
B737NG 主起落架前枢轴销球面铬层的磨削方法
2023-11-24 14:28李金劲黄灿荣
金属加工(冷加工) 2023年11期
李金劲,黄灿荣
广州飞机维修工程有限公司清远分公司 广东广州 511853
1 序言
起落架作为飞机的主要承重结构以及起降时的主要受力结构,经过长时间的使用或多次起降收放后,其各零部件都将受到不同程度的腐蚀或损伤,即使镀上了铬层的主起落架前枢轴销耐磨、耐蚀能力大大加强,在翻修时也会发现销子上的铬层依然出现不同程度的磨损,部分前枢轴销子的基体甚至出现腐蚀现象。因此,在翻修时需要对前枢轴销先进行深度修理,然后进行铬层尺寸恢复。使用普通外圆磨床可以对前枢轴销的外圆直销部分进行尺寸恢复,但是对于球面铬层的尺寸恢复就需使用特殊的磨削方法才能满足需求。目前对于球面铬层的磨削加工方法主要有以下几种:成形砂轮加工法、碗形砂轮加工法、展成法、无心磨加工法及程序加工法。
球面铬层的加工难点是铬层硬度高(5 7 ~62HRC),需要选用粒度较低的砂轮,同时又要确保磨削完成后的表面粗糙度。因为形状是球面,所以使用普通外圆磨削设备难以满足需求。
2 成形砂轮加工法
成形砂轮加工法(见图1)是早期精加工球面的常用方法,主要是将砂轮的磨削面修整为球面的球径弧面,必须确保砂轮的宽度比球面的宽度宽,不然会无法磨削整个球面。而且砂轮修整的金刚笔要足够尖,这样才能修整出贴合球面的砂轮。

图1 成形砂轮加工法示意
因为在磨削的过程中,球面的铬层球径是在不断缩小的,砂轮同时也在不断消耗,所以从微观上,接触面不是圆弧面,从而导致磨出来的球面局部球径较大或较小。并且砂轮在重复修整时,设备的重复定位精度也会叠加在砂轮的修整上,导致修整出来的砂轮接触面不是真正的圆弧面,也会影响磨削出来球面的球度。
砂轮拆卸后再重新安装,修整砂轮时的去除量如果未达到原来圆弧的深度,则修整出来的砂轮圆弧接触面也会产生微小的错位[1],这是重新安装后所设的修整砂轮起点与原来圆弧的起点的误差所造成的。
所以,成形砂轮加工法最适用于成批量地加工统一球径的球面,同时也尽量不装拆砂轮,以避免砂轮修整的起始位置误差增大。
3 碗形砂轮加工法
碗形砂轮加工法(见图2)较简单,加工出来的球面精度较高,砂轮的修整也方便。加工时需确保碗形砂轮的直径宽于待加工球面的宽度。它是利用砂轮碗口圆弧与工件圆弧面的弧线接触,并且砂轮与工件同时旋转实现对球面的磨削。这种方法不需要特殊设备和砂轮成形修整工具,因砂轮是圆弧与球面接触,即使局部存在磨损也不影响球面的磨削质量。但只能在特殊的球面磨床设备上才能使用,因为通用的外圆磨床设备无法正常安装碗形砂轮。如果使用此方法磨削起落架的前枢轴销,则需配备专用的外圆磨床设备。
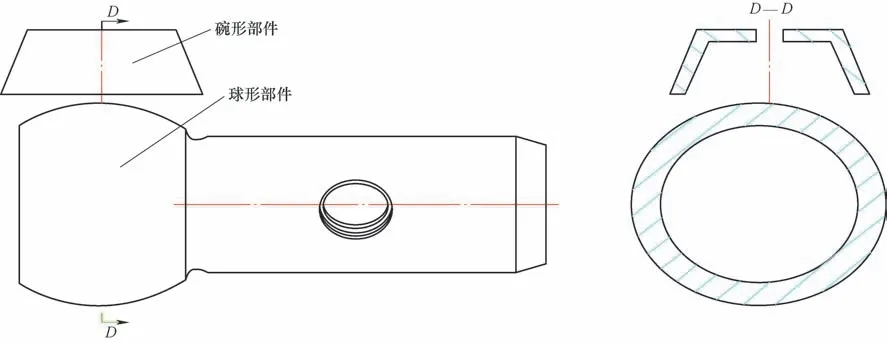
图2 碗形砂轮加工法示意
4 展成法
展成法使用平形砂轮,将修整好的平形砂轮的外圆面与工件待磨削的表面接触,工件绕轴线旋转,同时绕垂直于轴线的球径按一定的角度左右转动,此时高速旋转的砂轮面将会对接触面磨削光亮[2],如图3所示。而且可使用同一个砂轮磨削不同球径的球面,砂轮的修整要求与普通外圆磨是一样的。但是此种磨削方法的原理也属于一种特殊球面磨削设备的磨削,设备需要满足令工件绕垂直于轴线的球径方向左右转动,无法直接将此方法使用在外圆磨床上。
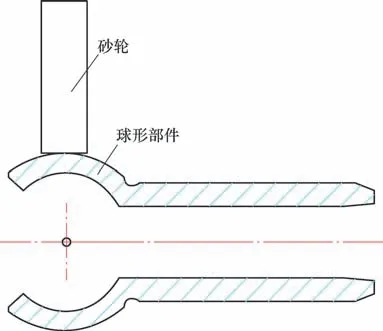
图3 展成法示意
5 无心磨加工法
无心磨加工法(见图4)与成形砂轮加工方法有一定的相似性,主要也是将砂轮修整成与球面球径尺寸一样的圆弧面,但是无心磨需要将磨削导轮也修整成球面球径的尺寸,无心磨砂轮与导轮之间形成一个与球面球径一样的圆形空间,用以磨削球面工件。无心磨相对于成形砂轮磨削最大的优势是无需精准装夹,球形销放在砂轮和导轮之间会自动磨削找中,磨削完成后的效果也是受到砂轮圆弧形状的较大影响,砂轮修整出来的圆弧如果不够圆,就比较容易导致球面的球径局部偏差较大。
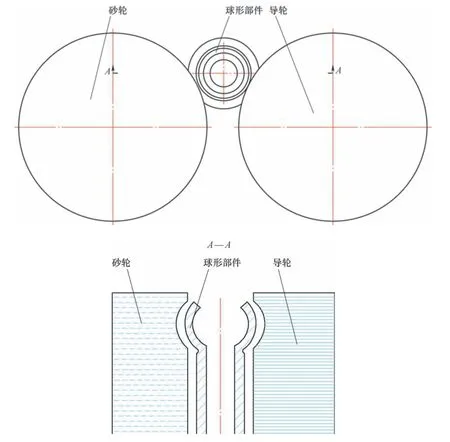
图4 无心磨加工法示意
6 程序加工法
将砂轮修整成圆弧面,通过在设备里面设置刀具补偿,利用数控两轴插补运行圆弧程序对球面工件进行磨削。因为砂轮在磨削的过程中不断地损耗,所以砂轮的圆弧角也是不断地变小,需要不断地修整砂轮的圆弧面,同时要通过程序刀具的补偿[3],才能保证砂轮的圆弧面是在走圆弧的路径,以保证砂轮磨削出来的球面精度。此方法(见图5)磨削出来的球面也会出现局部球径不一的情况。同时对砂轮的宽度以及球面的两端是否有直柄有一定的要求。
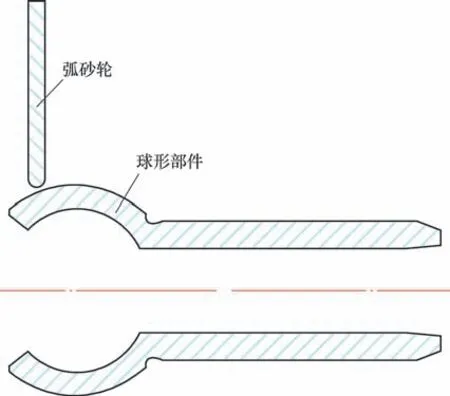
图5 程序加工法示意
7 结束语
以上加工方法各有优劣,部分磨削加工方法需要配合特殊机床设备才能满足要求。对于普通的外圆磨床,如需改装用于磨削球面,可采取成形砂轮加工法,操作简便,成功率高。对于实际情况,需结合车间现实需求及所拥有的设备,选用合适的方法,对球销进行磨削精加工,使铬层尺寸恢复至设计要求。
猜你喜欢
计算机工程与应用(2022年16期)2022-08-19
唐山师范学院学报(2022年3期)2022-07-28
露天采矿技术(2021年1期)2021-12-30
现代矿业(2018年12期)2019-01-22
制造技术与机床(2018年10期)2018-10-13
轴承(2017年5期)2017-07-26
制造技术与机床(2016年11期)2016-11-23
工业设计(2016年1期)2016-05-04
电网与清洁能源(2015年5期)2015-12-29
断块油气田(2012年6期)2012-03-25
