加工过程中硬铬镀层崩落原因分析及改进措施
2010-11-07 08:07黄文华杨励谦黄建光
电镀与精饰 2010年9期
黄文华,杨励谦,黄建光
(湖南天雁机械有限责任公司,湖南衡阳 421005)
加工过程中硬铬镀层崩落原因分析及改进措施
黄文华,杨励谦,黄建光
(湖南天雁机械有限责任公司,湖南衡阳 421005)
气门工件在镀硬铬后须经车床加工,工件杆部部位有很大比例的铬层在加工后发生崩落,影响了产品外观和质量。通过试验和分析发现,铬层与基体的结合力大小、铬层硬度及镀铬后工序安排合理与否等都是可能造成加工过程中镀层崩落的原因,针对分析出的原因,综合考虑各种影响因素后,提出了相应解决的办法。
气门;镀硬铬;铬层崩落
引言
长期以来,某厂生产的某种气门工件在镀硬铬后车制颈部时,在杆部加工处常会出现大约为10%的铬层崩落故障,大大影响了产品外观和质量,降低了产品的合格率。气门工件车床加工和镀铬崩落的部位如图1所示。
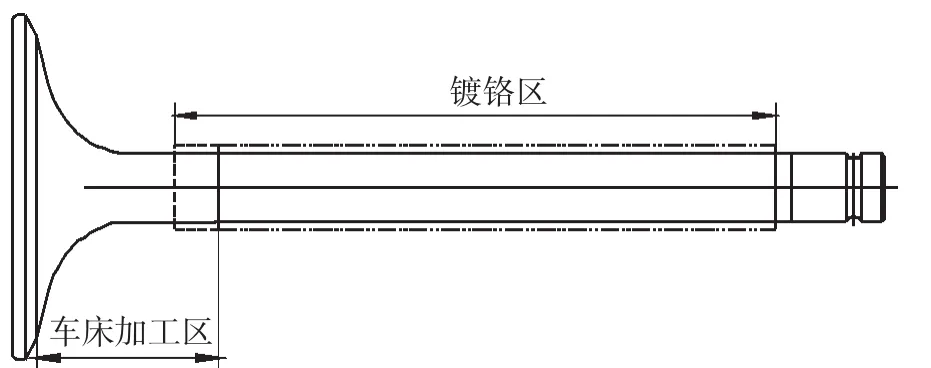
图1 气门工件加工示意图
某厂镀硬铬的工艺为:220g/L CrO3、2.25g/L H2SO4、少许添加剂,θ=58℃,Jκ=70A/dm2。
1 试验与原因分析
1)基体材料成分的影响
结合力不良的铬镀层,大多与前处理、槽液成分、操作条件控制、零件装挂位置及工序之间的协调等影响因素有关。一般在低碳钢的基体材料上镀硬铬时,镀层结合强度约为80MPa[1]。由于合金钢与含有铬、锰、镍、钨、钼、钒、铝等合金元素,合金钢的镀铬层之间的结合力就较普通碳素钢差。因为这类合金钢零件表面易生成一层钝化膜,从而影响了镀铬层与基体之间的结合力,易造成镀铬层发生剥离脱落现象。
将气门镀铬部位反复弯曲180°,经检测发现镀铬层出现起皮、脱落现象严重,说明镀层结合强度不高。后来将Jκ降低至60A/dm2,进行同样弯曲试验,发现镀铬层只有轻微的起皮、脱落,再进行车床加工,铬层崩落比例有所减小,但在批量生产时还是有一定数量的镀铬层崩落现象出现。
2)硬度的影响
镀铬层比由高温冶金法得到的大多数金属硬度高得多。最硬的铬层可达到刚玉的硬度,比其它的电镀层硬度都要高。硬度高的镀层常伴随着脆性高的风险,而车床刀片的硬度也很高,一般能达到58~64HRC左右,如果镀铬金属硬度过高,脆性过大,在车床刀片的高速冲击下,很容易造成镀铬层崩落。
在测定镀铬层的硬度时,不宜选用常用的布氏或洛氏硬度计,这两种硬度计压荷大,压痕深且大,基体金属的影响较大,结果不够准确,因此应选用维氏显微硬度计来测定。
经测量,某厂镀铬层硬度值范围为950~1 000 HV左右,而产品标准要求当铬层δ≥0.01mm时,铬层表面硬度应大于800HV,可以看出,某厂产品镀铬层硬度高出产品标准下限150~200HV之多,于是调整镀液添加剂含量和镀铬工艺参数,控制镀铬层硬度值范围为830~870HV。再试验100件工件,结果显示镀铬层崩落的比例降低了4%左右,但仍然有6%左右的铬层崩落故障出现,这说明镀铬层崩落并不完全是镀层硬度过高造成的。
3)镀铬后工序的影响
某厂气门工件镀铬后加工工序为:镀铬→精车颈部→第1道半精磨杆部→第2道半精磨杆部→精磨杆部。气门工件镀铬后铬层单边厚度约为0.02~0.03 mm。经过研究分析,怀疑镀铬后不能直接精车颈部,于是在降低镀层硬度和提高镀层结合强度的基础上,更改了现有工序流程,采用了下述两种方案各试验了50件工件:
a.镀铬→第1道半精磨杆部→精车颈部→第2道半精磨杆部→精磨杆部,试验后经检测发现,共有5件气门工件有轻微崩铬现象,但几乎可忽略。
b.镀铬→第1道半精磨杆部→第2道半精磨杆部→精车颈部→精磨杆部,试验后经检测发现,没有出现崩铬现象。
2 解决方法
根据上面的试验结果,把镀铬Jκ更改为60 A/dm2,添加剂的用量降到以前的70%,镀铬层结合强度得到了提升,镀层硬度降低到830~870HV,再把镀铬后工序更改为方案b的工序。经过批量生产,发现镀铬层崩落故障得到了很好的解决。
3 结束语
镀铬层的崩落是由镀铬层的结合强度偏低、硬度过高和镀后工序安排不当等多方面原因造成的,本例故障说明,在实际生产过程中,要想找出镀铬层崩落或其它故障的产生原因并加以解决,不只需要从镀铬工艺本身着手,更需要考虑与镀铬相关的镀前、镀后等工序造成的影响。
[1]胡如南,陈松祺.实用镀铬技术[M].北京:国防工业出版社,2005:7.
Causes Analysis and Improvement Measures for Hard Chromium Coating Breaking Down during the Machining Process
HUANG Wen-hua,YANG Li-qian,HUANG Jian-guang
TG174
:B
1001-3849(2010)09-0021-02
2010-03-26
:2010-05-27
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
装备制造技术(2020年12期)2020-05-22
汽车与新动力(2019年5期)2019-11-07
电子制作(2017年20期)2017-04-26
电镀与环保(2016年3期)2017-01-20
表面工程与再制造(2016年4期)2016-11-10
中国光学(2015年1期)2015-06-06
农机使用与维修(2014年6期)2014-09-23
河北农机(2014年2期)2014-03-30