盘式电机铁心自动卷绕在线补偿成形机理研究
2011-03-23 01:41郑书河何聪惠
漳州职业技术学院学报 2011年2期
郑书河,何聪惠
盘式电机铁心自动卷绕在线补偿成形机理研究
郑书河,何聪惠
(福建农林大学 机电工程学院,福建 福州 350002)
盘式电机基于其自身特点,日益得到广泛的应用,而盘式电机的生产关键在于定转子铁心的生产,本文在专用的铁心卷绕设备基础上,根据定转子铁心成形工艺特点,推导出一个完整铁心自动卷绕在线补偿成形机理。该机理既包含了满足铁心自动成形工艺特点的转角补偿,同时又含有为了提高铁心成形质量而实施的在线偏差补偿。
盘式电机;定转子铁心;转角补偿;偏差补偿;
1 引言
盘式电机以其机构简单紧凑,轴向尺寸短,节约原材料,下线方便,能实现自身制动等优点而日益得到电机制造业的重视。盘式电机首先是其定转子铁心的生产。世界发达国家早已经对盘式电机的系列生产,其中定转子铁心生产精度高,材料利用高。目前,国外已有计算机控制的卷绕专用设备问世,并在工业中得到应用,在精度上,槽角度值已到-1.5~1.5度,外径公差达到-1.5~1.5um,但国外销往国内的铁心专用设备价格太过于昂贵,而且加工范围小,使得国内很多厂家经济上难以承受。而国内,从80年代后期以来,盘式电机也逐步在我国某些起重机械设备,机械加工设备及家用电器行业中推广,特别是中小功率的电机应用更为广泛。尽管有各种各样的铁心专用卷绕设备研制成功并申请专利号,但市场上始终未见高效的成形设备出售,而且生产盘式电机的厂家在生产铁心时候大多数采用土办法,先在硅钢带上冲好满足槽距的带料,然后用机械半自动方式来卷绕成形。
这种铁心成形方法,其特点一是生产效率低,材料利用率低,二是铁心成形精度低。因为在铁心实际卷绕过程中,都没有针对实际生产中,由于带料厚度不均,以及卷绕成形过程中不可避免在层与层之间存在间隙导致卷绕轮半径实际增大值和理论增大值之间存在偏差,而对之相应的补偿,从而影响最终的铁心成形质量。[1][2]本文基于原有专用卷绕设备的基础上,研究既能自动卷绕成形又能在线偏差补偿的一种成形机理。
2 卷绕机构的自动卷绕机理
2.1 定转子铁心结构特点
尽管盘式电机的种类各种各样,但其定转子的结构大同小异,只是各种铁心参数大小不一样罢了。图1为定转子的结构简图,其中第一个为定子,后两个为转子,A为定转子的斜槽偏角。他们均为硅钢片卷绕成的空心圆柱体。一般同一台盘式电机的转子和定子,他们的内外径尺寸相等,轴向尺寸不等,定子槽多为辐射状直槽,转子槽多为朝某个方向倾斜的斜直槽。另外,转子的槽数与定子槽数不等。

图1 定、转子铁心结构简图
2.2 定转子铁心成形工艺特点
传统电机定转子生产是用硅钢带先冲好槽,然后再一片片叠合。而盘式电机定转子铁心成形是用冲好槽的硅钢片带料卷绕而成,并且在专用卷绕设备上自动成形。如图2,首先钢带坯料经校平后,由高速冲床冲好槽,冲好槽的带料经送料机构和卷绕轮本身提供的动力送至卷绕机构,卷绕自动成形。冲床上冲槽必须保证,每隔一段距离冲出相同形状的槽,带料再经卷绕成形,卷绕好的定转子铁心在外观上要求槽孔一一对齐。由于圆周卷绕时,每卷绕一周,带料到圆周中心的半径值是不断地增大,即每相邻的槽孔在不同的圆周卷绕层上的弧长是不断增大的,这个弧长称之为相邻槽距。它将随着卷绕层数的不断增加而增大,且满足其相应的规律。这就是定转子铁心卷绕成形工艺的特点。[3]

图2 卷绕机构简图
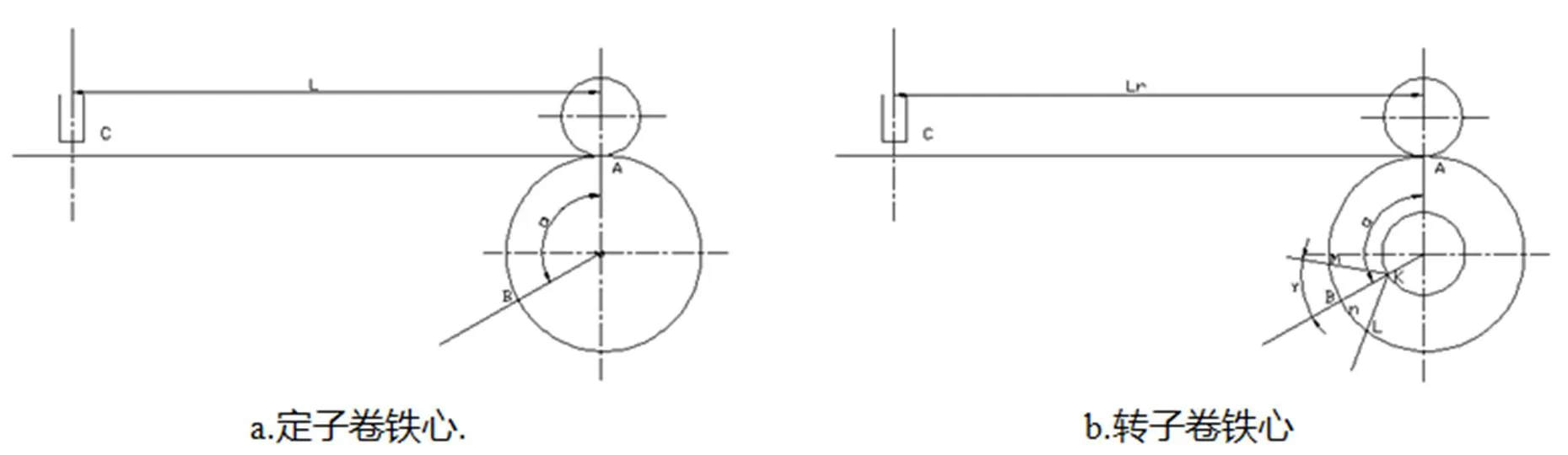
图3 定转子铁心冲卷距与转角的关系
2.3 自动卷绕机理
如图3,当卷绕轮卷绕预置角α时,带动由冲头冲好槽的钢带C点至卷绕轮的B点,将AB段的弧长称为起始冲卷距。定子铁心由于其下线槽呈径向分布,故在卷绕过程中,若卷绕轮卷绕起始点A和硅钢带对应冲模中心点C之间的距离为L,即为起始冲卷距L。如图3(a),而转子铁心由于其下线槽呈与径向倾斜的斜槽,如图3(b),若该倾斜角为γ。很明显,卷铁心的起始冲卷距比定子铁心相同的起始半径下,大了ln或者小了mn的弧长。



3 卷绕机构的补偿机理
前述表明,定转子铁心在卷绕时,其冲卷距的大小随卷绕轮的实际半径增大而增大,这就要求卷绕轮除了能按铁心的槽数做等角度的间歇回转外,还必须额外地多转一些,来保证卷绕轮间歇回转过程中,使得冲卷距随卷绕轮实际半径增大而增大。我们把这种多转一些角度的机理称为卷绕机构的转角补偿机理。
3.1 定转子铁心卷绕的步距补偿值

3.2 定转子铁心卷绕的转角补偿值


式中:N——卷绕轮间歇回转的累加次数,
3.3 卷绕机构的偏差转角补偿
定转子铁心在实际卷绕过程中,由于带料厚度不均,卷绕层与层之间不可避免存在间隙,导致卷绕轮卷绕过程中,其半径实际增大值与理论增大值之间存在偏差,该偏差影响铁心最终的成形质量。而在在线补偿的卷绕过程中,常将该半径长度偏差值直接转化为角度补偿值。

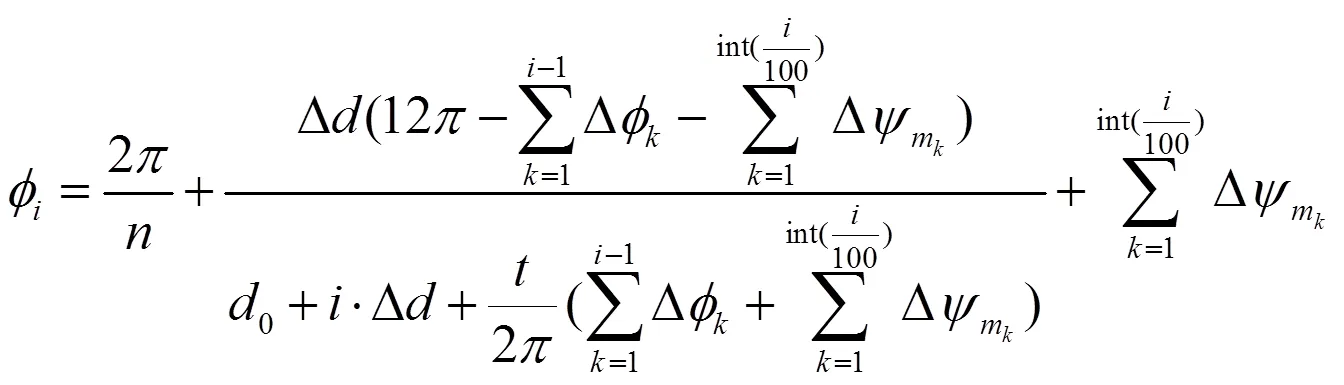
3.4 卷绕机构总转角补偿值
4 卷绕轮间歇工作各转角值
卷绕机构的工作节拍为:高速冲床每冲好一个槽后,同时卷绕轮卷过一个角度,由于冲裁机构和卷绕机构的空间布置需要,所以假设初始冲卷距为卷绕轮卷绕带料六周的钢带弧长,那么卷绕机构在第一次卷绕铁心时,必须事先冲好满足槽距的前6圈的带料,当卷绕轮卷绕第一角度时,此时,卷绕轮所卷入的钢带为卷铁心第一圈的第一槽距钢带,而对应着冲床冲下的槽的钢带则为第7圈第一个槽距的钢带。冲、卷同时进行,当冲床冲好当前卷铁心最后一圈最后一个槽时钢带时,紧接着冲床将交替冲下下一个完整铁心第一圈第一槽的钢带。从此时起,冲床依次为下个铁心冲好前6圈钢带的槽。
式中:i——为卷绕轮转过第i个转角后,第i=m+1个转角卷绕进行偏差补偿,m=100;

式中:
(8)式表明,对下个铁心预先冲好6圈槽的钢带不做卷绕轮半径值偏差补偿。

式中:i——为卷绕轮转过第i个转角后,第i=m+1个转角卷绕进行偏差补偿,m=100;

式中:
(10)式表明,对下个铁心预先冲好6圈槽的钢带不做卷绕轮半径值偏差补偿。
5 结论
[1] 于集风.金驷.盘式电机转子和定子的自动成形[J].微特电机,1990(7):64-69.
[2] 奉明.一种盘式电机铁心自动成形方法[J].企业技术开发,1998(4):6-10.
[3] 郑书河.盘式电机定转子铁心自动成形机理与在线补偿控制系统研究[D].福州:福建农林大学,2004.
[4] 何聪惠,陈学永,王祖忠,等.盘式电机卷铁心转角补偿加工法[J].1996,7(1):88-90.
Investigation of the automatic core winding and online compensation forming mechanism of disk-eletric motors
ZHENG Shu-he,HE Cong-hui
(School of Mechanical Electrical Engineering & Automation, Fujian Agriculture and Forestry University,Fuzhou 350002,China)
Disc-Electric motor has become increasingly widely applied because of its own characteristics, while the manufacture of the stator and rotor cores is the key to its manufacture.Based on a dedicated core-winding equipment, the author derives the automatic core winding and on-line compensation forming mechanism. The mechanism contains angle-rotation-compensation, and on-line deviation-compensation in order to improve the quality of the core forming.
disc-eletric motors; the stator and rotor cores; angle-rotation-compensation; deviation-compensation
2011-03-12
福建农林大学青年基金项目(020757)
郑书河(1976-),男,福建尤溪人,讲师,在读博士生,研究方向:机电一体化方向。
TM305.1
A
1673-1417(2011)02-0041-07
(责任编辑:季平)
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
山东冶金(2022年1期)2022-04-19
防爆电机(2021年3期)2021-07-21
航空发动机(2021年1期)2021-05-22
通信电源技术(2019年6期)2019-07-23
山东冶金(2019年3期)2019-07-10
微特电机(2019年2期)2019-02-25
中国环境监察(2017年8期)2017-10-23
商业文化(2016年36期)2016-03-01
汽车零部件(2015年8期)2015-06-23