
电镀耐蚀性锌-镍合金工艺的研究
2010-12-28 06:55蒋彤雅吴菊珍
电镀与环保 2010年2期
蒋彤雅, 吴菊珍
(1.四川化工研究设计院,四川成都610041;
2.成都电子机械高等专科学校机电工程系,四川成都 610031)
电镀耐蚀性锌-镍合金工艺的研究
蒋彤雅1, 吴菊珍2
(1.四川化工研究设计院,四川成都610041;
2.成都电子机械高等专科学校机电工程系,四川成都 610031)
介绍了一种新的电沉积锌-镍合金工艺和镀液配方,采用了新的钝化液配方及相应的工艺对锌-镍合金进行钝化处理。介绍了锌-镍合金镀液的维护方法,并对该镀层进行了性能测试。该配方具备工艺简单、操作方便、镀层易钝化等优点。
电镀锌-镍合金;测定;镀层性能;钝化
0 前言
镍的质量分数为10%~15%的锌-镍合金的耐蚀性和耐磨性约为锌的3~5倍,中性盐雾实验表明:镀层出现白锈、红锈的时间均大大高于常用的纯锌镀层。镀层在较高温度下(200℃左右)的耐蚀性更优于纯锌镀层,耐热高达200~250℃,可焊性和延展性与锌的相当,对油漆的结合力良好,氢脆性接近于零。适合于电镀弹簧、紧固件及汽车零件[1]或在较高温度下使用,因而受到人们的欢迎。已在汽车[1]、机械、钢铁、电子等行业得到了广泛应用。
1 镀液配方及其配制方法
1.1 锌-镍合金镀液配方[2]

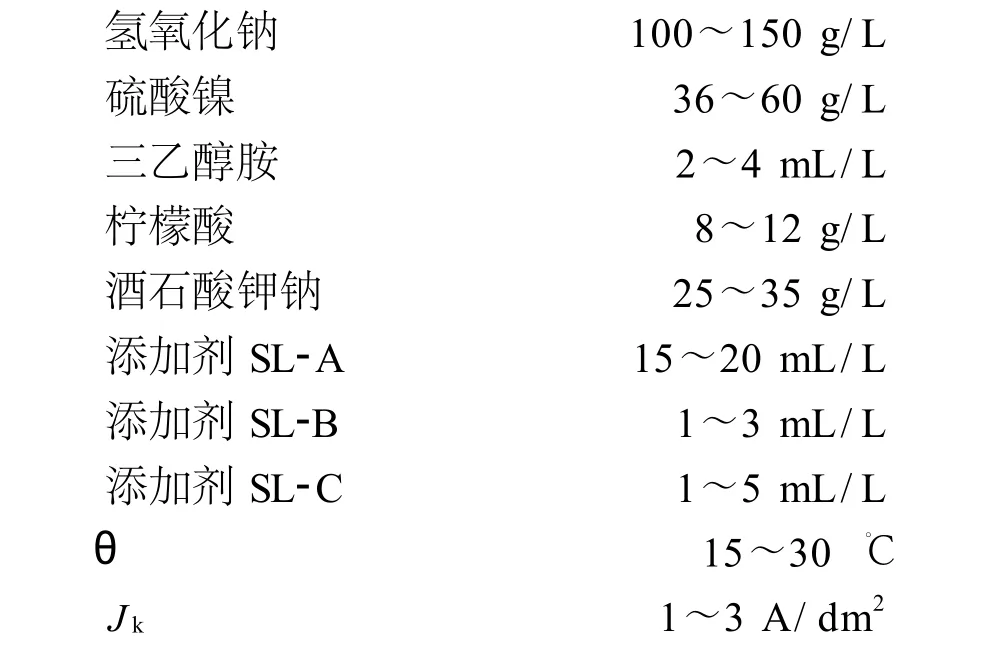
1.2 锌-镍合金镀液配制方法
将计量的氢氧化钠倒入一耐热容器中,加水调成糊状,再加入所需的氧化锌,加入时剧烈搅拌,待氧化锌和氢氧化钠充分配位后,再加1/2体积的水使其溶解,然后静置冷却。在另一容器内加入所需柠檬酸和酒石酸钾钠,加少量水使其溶解,在搅拌的情况下加入硫酸镍。待全部溶解后,将二种溶液混合,并加入电镀槽中,加水至规定体积,充分搅拌均匀。最后加入三乙醇胺,SL-A,SL-B,SL-C,即可试镀。
若所用药品纯度不高,可采用添加CK-778碱性镀锌净化剂,小电流密度电解等方法处理。
1.3 镀液外观
此配方配制的镀液呈深绿色,略显胶着。
1.4 钝化液配方[3]

2 工艺流程[4]

3 槽液的维护
3.1 锌、镍的补充
为了有效地控制镀液中的锌、镍的质量浓度,最好采用镍板为阳极[5],然后根椐分析结果补充锌、镍以及其它组分。
3.2 添加剂的补充
添加剂SL-A是走位剂,有细化结晶、提高均镀能力的作用,消耗量约为350 mL/kA·h。
添加剂 SL-B是主光亮剂,消耗量约为 100 mL/kA ·h。
添加剂SL-C为次光亮剂,有提高低区光亮度及分散能力的作用,消耗量约为180 mL/kA·h。
3.3 过滤和搅拌
镀液需定期过滤,使用时需搅拌。
4 镀层性能
4.1 外观
镀层结晶细致、均匀。可以彩色、黑色、蓝白色等钝化,钝化后的镀件外观可与纯锌镀层媲美。
4.2 氢脆性
超高强度钢具有氢脆敏感性,而镀锌和镀镉层除氢困难,通常受镀前要去应力,镀后需除氢24 h,如此尚难保证除氢彻底。而锌-镍合金镀层有适度的孔隙,易于除氢,镀层本身氢脆性也较小,因而在航空、航天工业领域有更广泛的应用空间。
4.3 韧性和结合强度
锌-镍合金镀层韧性好,装配时可经受挤压变形而不脆裂,具有镉镀层的优点。普通镀锌钢板点焊困难,不能用于汽车覆盖件;而锌-镍合金钢板有优良的可焊性,可广泛用作汽车覆盖件,经常规磷化、涂装后,其耐蚀性大大提高。
4.4 硬度
碱性镀锌层硬度为900~1 200 MPa,而锌-镍合金镀层硬度可达2 200~2 700 MPa,因此,更耐划伤。白钝后似仿银,光亮镀层可以抛光仿铬,也可以直接套铬。锌-镍合金的熔点较高 (750~800℃),耐热性好,经除氢热处理后耐蚀性优良,适合应用在发动机上。
4.5 耐蚀性[6]
锌-镍合金镀层中性盐雾实验结果,如表1所示。

表1 中性盐雾实验结果
由表1可知:经钝化后,镀层耐蚀能力明显提高。
镀锌层与锌-镍合金镀层中性盐雾实验对比,如表2所示。

表2 镀锌层与锌-镍合金镀层中性盐雾实验对比
由表2可知:经彩色钝化后,镍的质量分数为10%~15%的锌-镍合金镀层的耐蚀性大大高于镀锌层的。锌-镍合金镀层之所以有优良的耐蚀性是因为合金镀层的稳定电位介于锌和基体(钢铁)之间,较小的电位差导致镀层腐蚀较慢。锌-镍合金的腐蚀产物主要是ZnCl2·4Zn(OH)2。该腐蚀产物均匀、致密地覆盖在镀层表面,不易导电,有很好的保护作用;而锌镀层的腐蚀产物主要是ZnO,结构疏松,起不到保护作用。此外,镍的质量分数为13%的锌-镍合金属于γ相(金属间化合物),具有最高的热力学稳定性,因而耐蚀性较好;而锌镀层是η相结构(紧密六方晶系),热力学稳定性较差。
将纯锌镀层浸泡在质量分数为5%的NaCl溶液中,镀层15天后有红锈生成;相同条件下,锌-镍合金镀层25天后才有红锈生成,耐蚀能力大幅提高。
5 工艺优点
本工艺与其它电镀锌-镍合金工艺相比具有以下优点:
(1)镀液稳定,可保持长期使用,大大提高了电镀原材料的利用率。
(2)镀层沉积速率快,最高可达60μm/h。
(3)镀液的均镀能力高达50%。
(4)电流效率高达90%。
(5)镀液电流密度范围宽,镍共析率稳定,分散能力及深镀能力优异,对设备腐蚀性小。
(6)镀层中镍的质量分数可稳定地控制在10%~15%的范围内,溶液中的成分便于稳定控制,钝化膜不易变色,且废水处理简单。
(7)低电流密度光亮区范围宽,可用于形状较复杂零件的挂镀,也可用于滚镀。
6 结语
本工艺所得镀件镀层结晶细致、均匀,耐蚀能力明显提高,因此,具有很好的应用前景。
[1] 杜楠,吴浩杰,赵晴,等.汽车零件锌镍合金电镀工艺实践[J].表面技术,2008,37(3):77-79.
[2] 周晓荣,李华锋,柳立名,等.碱性体系中电镀黑色光亮锌镍合金的研究[J].材料保护,1999,32(5):1-3.
[3] 吴化,贾慧庆.连续电镀锌镍合金的研究[J].电镀与涂饰,2002,21(1):5-8.
[4] 张光前,曾鑫.无氰碱性电镀锌-镍合金工艺[J].电镀与精饰,2008,30(12):9-12.
[5] 郭领军,李贺军,李克智,等.电镀用锌镍合金阳极的研制及应用[J].铸造,2002,51(9):554-556.
[6] 刘立湖,蒋同轩,王洪涛.锌镍合金镀层耐蚀性的研究[J].材料保护,2002,35(12):26-27.
[7] 梁振东,徐却.电镀锌镍合金彩色钝化工艺[J].煤炭技术,1999,18(3):31-33.
[8] 王涛,安茂忠,张樑.碱性锌镍合金电镀白钝化工艺的研究[J].电镀与涂饰,2002,21(4):14-19.
A Study of Corrosion Resisting Zinc-Nickel Electroplating Process
JIANG Tong-ya1, WU Ju-zhen2
(1.Sichuan Academy of Chemical Engineering Research and Design,Chengdu 610041,China;2.Electromechanical Engineering Department,Chengdu Electromechanical College,Chengdu 610031,China)
A new zinc-nickel electroplating process and its plating bath formula are introduced.A new formula of passivating solution and the corresponding process are used in passivation of zinc-nickel alloy.The bath maintenance is described and the performance of the coating is also tested.This formula is simple in process,easy to operate,easy for coating passivation,etc.
zinc-nickel electroplating;determination;coating performance;passivation
TQ 153
A
1000-4742(2010)02-0016-03
2008-08-31
·设 备·
猜你喜欢
山东冶金(2022年3期)2022-07-19
汽车实用技术(2022年9期)2022-05-20
装备环境工程(2020年8期)2020-09-11
钢管(2020年2期)2020-03-03
腐蚀与防护(2018年8期)2018-08-20
材料工程(2018年2期)2018-02-28
电镀与环保(2016年2期)2017-01-20
湖南水利水电(2014年6期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
