
预制剪力墙接合面粗糙化处理工艺研究
2024-01-31 08:55刘泓睿林峰赵士瑞
工程建设与设计 2024年1期
刘泓睿,林峰,赵士瑞
(北京建筑大学土木与交通工程学院,北京 100044)
1 引言
全预制装配整体式剪力墙常通过湿式连接形成整体结构,湿式连接形成的新旧混凝土接合面是结构受力的薄弱环节,接合面的受力性能是影响接缝连接性能的关键因素[1]。连接可靠、施工方便的混凝土连接技术是发展预制混凝土剪力墙结构体系的基础。
2 预制混凝土接合面研究现状
2.1 混凝土接合面的处理方法
GB 50666—2011《混凝土结构工程施工规范》[2]和JGJ 1—2014《装配式混凝土结构技术规程》[3]要求预制墙板侧面需进行粗糙化处理。混凝土接合面常用粗糙处理方法有露骨料法(钢刷处理法、高压水冲法)[4]、切槽法(键槽、凹坑)[5]、花纹钢板成型[6]、拉毛法[7](机械、人工拉毛)和凿毛法[8](机械、人工凿毛)等。不同粗糙面的效果如图1 所示。预制混凝土接合面采用上述处理方式,能够增加界面的黏结力,延缓新旧混凝土接合面开裂,提升结构刚度等。

图1 不同粗糙面处理
露骨料接合面是通过钢刷刷洗或者高压水冲的方式在预制混凝土表面形成一个均匀的粗糙表面,具有力学性能良好和施工工艺高效面广等优点;切槽法是在制作预制墙板时,通过改变模具来设置固定规格大小键槽的方法,这种方法形成的粗糙面经济适用、成型质量好;拉毛法则是通过机械或者人工作业的方式在预制板上留下固定大小、深浅凹槽的方法,易于控制施工质量且制作的标准统一。
近年来,预制混凝土结构发展迅猛,接合面粗糙化处理工艺日益成熟,需求量也快速增大。JGJ 1—2014《装配式混凝土结构技术规程》中建议接合面进行粗糙化处理,但规范未明确接合面粗糙化具体的处理方式和标准方法,缺乏统一的控制质量标准。
2.2 预制剪力墙的接合面处理方式
上、下层预制剪力墙的水平接缝接合面主要通过混凝土和钢筋连接。混凝土采用露骨料、键槽和花纹钢成型的形式(连接形式见图2)进行混凝土连接,钢筋采用灌浆套筒、浆锚搭接等连接竖向钢筋实现预制墙板与楼板的竖向连接。
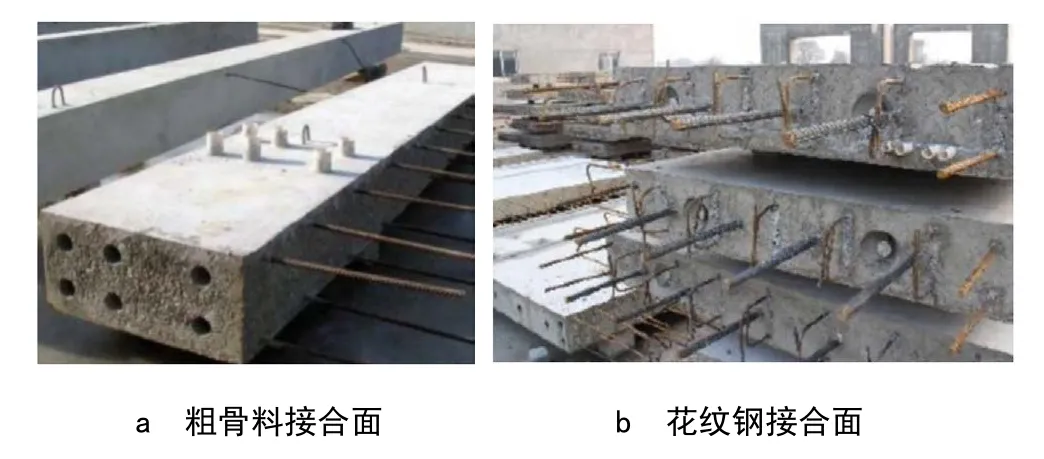

图2 预制剪力墙水平接缝接合面
相邻预制剪力墙在水平方向拼接时形成竖向接缝,预制剪力墙侧面粗糙化处理工艺更加多样,其中,粗骨料接合面连接(连接形式见图3a)、键槽接合面(连接形式见图3b)、拉毛接合面(连接形式见图3c)和花纹钢板接合面型等(连接形式见图3d)应用广泛。钢筋连接通过边缘侧面伸出U 形筋、开口箍或直筋连接实现水平连接。
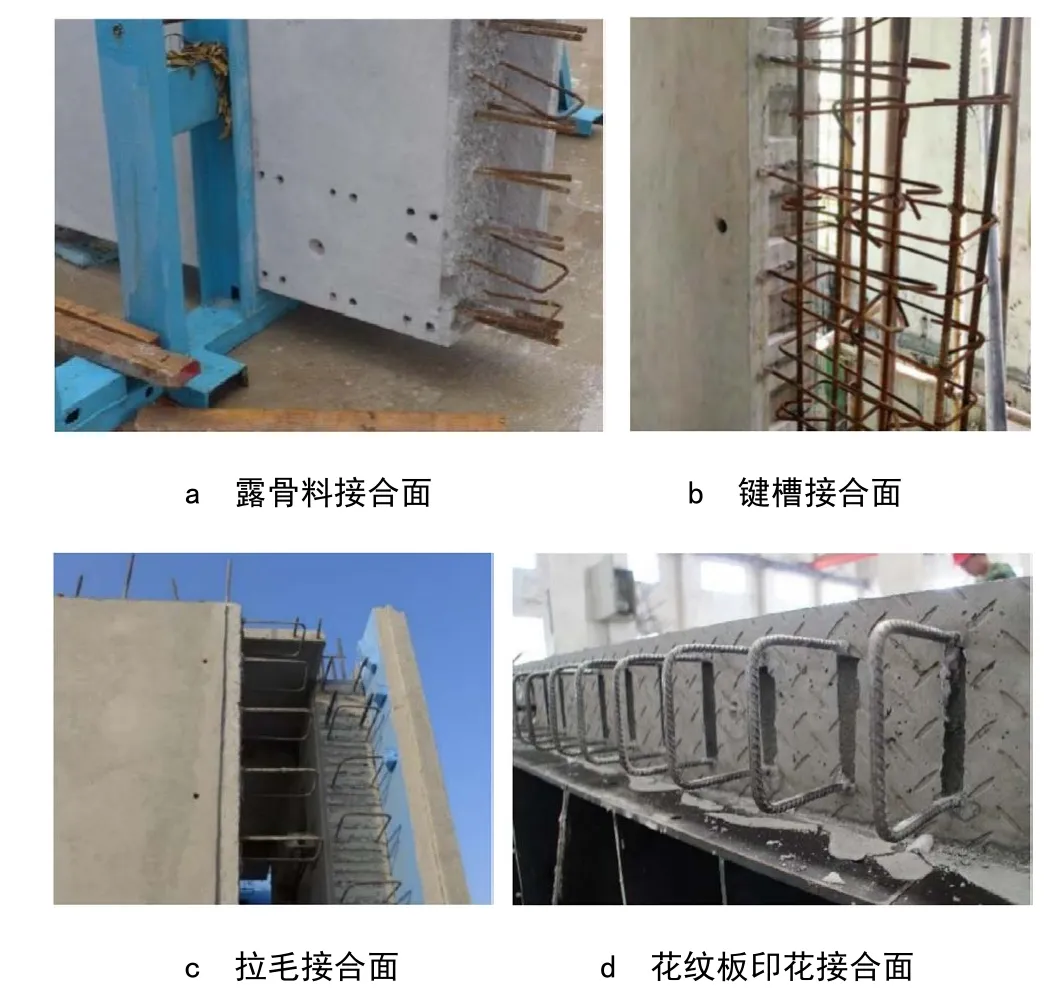
图3 预制剪力墙竖向接缝接合面
3 接合面处理工艺对比
3.1 接合面处理工艺力学性能对比
接合面的受力性能是影响接缝连接性能的关键因素。新旧混凝土开裂前,接合面的抗剪承载力由接合面的黏结力承担;新旧混凝土开裂后,垂直于界面的张开变形主要由钢筋的销栓作用抵抗,平行于接合面的滑移主要由界面的摩擦力抵抗[9]。对混凝土界面进行粗糙处理,可增强接合面的黏结力,提升结构的抗剪承载力[10]。
淡浩[11]等人进行了3 个整浇试件以及48 个预制混凝土构件接合面抗剪性能直剪试验。其中,48 个预制混凝土构件包括16 个粗骨料试件、16 个拉毛处理试件(包括拉毛横槽和拉毛纵槽)、16 个印花处理试件。由试验结果可知,接合面采用不同粗糙处理方式的试件抗剪性能差异较大,各试件抗剪承载力由大到小依次为露骨料试件>拉毛横槽试件>印花试件>拉毛纵槽试件。此外,研究得出接合面的粗糙度与孔隙表面积相关,随着孔隙表面积的增大,界面粗糙度增大,界面的抗剪能力随之增大。
栾利影[12]等进行了整浇组、粗骨料组、泡沫成型组、切槽组和花纹钢板成型组试件的抗剪性能试验。试验结果表明,露骨料组试件裂缝形态与整体现浇试件相似,其抗剪承载力为整体现浇试件的95%~100%;泡沫成型组试件破坏过程与整体现浇试件相似,其抗剪强度可达到现浇组试件的73%~85%;切槽组试件的抗剪承载力强弱与键槽面的粗糙深度有关,其抗剪承载力在整浇组试件的58%~76%;花纹钢板成型组试件的抗剪承载力最低,不满足接合面的抗剪需求。
黄选明[13]等人为研究接合面粗糙处理工艺对预制构件叠合面受力性能的影响,对4 个混凝土叠合试件进行劈拉试验研究,界面处理包括冲洗、钢筋压痕、钢板压花、振捣等方式。试验结果表明:钢筋压痕法采用带肋钢筋处理的界面黏结强度最佳,高压水冲法处理的界面黏结强度仅次于带肋钢筋的压痕,钢板压花处理得到的粗糙面强度最差,此外自然振捣的粗糙面成型质量不均匀,不宜在实际中推广。
综上研究可得,露骨料接合面具有较好的黏结强度和抗剪性能,是施工中较优的选择。
3.2 经济分析
调研对比了2022 年不同接合面粗糙化工艺经济的支出,其中,接合面粗糙化的制作工艺包括水洗露骨料工艺、钢板模具制作键槽工艺和塑料模具压花工艺。结果表明:水洗露骨料面单项成本最低,单位面积为22.12 元;采用塑料模具压花工艺单项成本最贵,是水洗制作的3~7 倍;采用钢板模具制作键槽工艺费用主要在于钢板模具成本,其单项成本是水洗制作的2~3 倍,但钢板模具可循环利用,可降低其长期成本。
研究认为,采用钢板模具工艺的费用主要在于模具成本,人工费用最低;采用塑料模具工艺的费用主要在于人工成本;经济上水洗露骨料法的单项成本最低。
4 结语
综上,在力学性能上,水洗露骨料的接合面具有较好的黏结强度和抗剪性能;在经济性能上,水洗露骨料工艺成本也要低于钢板模具和塑料模具的压花工艺。在实际工程中建议优先选用水洗露骨料工艺。
制作键槽的钢板模具可回收利用,符合装配式绿色发展的要求,在预制剪力墙生产过程中,建议将制作键槽的钢板模具与预制墙板模具有机组合,具有生产高效和质量统一的优点。
猜你喜欢
岩土工程技术(2019年6期)2020-01-06
装备机械(2019年1期)2019-04-23
精密制造与自动化(2018年1期)2018-04-12
表面工程与再制造(2016年5期)2016-12-15
西南交通大学学报(2016年4期)2016-06-15
铁道科学与工程学报(2015年5期)2015-12-24
铁道科学与工程学报(2015年4期)2015-12-24
汽车零部件(2014年3期)2014-02-06
设备管理与维修(2013年2期)2013-12-04
电气开关(2013年3期)2013-04-27
