
不锈钢粉末的选择性激光熔化快速成形工艺研究
2010-02-10 01:20史玉升李瑞迪章文献刘锦辉
电加工与模具 2010年1期
史玉升,李瑞迪,章文献,刘锦辉,2
(1.华中科技大学材料成形与模具技术国家重点实验室,湖北武汉 430074;2.黑龙江科技学院现代制造工程中心,黑龙江哈尔滨 150027)
金属粉末的激光快速成形是快速制造复杂金属零件/模具的首选工艺,目前主要有以下3种工艺:①基于选择性激光烧结(Selective Laser Sintering,SLS)的间接方法;②直接金属粉末激光烧结(Direct Metal Laser Sintering,DM LS);③金属粉末激光熔覆成形(Laser Cladding Fabrication,LCF)。第一种方法采用添加高分子粘接剂的金属粉末间接成形,具有前期投入少和激光功率低的优点,但后处理工艺复杂,制造周期长,成本高,制件的精度难以控制;第二种方法采用二元金属粉末直接成形,比第一种方法前进了一步,但制件的致密度不高,仍需后处理;第三种方法可采用单一金属粉末直接成形,制件的致密度可达100%,但激光器的功率高,价格昂贵,激光光斑直径大,主要采用波长为10.6μm、光的模式为多模的大功率CO2激光器,难以成形复杂精细零部件。在快速制造高密度、高形状复杂度、高精度金属零件的需求下,产生了选择性激光熔化(Selective Laser Melting,SLM)技术,它采用光的模式好、波长短(1.06μm)、技术先进的光纤激光器,光斑聚焦可达30μm左右,因而功率密度高、热影响区小,能将金属粉末熔化,制作出密度达到100%、精度达0.1 mm的各种复杂金属零件,还可低成本制造采用数控加工方法难以制造的、具有随形冷却流道的精密注塑模和压铸模等模具,其制件只需经过少量加工,就可达到很高的精度,无须其他的后处理工艺。
目前,SLM技术在国外受到高度重视,其中欧洲处于世界领先水平。例如,比利时的鲁汶大学正在进行SLM成形材料和工艺方面的研究[1],德国著名的快速成形设备生产商EOS公司、激光器生产商TRUMPF公司以及Fraunhofer研究所3家联合进行研究与开发,正准备将SLM 推向商品化[2],德国的MCP公司于2003年制造出了第一台SLM样机[3],英国利物浦大学也正在与MCP公司合作研究该技术[4~6]。在我国,SLM 技术尚处于试验研究阶段[7~9]。华中科技大学已于2005年底研发成功了采用半导体泵浦150W YAG激光器和100W光纤激光器的SLM装备。
但SLM成形涉及复杂的物理化学冶金过程,SLM过程中金属粉末在快速移动的激光束扫描下,出现迅速熔化与凝固,这个过程只有几毫秒,导致成形过程产生较大的热应力,使成形件出现翘曲与开裂;同时,金属粉末的熔化与凝固过程也容易出现球化现象,导致成形表面粗糙且不连续。这两个因素最终促使成形的金属零件内部出现孔隙,难以达到近100%致密。因此,合理控制SLM成形工艺有利于减少金属件内部应力集中、改善金属粉末熔化状况和促进SLM成形件的致密化。为此,本文以不锈钢粉末为研究对象,主要研究其SLM成形工艺对不锈钢粉末熔化状况的影响,旨在摸索出合理的工艺参数,成形出高性能的不锈钢金属零部件,同时也为其他金属粉末的SLM成形奠定基础。
1 不锈钢粉末的选择性激光熔化成形实验
1.1 不锈钢粉末
不锈钢作为一种常用工程材料,广泛应用于金属零部件制造领域。本实验分别选用3种不锈钢粉末来研究其SLM成形工艺(表1)。

表1 SLM成形用粉末材料
1.2 不锈钢粉末的选择性激光熔化成形过程
实验设备为华中科技大学研制的HRPM-Ⅱ型SLM快速成形系统,主要由光纤激光器、激光光路系统、扫描镜、工作台、供粉筒、铺粉辊和工作缸构成。SLM成形时,先在工作台面上铺一层粉末材料,然后,激光束在计算机的控制下,按照截面轮廓的信息,对制件实心部分所在的粉末进行扫描,使粉末的温度超过其熔化点,于是粉末完全熔化,得到这一层轮廓。在非熔化区的粉末仍呈松散状,作为制件和下一层粉末的支撑。每层熔化成形后,工作台下降一定的高度(0.02~0.10mm),再进行下一层的铺料和熔化,如此循环,最终形成三维制件。三维制件完成后,清除其周围未熔化的粉末,即可得到所需要的零件/模具。
1.3 不锈钢成形件的检测
对激光单道扫描线采用光学显微镜观察。不锈钢SLM成形件的致密度测试采用排水法测量(测试件表面涂敷密封材料)。不锈钢SLM成形件镶嵌成金相试样,经过预磨与抛光后,使用王水进行腐蚀,腐蚀时间约为40 s。表面形貌与内部的显微组织采用Quanta 200(FEI)型环境扫描电镜(ESEM)进行观察。
2 结果与讨论
2.1 不锈钢粉末激光单道扫描轨迹研究
不锈钢粉末的单道扫描可以验证SLM工艺是否满足成形的要求,并确定工艺参数对熔池宽度的影响规律,验证不锈钢粉末的SLM成形特征。
-250目水雾化304L不锈钢粉末单道扫描轨迹如图1所示,其特征有连续直线形、非连续(断续)直线形、波纹形。若轨迹呈连续直线形(图1b),说明SLM成形过程较为稳定;若轨迹呈非(断续)直线形(图1f)和波纹形(图1a),说明SLM成形过程不稳定。SLM成形轨迹形貌及表面质量(图1c~图1e)受不规则颗粒的影响,这主要是因为液态金属表面张力作用吸附其周围粉末所致;另外,扫描轨迹周围存在少量金属球,这主要是因为水雾化制备的粉末氧含量相对较高,增大了液态金属的润湿角,导致产生了金属球;同时液态金属与其周围存在温度梯度,产生表面张力梯度及马兰各尼(Marangoni)对流,使金属表面产生波动的幅度较大,导致其不稳定。
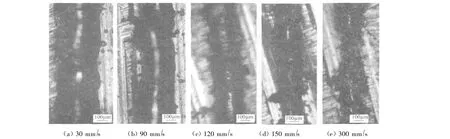
图1 在功率98W、不同扫描速度作用下,-250目水雾304 L不锈钢粉末的单道扫描轨迹
为了寻求成形性较好的不锈钢粉末,又选择了-500目水雾化316L不锈钢粉末进行单道扫描成形实验。316L不锈钢粉末与304L不锈钢粉末成分的主要差别在于:316L中含有Mo,而304L中不含Mo。-500目水雾化316L不锈钢粉末的单道扫描成形轨迹如图2所示,其特征主要表现为连续直线形。在较宽的扫描速度范围内,水雾化316L不锈钢粉末的单道扫描成形轨迹表面及其周围存在球形金属,这表明成形过程中液态金属断裂成小体积液体,通过减小系统表面自由能而形成金属球;圆柱状成形轨迹明显,较低扫描速度柱状直径较大(图2a、2b),较高扫描速度柱状直径较小(图2c、2d)。

图2 在功率98W、不同扫描速度作用下,-500目水雾化316L不锈钢粉末(与表1不一致)的单道扫描轨迹
图2与图1的单道扫描成形轨迹表明,-250目304L不锈钢粉末和-500目316L不锈钢粉末的成形性都不好,其原因是水雾化制备的粉末的含氧量较高,易在成形过程中球化。为此,又研究了-800目气雾化316L不锈钢粉末的单道扫描成形轨迹(图3),其特征主要是连续直线形,未出现非连续(断续)、直线形、波纹形、球形。其成形轨迹宽度受扫描速度影响规律为:当扫描速度较低时,单道成形轨迹较宽;当扫描速度较高时,单道成形轨迹较窄。单道成形轨迹在较宽的扫描速度范围内未出现断续,表明成形过程稳定性好。
图4为单道扫描成形轨迹与工艺参数之间的关系。其变化规律为:在相同激光功率下,单道扫描成形轨迹宽度随扫描速度的增加而减小;在相同扫描速度下,较小的激光功率变化对单道扫描成形轨迹宽度的影响不是很明显。这与-250目304L不锈钢粉末和-500目316L不锈钢粉末单道扫描成形轨迹宽度随扫描速度的变化相似。
2.2 不锈钢粉末选择性激光熔化成形件的致密化研究
影响SLM成形件致密度的因素较多(激光功率、扫描速度、扫描间距、铺粉层厚等工艺参数),可

图3 在功率98W、不同扫描速度作用下,-800目气雾化316 L不锈钢粉末的单道扫描轨迹

图4 -800目气雾化316L不锈钢粉末激光扫描轨迹宽度与激光功率、扫描速度的关系
将这些因素归纳为一个变量(激光能密度)。激光能密度 Ψ为单位体积的激光能量,单位为J/mm3,其表达式为[10]:

SLM成形件的致密度是成形轨迹平均致密度的累积,与激光能量密度相关联。SLM 成形件的相对致密度与激光能量密度之间的关系如图5所示。对图5a中的实验数据进行拟合,可得出-250目水雾化304L不锈钢粉末SLM成形件的相对致密度与激光能量密度 Ψ满足式:

-500目水雾化316L不锈钢粉末SLM成形件的相对致密度与激光能量密度之间的关系如图5b所示,对数据拟合,可得出SLM 成形件的相对致密度与激光能量密度满足式:

-800目气雾化316L不锈钢粉末SLM成形件的相对致密度与激光能量密度之间的关系如图7c所示。同理,对数据拟合,可得出SLM成形件的相对致密度与激光能量密度满足式:

图5 激光能量密度对SLM成形件致密度的影响

经上述分析,表明不锈钢粉末SLM成形件的致密度随激光能量增大而提高,且存在一个以能量密度为函数的致密化方程:该方程表明了SLM成形件的致密度 ρ随激光能量密度Ψ的变化关系。其中 ρm为最大致密度,A与K为常数。

综上所述,可看出粉末特性对SLM成形件的致密度有较大影响,-800目气雾化316L不锈钢粉末较其他两种粉末具有良好的致密化特性。这是因为,一方面气雾化制备的粉末具有较低的氧含量,有利于液态金属与前一层的润湿性,不易产生球化现象;另一方面-800目的粉末较-500目与-250目粉末具有较细的粒径,有利于提高金属粉末的松装密度,从而促进SLM 致密化。
2.3 不锈钢粉末选择性激光熔化成形件的微观组织形成研究

图6 熔化道的形状与分布情况
图6反映的是扫描熔化道的纵截面和横截面的情况。图6a中的箭头表示激光光斑的传热方向,由于凝固速度的不同而造成了鱼鳞状的界面结构,且相互重叠;图6b则表示熔化道沿激光扫描方向上的分布情况。SLM过程中的加热过程要比加热炉中复杂得多,这是由SLM激光扫描的特点所决定的。在某一时间间隔当中,近乎每一个熔化单元在凝固过程中都经历了一个不同的温度降低的过程。图7反映了熔化单元的换热情况原理。从图7中可看出,被熔化单元吸收的激光能量会沿着3种方式散失。首先,热量会通过对流的方式向空气中散发;其次,热量会通过传导的方式向熔化单元周围松散粉末传递;第三,热量向熔化单元焊接的已凝固部分传递。通常,不仅已凝固部分的温度在变化,而且熔化单元上层的由铺粉辊铺来的松散粉末的温度也随着加热历程产生变化。因此,熔化单元由于温度变化的复杂凝固过程就是造成其室温组织复杂多样性的原因。处于熔化界面处的温度梯度最大,原因是这些界面是金属固相和液相的交界处。因此,处于焊接界面处的组织变化最为剧烈,从图8所示的显微照片中可看出,这些区域存在着几类不同的组织,这些组织是不均匀,且具有柱状结构(图8b)和蜂窝状结(图8c)构。从图8中还可看出,这些组织均非常细小,这是由于快速凝固的液体金属在短时间内大量形成晶核,具有较大的过冷度,但晶核形成后来不及长大就迅速凝固了,形成了晶粒细小组织。

图7 熔化道的凝固传热情况

图8 SLM成形金属件显微组织照片
3 结论
本论文研究了不锈钢粉末的选择性激光熔化成形工艺,得出了以下主要结论。
(1)-500目水雾化316L不锈钢粉末和-250目水雾化304L不锈钢粉末的单道扫描线不连续,球化现象严重,其原因是水雾化制备的粉末含氧量较高,成形过程中润湿性较差。而-800目气雾316L不锈钢粉末的单道扫描成形轨迹较为连续,球化减少,显示出较好的成形性。
(2)高的激光能量密度促进SLM成形的致密化,且SLM成形件的致密度与激光能量密度满足指数关系:ρ=ρm-Aexp(-Ψ/K)。与单道扫描实验类似,气雾化制备的-800目316L不锈钢粉末比水雾化粉末在SLM成形时具有较高的致密度。这是因为该种粉末具有较低的氧含量,成形过程中球化减少,同时该种金属粉末的松装密度较高,有利于SLM过程的致密化。
(3)显微照片显示SLM成形件的微观组织非常细小且不均匀的,具有柱状结构、珠光体形状和蜂窝状的结构。熔化界面处的温度梯度最大,原因是这些界面是金属固相和液相的交界处,处于焊接界面处的组织变化最为剧烈。
[1] K ruth J.P,Froyen L,Van Vaerenbergh J,et al.Selective laser melting of iron-based pow der[J].Jou rnalof Materials Processing Technology,2004,149(1-3):616-622.
[2] www.mcp-group.com.[3] www.manufacturingtalk.com.[4] Childs T.H.C,Hauser C.Raster scan selective lasermelting of thesurface layer of a tool steel pow der bed[J].Proceedings of the Institu tion of Mechanical Engineers,Part B:Journalof Engineering Manufacture,2005,219(4):379-384.
[5] Childs T.H.C,Hauser C,Badrossamay M.Mapping andmodelling single scan track formation in direct metal selective laser melting[J].CIRP Annals-Manufactu ring Technology,2004,53(1):191-194.
[6] Santos Edson,Osakada Kozo,Shiom i Masanori,et al.Fabrication of titanium dental implantsby selective laser melting[C].Proceedings of SPIE-The International Society for Optical Engineering,5662,Fifth International Symposium on Laser Precision Microfabrication,2004,268-273.
[7] 史玉升,刘洁,杨劲松,等.基于粉末材料快速成型的复杂零件和模具制造技术[J].航空制造技术,2006,(4):754-757.
[8] 史玉升,鲁中良,章文献,等.选择性激光熔化快速成型技术与装备[J].表面工程,2006(增刊):754-757.
[9] 杨永强,吴伟辉,来克娴,等.金属零件选区激光熔化直接快速成型工艺及最新进展[J].航空制造技术,2006,(2):73-76.
[10] Simchi A.Direct laser sintering of metal pow ders:Mechanism,kinetics and microstructu ral features[J].Mater Sci Eng A 2006,428:148-158.
猜你喜欢
航天制造技术(2022年2期)2022-05-16
山东陶瓷(2021年5期)2022-01-17
世界有色金属(2021年5期)2021-06-13
昆钢科技(2021年1期)2021-04-13
陶瓷学报(2021年1期)2021-04-13
铝加工(2020年3期)2020-12-13
山东冶金(2019年1期)2019-03-30
中成药(2018年1期)2018-02-02
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27

- 电加工与模具的其它文章
- 最新高性能中速走丝数控电火花线切割机床
- 新型超声变幅杆的优化设计