
小直径铣刀高速铣削淬硬模具钢不同走刀方式下切削力和加工效率的研究
2010-08-24 01:46张宝磊龙卫仁
制造业自动化 2010年14期
徐 华,张宝磊,龙卫仁
XU Hua, ZHANG Bao-lei, LONG Wei-ren
(广西工业职业技术学院,南宁 530001)
0 引言
在金属切削过程中,切削力一直是影响切削加工的重要因素。而在小直径铣刀高速加工淬硬钢时由于切削速度一般是常规切削条件下的5~10倍,同时又由于刀具直径非常小,故刀具在加工过程中极易破损,所以此时对刀具切削时的切削条件以及走刀方式的研究有非常重要的价值意义。虽然某些型号的数控机床已可部分实现加工中切削负荷的自适应调整,但如果刀位轨迹不合理,也会导致高速铣削对机床及刀具产生较大的惯性冲击,从而直接影机床主轴等零部件及刀具的工作寿命[1]。
为了使铣刀在高速加工时发挥他的效率同时减少破损,本文主要对圆弧走刀和摆线走刀加工时对加工效率和切削力方面进行比较,得出从受力上看,采用摆线走刀时刀具受到的切削力比较小,相比之下圆弧走刀时切削力较大;从加工效率上来看,圆弧走刀要比摆线走刀时加工效率要高的结论,所以当对带圆弧的拐角进行加工时宜采用摆线走刀。
1 试验设计
1.1 试验条件
实验是在YCM-V85A型立式加工中心(最高转速8000RPM),加工45#钢(淬火硬度达52HRC)。刀具采用硬质合金TiAlN涂层平底四刃立铣刀(Φ=2mm),刀具悬伸量L=19mm。数据记录采用YDX-III9702型压电式铣削测力仪(大连理工大学,分辨率为0.001kgf)和重庆大学QLV型系列虚拟测试仪器等。
1.2 试验方法及试验方案
本文是研究小直径铣刀在淬硬钢拐角的切削动力特性。考虑到淬硬钢做成模具一般都有各种复杂的形状,各种圆弧拐角更是在所难免,因此本次实验采用具有多种拐角的工件,有R1.25mm、R1.50mm、R1.75mm、R2.00mm,目的在于研究高速铣削加工在拐角处的受力情况和加工效率,以寻找铣削拐角时候最佳的走刀方式和拐角处减速比率,避免在拐角处经常出现断刀的现象。
实验方案1 拐角在不同走刀方式下铣削的动力特性
1)不同圆弧半径摆线走刀试验参数:主轴转速6369 r/min,每齿进给量fz0.01 mm/z,侧向步距0.4 mm,背吃刀量asp0.1 mm,螺旋进刀角度30°, 最小切削宽度0.0200mm,最大螺旋半径0.9600mm。摆线走刀步距0.3mm。
实验序号:A-1,A-2,A-3,A-4;分别对应的圆弧半径为:2.00mm,1.75mm,1.50mm,1.25mm。在这一实验阶段中对不同圆弧半径拐角铣削实验,分别研究切削过程中的受力和加工效率情况。共进行4次实验 ,故采取单层切削方式,以下同理。
2)不同圆弧半径圆弧走刀试验参数:主轴转速6369 r/min,每齿进给量fz0.01 mm/z,侧向步距0.4 mm,背吃刀量asp0.1 mm,螺旋进刀角度30°,最小切削宽度0.0200mm,最大螺旋半径0.9600mm,圆弧走刀半径0.7mm。
实验序号:B-1,B-2, B-3,B-4;分别对应的圆弧半径为:2.00mm,1.75mm,1.50mm,1.25mm。
在这一实验阶段中分别对2.00mm、1.75mm、1.50mm、1.25mm圆弧半径拐角进行铣削实验,分别研究切削过程中的受力和加工效率情况。共进行4次实验。
实验方案2 在圆弧拐角半径为1.5mm处做不同加减速下铣削的动力特性
摆线走刀减速参数:主轴转速6369 r/min,每齿进给量fz0.01 mm/z,侧向步距0.4 mm,背吃刀量asp0.1 mm,螺旋进刀角度30°, 最小切削宽度0.0200mm,最大螺旋半径0.9600mm,摆线走刀步距0.3mm。
实验序号:A-3-a,A-3-b, B-3,B-4;拐角处速度减少到的百分比为35%,30%,25%,20%。在这一实验阶段中对圆弧半径拐角进行铣削实验,分别研究切削过程中的受力和加工效率情况。共进行4次实验。
圆弧走刀减速参数:主轴转速6369 r/min,每齿进给量fz0.01 mm/z,侧向步距0.4 mm,背吃刀量asp0.1 mm,螺旋进刀角度30°, 最小切削宽度0.0200mm,最大螺旋半径0.9600mm,圆弧半径0.7mm。
实验序号:B-3-a,B-3-b,B-3-c,B-3-d;拐角处速度减少到的百分比为35%,30%,25%,20%。在这一实验阶段中对圆弧半径拐角进行铣削实验,分别研究切削过程中的受力和加工效率情况。共进行4次实验。
2 试验数据分析
2.1 摆线走刀分析
在刀具切削圆弧时,切削力最大的地方刀具最容易破损而且能反映切削力的变化规律,故本试验仅仅研究在切削不同的圆弧半径时切削力的最大值。
从试验数据和不同圆弧半径最大受力图可以看出,当走刀方式为摆线走刀时,切削力随着圆弧半径的增加的变化情况是:各个方向受到的力随着圆弧拐角半径的增大而比较缓慢的减少,在半径为1.5mm时候合力F-sum增大比较明显,说明拐角越小受到的力就越大。由于垂直进给只有0.01mm,所以Fy受圆弧半径的影响程度较小。
实验测得工件的加工效率P与圆弧拐角半径的4组关系数据:
圆弧拐角半径(mm):2.00,1.75,1.50,1.25;分别对应的加工时间(s /件):139,101,83,55。可以看出随着圆弧拐角的变大,加工时间也变长.加工效率就越低.由于此时采用相同的切削参数,当圆弧半径较大时加工完整个圆弧材料的去除量也是较大的。
2.2 圆弧走刀分析

图1 不同半径圆弧最大受力图
由图1可以看出,随着圆弧半径的增大切削力逐渐减少,当圆弧半径在1.5mm继续减少时切削力急剧增加,也就是说当圆弧半径小于1.5mm时切削力受圆弧的影响较为严重,可能是在圆弧半径比较小时切削速度方向矢量变化比较大,使刀具的过切比较严重。
实验测得工件的加工效率P与圆弧拐角半径的4组关系数据:
圆弧拐角半径(mm):2.00,1.75,1.50,1.25;分别对应的加工时间(s /件):43,21,16,14。从中可以看出加工时间随圆弧半径的减小而减少,由于此时采用相同的切削参数,当圆弧半径较大时加工完整个圆弧材料的去除量也是较大的原因。
3 拐角处加减速的影响
在圆弧拐角半径为1.5mm出做不同加减速下铣削的动力特性(在对上面数据分析的基础上得出圆弧拐角半径为1.50mm时,是力突变前的一个点,用它做实验得出数据比较明显。因此选择圆弧拐角半径为1.50mm的做加减速实验。)
3.1 摆线走刀的情况
实验测得工件的加工效率P与拐角处速度减少的关系数据4组:
拐角处速度减少的百分比:20%,25%,30%,35%;分别对应的加工时间(s/件):83,84,82,83。可见当为摆线走刀时,圆弧拐角处速度加减对加工时间影响不显著。

图2 摆线走刀在不同减速的情况下的受力
由图2可以看出,用摆线走刀方式下做加减速实验时,Z轴方向受到的力比较平稳,X、Y轴方向受力先是缓慢的减小再增加。整个过程可以看出:x向切削分力与合力曲线最为接近,可以看出,各变化参数中,切削分力主要来自于x轴向分力。在减速到25%时,受到的平均力最小,而在30%的时候受到的X、Y轴方向的力也最小,所以此时宜采用降速比为30%左右。
3.2 在圆弧走刀的情况下
实验测得工件的加工效率P与拐角处速度减少的关系数据4组:
拐角处速度减少的百分比:20%,25%,30%,35%;分别对应的加工时间(s/件):33,29,27,25。可以看出随着圆弧拐角处速度的降低每件工件加工时间越少,加工效率也就越高但都低于原始速度下的加工效率。
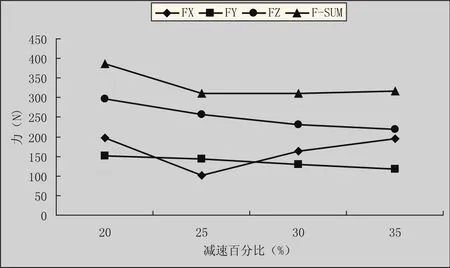
图3 圆弧走刀在不同减速的情况下的受力
由图3可以看出,在圆弧走刀方式下做加减速实验加工圆弧半径1.50mm时,Z轴方向受到的力比较平稳缓慢的变小,X轴方向受到的力先变小后增大,变化很大,Y轴方向受到的力变化不大,整个过程可以看出:在减速到25%时,受到的平均力最小,受到的X方向的力也是最小,所以在加工1.5mm圆弧拐角时宜采用的降速比为原来的25%左右。
4 结论
本文通过对小直径铣刀高速铣削淬硬模具钢圆弧路径切削方式对铣削力及切削效率的影响研究,结果表明:
1)从受力上来看,摆线走刀要比圆弧走刀受到的切削力小,所以从保护刀具的角度出发,应该选择摆线走刀方式。
2)从加工效率方面来看,与摆线走刀相比,圆弧走刀的效率较高,随着圆弧拐角的变大,加工时间也就越长,加工效率就低。
3)当采用摆线走刀时,当切削速度减到30%左右时受到的切削合力是最小的。
4)在采用圆弧走刀时,当切削速度减到25%左右时,受到的切削合力时最小的,同时X和Y方向上的力也是最小的。
[1] 全燕鸣,王成勇,林金萍.高速铣削淬硬模具钢的工艺性与经济性研究[J].工具技术,2003,37,2.
[2] Micron,Jobs,Haas,Ftp,DMG机床公司.肯纳飞硕刀具公司.高速加工机床及其刀具专题报告,2002.
[3] 艾兴,刘战强.高速切削综合技术[J].航空制造技术,2002,3.
[4] 张永强.高速切削及其相关键技术的发展现状[J].航空精密制造技术,2001(4).
[5] C.K.Toh.Cutter path strategies in high speed rough milling of hardened steel.Materials and Design 27.(2006) 107-114.
猜你喜欢
汽车实用技术(2021年23期)2022-01-05
防爆电机(2021年1期)2021-03-29
装备维修技术(2021年20期)2021-03-29
考试与评价·七年级版(2020年4期)2020-10-23
组合机床与自动化加工技术(2018年7期)2018-07-26
制造技术与机床(2017年3期)2017-06-23
美文(2017年4期)2017-02-23
小雪花·初中高分作文(2016年5期)2016-05-14
制造技术与机床(2013年12期)2013-09-27
装备制造技术(2013年6期)2013-06-26
