粘结技术的应用
2009-06-19 05:53汤路孙加军
中国现代教育装备·高教 2009年9期
汤 路 孙加军
利用无机粘结剂技术在生产中对我们有一些很大的帮助,可以提高生产率,简化了工作流程。下面是在修理方面的几点应用。
目前,无机粘结剂主要由磷酸溶液和氧化物组成。工业上大都采用磷酸和氧化铜。
一、刃具、量具上的应用
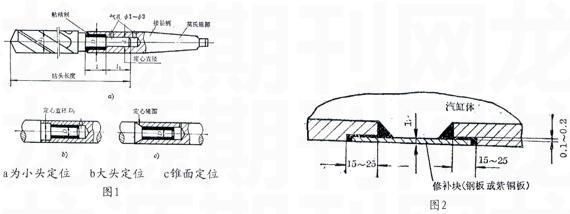
一般长钻头、绞刀等的柄部,多采用铜焊,但由于高温烧焊,容易造成刃具的切削部分退火,弯曲变形和出现内应力大等疵病。如采用图1所示粘结方法,既可避免高温烧焊所引起的缺陷,且干燥后就可使用,大大简化了工艺过程。仅强度稍次于铜焊烧结。图1介绍了三种粘结时的定位方法,定位段的表面光洁度应在以2.5µm上,孔与轴的配合应为D/dc,定位段越长,定心越准确。粘结段的粘结面应粗糙,实践证明在外圆上凿削几条深0.2~0.3mm的直槽或滚直线花,可提高扭剪强度2~3倍。粘结面的外园直径和长度侧应尽量选大,以增大粘结面积。
对塞规手柄和量具,通常在使用时受力轻而均匀,采用套接粘结效果更好。
二、设备修理方面的应用
汽缸体的修补:有时汽车汽缸体发生破裂、裂纹或出现孔洞,产生漏油、漏水的现象。若采用气焊、电焊,必将导致热变形。所以在较多情况下可以通过连接来修补。
在粘结破裂孔洞时,先将汽缸体孔洞需粘结的表面加工出1.1~1.2mm深、距孔洞边缘15~25mm的台肩,光洁度应在20µm以下。然后根据它的形状相应地剪一块厚1毫米的钢板或紫铜板(如图2)作为修补块,将修补块四周拉毛成波浪形,采用搭接的形式来粘结。其粘结工艺过程如下:先将修补块与汽缸孔洞的四周均匀的涂上粘结剂,然后将修补块按正确的位置正确位置复上,并在洞口外多次涂上粘结剂,使形成加固筋,以提高粘结强度,这样待自然干燥一周左右即可使用。为了防止震动时脱开,可在加螺钉紧固,但螺钉和螺孔均应涂上粘结剂再装配,使起到密封的作用。若缸体产生裂纹而漏水和漏油时,则应将汽缸内的油、水防干、清洗、干燥,并将裂纹处凿宽和凿深些,且使工件卧置(因立置时粘结剂会流失),敷上粘结剂 ,亦可在上面盖一小铁片或螺钉加固。从修复气缸体的情况来看,采用无机粘结剂能比采用环氧树脂获得更满意的效果。
三、定位粘结法
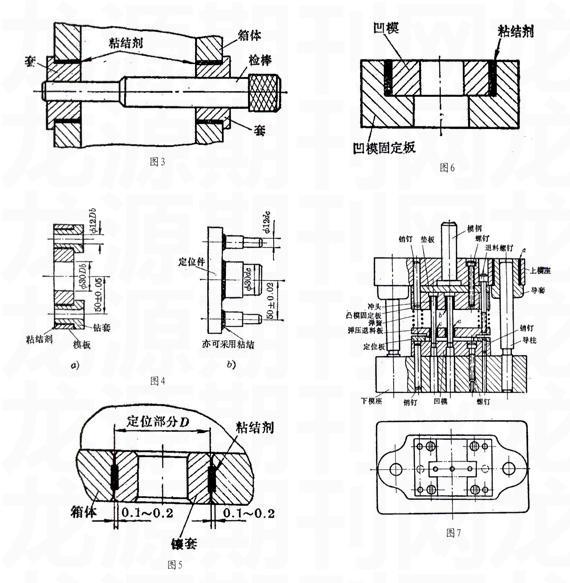
有些几何精度(例如同轴度、平行度、垂直度、孔距中心)要求较高的工件,用普通机床加工难以保证,可采用定位粘结法。它可以使机加工的精度要求,由难变易,很有经济价值如图3所示两孔有同心度要求的工件,箱体孔与套的外径可加工成粗糙面,而套的内孔则作精密加工,插入检验棒。
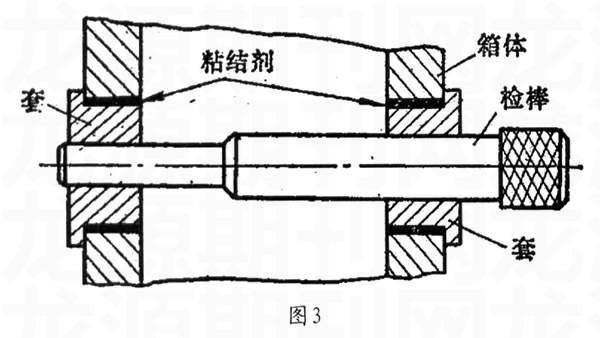
图4是对孔距有一定要求的钻模板,经使用后磨损,需要修复,若采用机械加工的方法显然很费力;改用粘结法就简便得多了,而且精度能达到要求。粘结时,用图5所示的定位件定位,待固化后,再取出定位件。
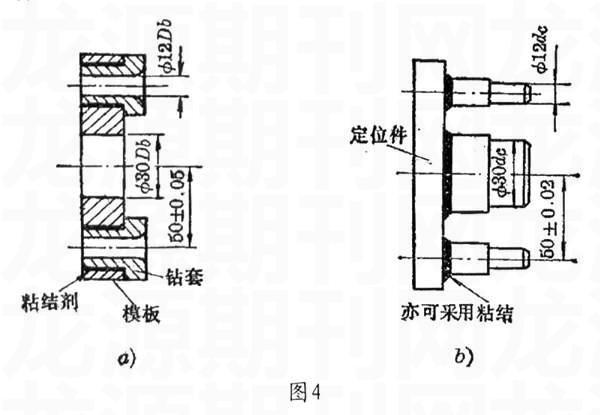
有些薄璧套压入装配时,容易使套的内孔变形;或采用过渡配合时用骑缝螺钉固定,则工艺复杂,且装拆一次,又须重新钻攻骑缝螺孔。若采用图5所示的方法,将定位部分D按图纸要求加工,镶接部位车出深0.15~0.20mm的粗槽,即可粘结。

四、在冷冲裁模具上的应用
近年来,我们在采用无机粘结剂装配冷冲裁模具等方面取得了一定经验。由于无机粘结剂采用套接的结合形式,剪切强度较高,而冷冲模结构大部分为套接,因此具备了应用条件。
图6所示为单凹模的粘结。
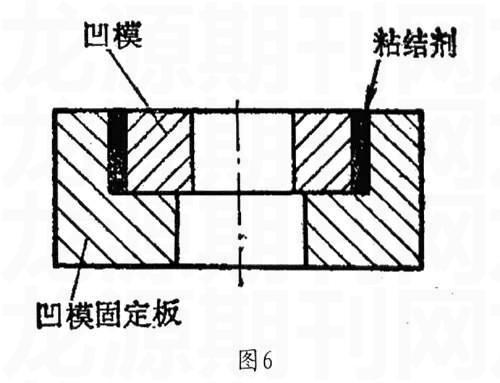
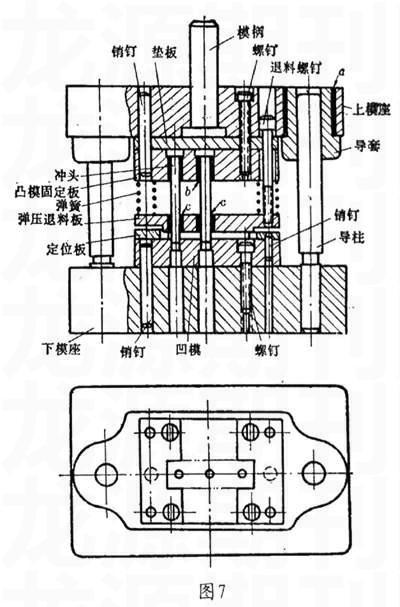
图7所示为无机粘结剂粘结冲孔模的实例。3个冲头与凸模固定板的固定,导套与上模座的固定均采用无机粘结。这种模具如采用机械加工来制造,模是一个整体的结构,3个孔要用较精密的机床加工;3个冲头也是固定的;弹压退料板孔型的浇注均以凹模为基准装配。其余零件的孔距无严格要求。采用定位粘结法不但能保证所需要的精度,而且大简化了加工工艺,符合多、快、好、省的原则。
猜你喜欢
花城(2021年3期)2021-07-14
汽车博览(2019年9期)2019-09-03
红岩(2018年6期)2018-11-16
佛山陶瓷(2018年8期)2018-11-07
农机使用与维修(2018年5期)2018-07-05
新传奇(2018年16期)2018-05-14
科教导刊·电子版(2017年16期)2017-07-21
环境与发展(2017年4期)2017-07-19
科学与财富(2017年12期)2017-05-16
西安交通大学学报(2009年3期)2009-04-20