
增强泡沫铝复合材料制备工艺的研究
2010-01-23 06:08武建国王录才
铸造设备与工艺 2010年2期
武建国,王录才
(太原科技大学 材料科学与工程学院,山西 太原 030024)
泡沫铝合金材料具有密度小、孔隙率高、比表面积大等特征,它在导电、导热、吸音、吸能、减震及电磁屏蔽等方面具有良好的性能,在机械、建筑、能源、化工、冶金、交通、航空等领域都有广泛的用途,但是单纯的泡沫铝合金材料由于其在抗冲击,耐磨损方面性能较差,使其应用范围和前景受到很大的限制。利用ZrO2陶瓷球具有高密度、高硬度、高韧性、高耐磨损、无污染等的特性,在泡沫铝中复合ZrO2陶瓷球不但可以充分吸收冲击弹丸能量,而且在强度、耐磨性上都有了很大的提高。本文首先制备盐粒子与ZrO2陶瓷球复合预制体,对复合泡沫铝试样的压铸渗流工艺进行了试验研究,分析总结了渗流工艺参数浇注温度、模具与填料体的预热温度、预热升温速度对渗流过程的影响规律,并对泡沫金属纯铝、ZL102的渗流工艺参数进行了优化。制备了不同孔隙率、胞体尺寸、ZrO2陶瓷球含量的复合泡沫铝材的试样为后续性能研究奠定了基础。
1 压铸渗流试验
1.1 试验条件
材料:ZrO2陶瓷球,纯铝,ZL102,直径为 0.1mm~0.2mm、0.8mm~1.2mm 盐粒子
设备:茂福炉,自制压铸渗流模具一套,熔化及浇注设备一套。
1.2 预制体制备工艺
ZrO2陶瓷球球具有高密度、高硬度、高韧性等特点,普通硬合金刀具无法加工,为获得尺寸为φ30×50(mm)复合泡沫材料试样,必须先将陶瓷球利用预制体固定在试样尺寸范围内。预制体制备工艺流程如图1,主要过程分为盐粒和陶瓷球的准备、模具的准备、均匀混合、填充、烧结硬化和脱模,复合材料预制体试样见图2。

1.3 压铸渗流工艺原理
压铸渗流工艺原理如图3。首先在模具底部填充一定高度的盐粒子并紧实,再将制作好的复合材料预制体定位于其中心,将预制体周围均匀填充盐粒子紧实后浇入液态金属,在压头压力作用下,进行渗流,获得金属-填料复合体,凝固冷却后,将预制体周围的金属-盐粒复合体加工掉,清理出盐颗粒即可获得复合陶瓷颗粒的泡沫铝试样。

图2 陶瓷复合盐粒子预制体示意图

图3 压铸渗流工艺图
1.4 压铸渗流工艺流程
压铸渗流工艺流程如图4所示:其过程主要有盐粒子和芯子的准备、芯子定位、造型、填料体和模具的预热、熔炼、压铸、加工、清理。

2 试验方案与结果
试验方案和所得到的结果如表1所表示。实验分三组;1)预制体充填率为56%,盐颗粒的直径为0.8mm~1.2mm,浇铸金属为纯铝;2)预制体充填率为 67%,盐颗粒的直径为 0.1mm~0.2mm,浇铸金属为铝硅。3)预制体充填率75%,盐颗粒的直径为0.8mm~1.2mm,浇铸金属为纯铝。 3 组试验预制体中陶瓷球与盐粒体积比分别为 1∶5,2∶3。预制体周围盐粒与各预制体充填率相等。

表1 渗流实验方案及结果
3 试验结果分析及参数优化
通过实验可知,利用以上压铸渗流工艺可以成功制备陶瓷颗粒增强泡沫铝复合材料试样,所获试样如图5。
影响渗流结果的主要因素为浇注温度、填料及模具的预热温度、预热升温速度、预制体陶瓷颗体积分数。

3.1 浇注温度
图6为金属液渗入填料体的模型和温度分布,该填料体预热温度为t0,铝液和温度低的颗粒一边进行热交换,一边前进,逐渐降温至 TE,其间行进了ΔL,超过ΔL向前流动的铝液随着潜热散失而逐渐凝固。同时,在LF之间存在温度梯度,F面有热流向右传递,使 F面生成的凝固壳再熔化,因此可以认为从 F面向右侧流入的铝液生成固相的速度和向F面传递热量使之再熔化的速度相等的位置,就是铝液真正变成固体的位置。

如果铝液从 F面向右以速度 V(m/s)前进dt时间内,在颗粒周围形成的凝固相体积为V(m3),则

式中:Sm——铝液的固相率,%;
A——F面的面积,m2;
K盐粒——颗粒的孔隙率,%。因此把固相V再溶化所必须的热量Q1为:

式中:ρ铝——铝液的密度,kg/m3
ρ盐粒——填料的密度,kg/m3
H铝——铝液的凝固潜热,J/kg
C盐粒——填料的比热,J/(kg×℃)
根据傅里叶定律,将图模型简化为一维导热问题,在ΔL距离内

取 Q1=Q2,得到
这就是金属液过热后,在凝固潜热消失之前的渗流长度。从式(4)可看出,ΔL与过热度成正比,与颗粒预热温度t0也成正比,该结论与实验结果相互吻合,见图 7、图 8。

图8 ZL102铝液渗流深度随浇注温度变化曲线
通过实验结果分析得出图7、8曲线,如图所示,在预热温度和陶瓷球比例不变时,渗流深度开始随浇注温度增加而增加,但纯铝浇注温度上升至820℃,铝硅浇注温度上升至为770℃后,渗流深度开始随浇注温度的升高而减低。分析其原因归为:浇注温度过高,金属液容易从液模具底部泄露流失导致渗流不完全;浇注温度过高也使与压头接触的溶液无法及时凝固而向上翻起进入压头与模具的缝隙中凝固,致使渗流压力急剧增大,延缓了渗流的进行,使金属液在没有渗流完全时凝固,减小了渗流深度见图9。
综合分析纯铝的最佳浇注温度为805℃~815℃,铝硅合金的最佳浇注温度为760℃~770℃,渗流完全金属-填料复合体见图10。
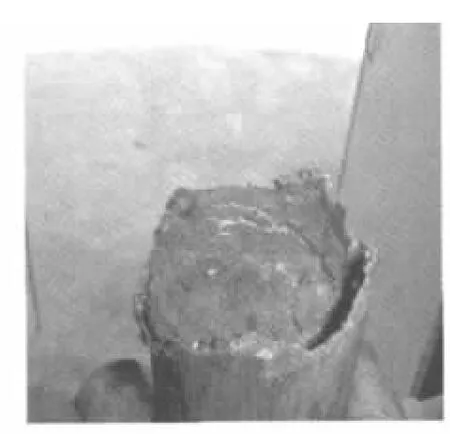
图9 渗流不足示意图
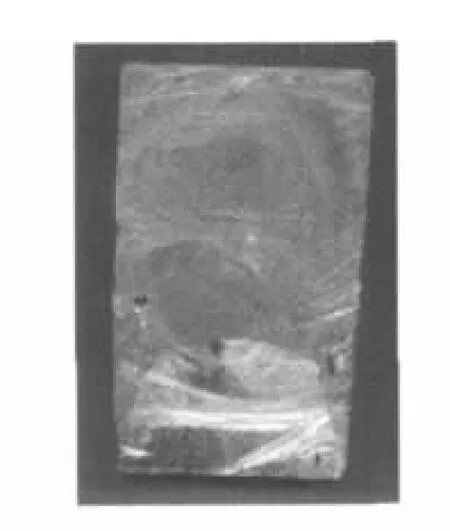
图10 金属复合填料体剖面
3.2 填料与模具的预热
根据式4,填料与模具预热温度与渗流深度呈正比,但过高会造成盐颗粒局部烧结增大渗流阻力,同时也会延缓金属液凝固,相当于提高浇注温度,见图8。如图所示,浇注温度同为770℃,预热温度由560℃提高到570℃时,金属液发生泄露,渗流深度减小了5mm。浇注温度过低则使金属液与填料粒子产生强烈的热量交换,使包裹在粒子周围的金属液迅速形成凝固壳,并不断加厚,在粒子间隙中未凝固的液体形成不连续体,从而阻断了渗流通道。综合分析优化预热温度为;纯铝为600℃~610℃;铝硅为560℃~570℃。
在预热过程中,升温速度过快会使填料体由于受热不均匀而产生裂纹,致使渗流后的金属-填料复合体中出现金属带,减低了泡沫试样的通孔度见图11。综合分析,填料体最好与模具随炉一同升温,或将预热升温速度控制在5℃/min~10℃/min,不可以直接放在温度已至预热温度的炉中直接保温。
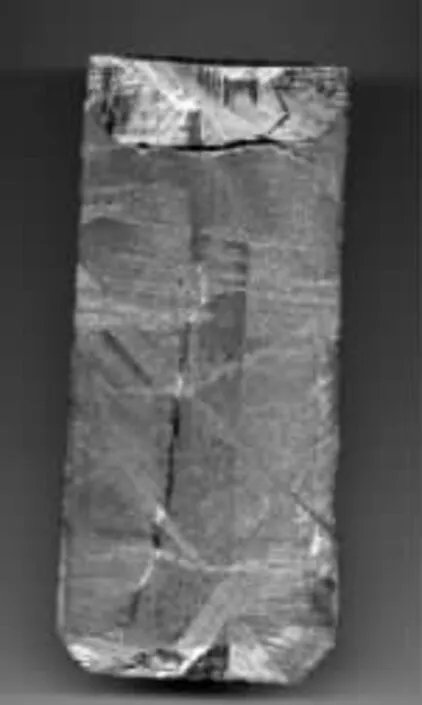
图11 金属带缺陷示意图
4 结 论
1)采用预制陶瓷颗粒和盐粒复合芯及加压铸渗流工艺成功制备了陶瓷球增强泡沫铝复合材料,获得了尺寸为φ30mm×50mm、孔隙率为56%~75%、陶瓷球尺寸为φ1mm,陶瓷球与盐粒体积比例为 1∶5、2∶3 的试样。
2)分析了各工艺参数对渗流结果的影响规律及机理,获得试验条件下的最有参数为:浇注温度:纯铝为805℃~815℃,铝硅为760℃~770℃,预热温度:纯铝为600℃~610℃;铝硅为560℃~570℃。
3)预热升温速度过高,在泡沫复合材料出现金属带,减低了泡沫复合材料的通孔度。
[1]Frank Banumgrarnter.Sabel Duarte and John Banhart.Industriclization of powder compact foaming process.Advanced engineering,2000,(4) :168-174.
[2]王芳,王录才,牛雪.泡沫铝合金的研究现状[J].铸造设备与工艺, 2009(4):51-54.
[3]任建富,王录才,王芳.渗流铸造工艺对泡沫铝合金结构的影响[ J].铸造设备研究,2002(6):23-27.
[4]许玲,黄笑梅,薛国宪,等.渗流法制备开孔泡沫铝的结构和参数控制[ J].新技术新工艺,2004(2):43-44.
[5]任建富,王芳,王录才,等.填料粒子成型对泡沫铝合金结构的影响[ J].中国有色金属学报,2002,12:87-90.
[6]王永,姚广春,李兵,等.陶瓷球颗粒增强泡沫铝材料的研究[ J].铸造,2006,.55(11):1130-1132.
[7]王录才,王芳,游晓红,等.渗流法泡沫铝板材的研制[J].太原重型机械学院学报,2002,23(3):251-254.
[8]杨思一,吕广庶.泡沫铝渗流铸造的工艺因素分析[J].新技术新工艺,2005(5) :44-45.
[9]杨思一.泡沫铝合金的渗流铸造工艺方法的研究[J].粉末冶金技术,2006,24(4):291-294.
[10]刘欣,薛向荣,张瑜,等.泡沫复合材料的研究[J].材料导报,2007,21(1):79-82.
[11]张勇.泡沫铝的低压渗流工艺的研究 [J].铸造,2004,53(11):890-893.
[12]张勇.泡沫铝的低压渗流工艺及常见缺陷分析[J].铸造技术,2004,25(8):596-599.
[13]张学斌,吴祚胜,凤仪,等.渗流法制备漂珠—泡沫铝复合材料的准静态压缩和吸能特性的研究[J].金属功能材料,2008,15(5):11-15.
[14]杨思一,张勇,邢自聪.泡沫铝合金制备工艺研究[J].材料科学与工艺,1997,55(2):96-100.
猜你喜欢
铝加工(2022年4期)2022-11-24
鸭绿江·华夏诗歌(2020年6期)2020-08-06
水电站设计(2020年4期)2020-07-16
水利规划与设计(2020年1期)2020-05-25
军民两用技术与产品(2018年23期)2019-01-11
资源再生(2016年10期)2016-11-16
作文评点报·作文素材初中版(2016年37期)2016-10-26
课堂内外·创新作文初中版(2016年5期)2016-06-13
郑州大学学报(理学版)(2014年2期)2014-03-01
中国石油大学学报(自然科学版)(2013年6期)2013-03-11
