑性变形底部及根部的细节处理,从理论上改善了变形的应力分布,为解决潜在的低温折断风险又向前迈进了一步。待条件成熟,将结合材料改良,对优化方案做进一步的实践验证。
猜你喜欢
ELLE世界时装之苑(2020年4期)2020-04-29
中国材料进展(2019年10期)2019-12-07
文萃报·周二版(2019年1期)2019-09-10
制造技术与机床(2017年8期)2017-11-27
阅读与作文(小学高年级版)(2017年5期)2017-06-01
材料科学与工程学报(2016年1期)2017-01-15
中国照明(2016年5期)2016-06-15
作文评点报·低幼版(2016年2期)2016-05-30
广西民族大学学报(自然科学版)(2015年3期)2015-12-07
燕山大学学报(2014年1期)2014-03-11
