中空纤维蓬松及压缩回弹性能的研究
2024-01-10 09:20闻秀银潘晓娣
合成技术及应用 2023年4期
闻秀银,严 岩,2,潘晓娣,2
(1. 中国石化仪征化纤有限责任公司研究院,江苏仪征 211900;2. 江苏省高性能纤维重点实验室,江苏仪征 211900)
中空纤维加工成枕头和被子等终端产品经抽真空压缩后销售,经数月到达客户手中,产品被压缩释放后高度有所降低,即纤维压缩回弹性能下降。对于中空纤维来说,蓬松性和压缩回弹性两项指标非常重要。蓬松性越好,客户使用的填充量越少,抱枕成本越低;压缩回弹性越好,回弹的高度越大,使用越舒服。张鹏等[1]主要从纺丝环节考虑,通过提高环吹风量、降低风温等工艺提高纤维的中空度,认为在线密度一定时,随着中空度的增加,其抗弯刚度增大即弯曲弹性降低,客观上表现为纤维较难弯曲因而蓬松度提高;同时中空度增加后,纤维的壁厚变小,弯曲后恢复原状的能力减小,弹性回复率降低,又导致纤维蓬松度减小。最终,纤维蓬松度是这两种因素共同作用的结果。史丽梅、唐士军等从纺丝强风强冷技术入手,认为强风强冷使得纤维截面微观结构的各向差异增大,具有三维螺旋状卷曲,蓬松和压缩回弹性能提高[2-5],但很多设备环吹风量或制冷效果有限,限制了蓬松和压缩回弹性能的进一步提高,不能满足下游客户和终端用户的需求。
因此,通过调整聚酯性能和牵伸工艺即牵伸倍率、牵伸温度、紧张热定型温度、松弛热定型温度,深入研究中空纤维的蓬松以及压缩回弹性能的变化,以解决目前纤维蓬松及压缩回弹性能不良的问题。
1 试 验
1.1 原料
聚酯熔体:中国石化仪征化纤有限责任公司。熔体的常规性能见表1。

表1 聚酯熔体的常规性能指标
纤维:6.67 dtex×64 mm中空纤维,中国石化仪征化纤有限责任公司。
1.2 仪器设备
相对黏度仪,Y501C型,美国Viscotek公司;纺丝设备,HV452型,中国恒天重工股份有限公司;牵伸设备,LHV902型,中国恒天重工股份有限公司;松弛定型设备,ZHV733型,中国恒天重工股份有限公司;开松充填一体设备,100-1型,山东沃历德机械设备公司。
1.3 中空纤维制备
采用熔体直纺技术,使用C型喷丝板生产。
前纺:熔体分配阀→增压泵→熔体过滤器→静态混合器→纺丝箱体→环吹冷却→卷绕系统→往复落桶。
后纺:集束→导丝机→油剂浴槽→第一牵伸机(DF一1)→牵伸浴槽(DB槽)→第二牵伸机(DF一2)→蒸汽加热箱(HBX)→紧张定型机(HR)→叠丝机→蒸汽预热箱→卷曲机→冷却输送带→曳引张力机→切断机→松弛定型机→斜链板→平铺机→打包机(BM)。
开松充填工艺流程:称量550 g中空纤维→投喂纤维→开松→充填抱枕→量高度h1→抽真空75 s→压缩24 h→释放2 h→量高度h2。
1.4 分析测试
特性黏度测试:采用美国Viscotek公司Y501C相对黏度仪,温度(25±0.1)℃,溶剂为苯酚-四氯乙烷(质量比为1∶1)。
蓬松性及压缩回弹性能测试:枕套尺寸50 cm×90 cm,纤维填充量(550±5)g。在开松充填一体设备上进行开松充填,对每个样品进行两次充枕,分别测量抱枕初始高度,取均值为h1,进行24 h压缩、然后释放2 h,再次分别测量压缩回弹高度,取均值为h2。h1代表中空纤维的蓬松性能,数值越高、蓬松性能越好;h2代表中空纤维的压缩回弹性能,数值越高,压缩回弹性能越好。
滑爽性能测试:经过梳棉机梳理的试样与滑爽级数为4.0级的标准样品进行手摸比较,若手感与标样一样则滑爽性定为4.0级,若比标样差,则根据实际手感,以0.5级依次递减进行定级。
中空度测试:剪纸法,采用电子显微镜对纤维进行截面测试,打印,任意选择30个截面,先从截面外圈剪下,再把内圈剪下。称量30个内圈和外圈的重量,内圈重量除以(内圈重量+外圈重量)即为中空度。
2 结果与讨论
2.1 聚酯特性黏度的影响
使用不同特性黏度的聚酯原料生产的中空纤维进行蓬松及压缩回弹性能测试,结果如表2所示。

表2 聚酯特性黏度对纤维蓬松及压缩回弹性能影响
从表2可以看出,聚酯原料特性黏度越高,填充抱枕初始高度和压缩回弹高度越高。迎风面因风量大使得熔体流动性能减弱,冷却成形速度加快;相反背风面风量小,熔体冷却成形速度减慢。聚酯熔体的特性黏度越大、分子量越高,高分子的分子链越长,分子间作用力越大,迎风面与背风面冷却成形速度相差越大,在相同的拉伸情况下,迎风面分子结构排序不如背风面,分子结构排列差异越明显,因此纤维的三维卷曲越明显,从而提高纤维的蓬松和压缩回弹性能。在所研究的范围内,将特性黏度设定在0.682 dL/g更佳[6]。
2.2 牵伸倍率的影响
在固定聚酯特性黏度0.682 dL/g、牵伸温度55 ℃、紧张热定型温度95 ℃、松驰热定型温度164 ℃等工艺条件下,对不同牵伸倍率生产的纤维进行蓬松及压缩回弹性能测试,结果如表3所示。
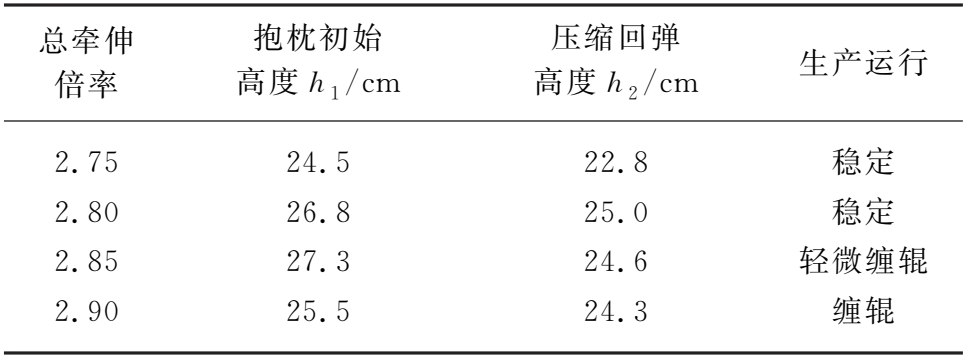
表3 牵伸倍率对纤维蓬松及压缩回弹性能影响
从表3可以看出,牵伸倍率在2.75~2.80范围内数据越大,抱枕的初始高度和压缩回弹高度越大,说明牵伸倍率越大纤维的蓬松性和压缩回弹性能越好,原因是提高牵伸倍率,迎风面和背风面在原丝分子结构差异的基础上,背风面分子结构排序更紧密,进一步扩大原丝迎风面和背风面分子结构的差距,提高三维卷曲的效果,从而提高蓬松及压缩回弹性能。但牵伸倍率过高,出现部分丝束断头从而产生未牵伸丝,既影响纤维蓬松性能和压缩回弹性能,又影响生产稳定运行[7]。牵伸倍率设定在2.80左右较合适。
2.3 牵伸温度的影响
在固定聚酯特性黏度0.682 dL/g、牵伸倍率2.80、紧张热定型温度95 ℃、松弛热定型温度164 ℃等工艺条件下,对调试牵伸温度生产的纤维进行蓬松及压缩回弹性能测试,结果如表4所示。
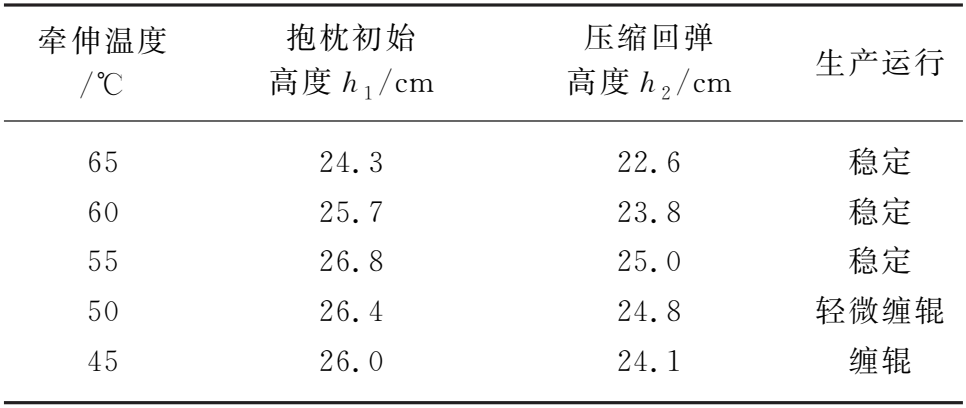
表4 不同牵伸温度的纤维蓬松和压缩回弹性能
从表4可以看出,随着牵伸温度的降低,抱枕的初始高度和压缩回弹高度逐渐升高,而后降低。这是因为牵伸温度高时,不管迎风面还是背风面的分子链段都可以充分运动,沿着纤维轴向有序排列,削弱了原丝迎风面和背风面的差异,使得三维卷曲效果下降,从而使得蓬松及压缩回弹性能降低。但温度过低,分子链断运动困难,会产生毛丝而缠辊,影响运行,而且容易混进未牵伸丝造成压缩回弹性能不升反降的现象。牵伸温度设定在55 ℃左右较合适。
2.4 紧张热定型温度的影响
在固定聚酯特性黏度0.682 dL/g、牵伸倍率2.80、牵伸温度55 ℃、松弛热定型温度164 ℃等工艺条件下,对调试紧张热定型温度生产的纤维进行蓬松及压缩回弹性能测试,结果如表5所示。
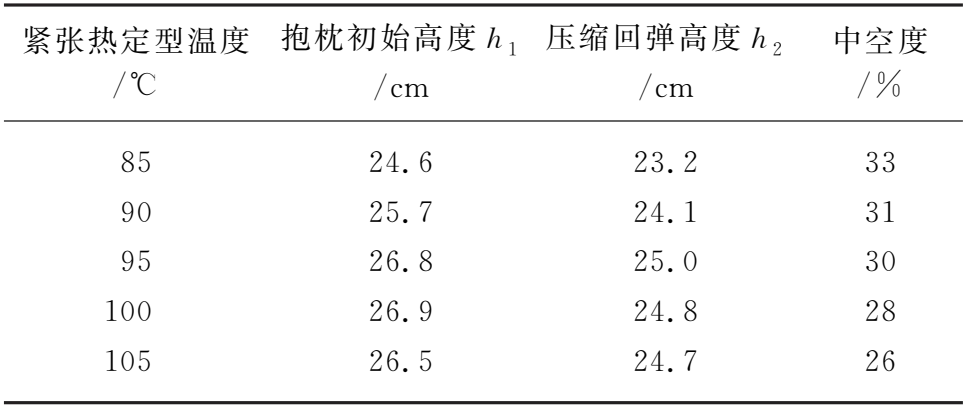
表5 紧张热定型温度对纤维蓬松及压缩回弹性能影响
从表5得知,在满足拉伸过程不产生毛丝、缠辊、断头的前提下,适当提高中空纤维紧张热定型温度,抱枕的初始高度和压缩回弹高度提高。提高紧张热定型温度,分子会获得更高的热量,分子链更容易随着拉伸方向排列紧密,提高纤维的结晶度和模量[8],从而使得纤维抗压缩性能增加,压缩回弹高度增加。但温度继续提高,分子链段更易获得热量而被牵伸,而后回缩,使得纤维中空空腔降低较多,纤维的比表面积减小,相同质量的纤维体积降低,从而影响了纤维的蓬松及压缩回弹性能。紧张热定型温度设定在95 ℃左右较合适。
2.5 松弛热定型温度的影响
在固定聚酯特性黏度0.682 dL/g、牵伸倍率2.80、牵伸温度55 ℃、紧张热定型温度95 ℃等工艺条件下,对调试松弛热定型温度生产的纤维进行蓬松及压缩回弹性能测试,结果如表6所示。

表6 松弛热定型温度对纤维蓬松及压缩回弹性能影响
松弛热定型一方面使得硅油与纤维发生交联化反应,使得硅油更好地附着于纤维表面从而使得纤维滑爽,另一方面使已有的三维卷曲稳固。从表6可知,随着松弛定型温度的降低,抱枕的初始高度和压缩回弹高度稍有增高,当松弛热定型温度降低至164 ℃后,抱枕的初始高度和压缩回弹高度开始下降。原因为当定型温度较高,达到167 ℃和170 ℃时,观察到硅油在纤维表面板结和微板结,影响了纤维的蓬松性能和压缩回弹性能;当定型温度降低到164 ℃时,纤维表面无板结,纤维蓬松及压缩回弹性能提高;再降低定型温度至161 ℃时,纤维表面虽然无板结,但因为温度太低,硅油未完全发生交联反应,纤维滑爽性降低,充填时纤维与纤维易发生缠结,从而使得纤维蓬松及压缩回弹性能降低[9-10]。松弛热定型温度设定在164 ℃左右较合适。
3 结 论
a) 生产中空纤维时,聚酯的特性黏度对纤维的蓬松及压缩回弹性能影响较大,尽可能提高聚酯的特性黏度。
b) 在牵伸工序中,在不影响运行的情况下适当提高牵伸倍率、降低牵伸温度,有利于增强纤维迎风面和背风面的差异,提高三维卷曲效果,从而提高纤维的蓬松及压缩回弹性能。牵伸倍率设定2.80左右,牵伸温度设定55 ℃左右。
c) 适当提高紧张热定型温度,可以提高纤维模量,提高抗压缩性能,从而有利于提高纤维的蓬松和压缩回弹性能。紧张热定型温度设定95 ℃左右。
d) 在不影响纤维滑爽性的情况下,可以适当降低松弛热定型温度,消除板结和微板结现象,从而提高纤维的蓬松及压缩回弹性能。松弛热定型温度设定在164 ℃左右。
猜你喜欢
橡塑技术与装备(2023年10期)2023-10-06
橡塑技术与装备(2023年3期)2023-04-05
燕山大学学报(2022年1期)2022-01-13
现代塑料(2018年5期)2018-02-19
凿岩机械气动工具(2017年3期)2017-11-22
弹箭与制导学报(2017年4期)2017-05-03
实验流体力学(2016年5期)2016-07-25
振动工程学报(2016年2期)2016-07-20
新疆钢铁(2015年1期)2015-11-07
华东理工大学学报(自然科学版)(2015年5期)2015-02-27