
等离子喷涂技术在油膜轴承密封件上的应用
2011-07-25 00:56朱希玲
轴承 2011年10期
朱希玲
(上海工程技术大学 机械工程学院,上海 201620)
等离子喷涂是采用刚性非转移型等离子弧为热源,以喷涂粉末材料为主的热喷涂方法。自等离子喷涂技术问世以来,等离子喷涂法已成为现代工业和科学技术各领域不可或缺的先进加工手段[1]。由于等离子喷涂的射流温度高、速度快,几乎可以熔化并喷涂任何材料,形成的涂层具有结合强度较高、孔隙率低、喷涂效率高、使用范围广等优点[2-4],在航空、冶金、机械、机车车辆等方面得到广泛应用,在热喷涂技术中等离子喷涂约占50%以上。
1 等离子喷涂主要参数[5]
1.1 等离子气体选择
等离子气体分为主气和辅气,主气用于电离产生等离子,常用氮气和氩气;辅气用于送粉,常用氢气和氦气。主要根据可用性和经济性原则选择气体,可用性是指气体不与工件和喷涂材料等发生有害反应,经济性主要是考虑气体的成本[6]。
如氮气便宜,常用做等离子喷涂的主气,而辅气常使用氢气,由于氢气属于易燃易爆气体,使用时要格外小心;在喷涂Cr2O3粉时,由于氮气易与Cr2O3反应,应选择氩气作为主气。
1.2 电弧功率的调整
电弧的功率首先要保证粉末熔化良好,防止出现生粉;但也要防止电弧功率过高,这可能使喷涂材料气化并引起涂层成分改变,喷涂材料的蒸气在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良,此外还可能使喷嘴和电极烧蚀。喷涂功率需要根据喷枪的结构、粉末的熔点和粒度、送粉量等因素进行调整,通常需要经过一定数量的试验才能确定最佳的电流与电压参数。当功率一定时,尽可能选用高电压、低电流,以减轻喷嘴的烧损,延长喷枪的使用寿命,但对于高熔点和粗粉末,应选用较大电流,以使粉末充分加热。
1.3 喷涂距离和喷涂角
喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,将使到达基体粉粒的温度和速度下降,导致粉粒变形不充分,涂层结合力、气孔、喷涂效率明显下降;过小,粉末在焰流中未能得到充分地加热和加速,易导致涂层疏松和性能下降,而且会使基体温升过高,基体和涂层氧化,影响涂层的结合。在基体温升允许的情况下,喷距适当小些为好,一般喷涂陶瓷粉末时喷距为50~100 mm适宜。
喷涂角指的是焰流轴线与被喷涂工件表面之间的角度,该角小于45°时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松,喷涂角保持90°时效果最佳。
1.4 喷枪与工件的相对运动速度
喷枪的移动速度应保证涂层平坦,每个行程的宽度之间应充分搭叠。喷涂操作时采用较高的喷枪移动速度,可防止一次喷涂的涂层过厚导致内应力过大和涂层结合强度降低,也可避免产生局部热点和表面氧化。陶瓷喷涂时,喷枪移动速度以保证每次喷涂厚度不超过0.02 mm为宜。
1.5 基体温度控制
较理想的喷涂工艺是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持该温度。一般预热温度为100~150 ℃时涂层与基体的附着力最佳,在磨削和使用中不会脱落。
2 油膜轴承密封件的等离子喷涂
油膜轴承使用的密封环截面结构如图1所示。对耐磨表面的处理,传统方法是对其进行渗碳或渗氮处理,但由于受零件几何形状的影响,零件变形较大,导致磨削后的渗碳或渗氮层的厚度不均匀,零件报废率高。而采用等离子喷涂法对密封环耐磨表面进行处理时,预热温度低,喷涂过程中对工件采用喷气冷却,使工件始终保持在预热温度左右,零件几乎没有变形,而且得到的涂层非常均匀。
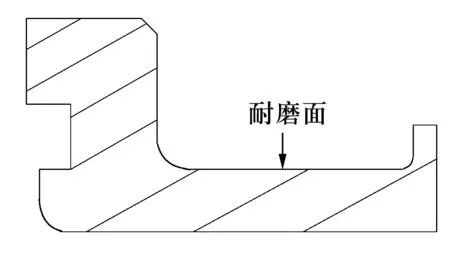
图1 密封环截面结构
在冶金工业中,高速运转的轧机轴承密封件承受高速摩擦和高压载荷,工况极为复杂,对耐磨性要求很高。轴承密封挡板和密封环通常是表面处理量最大的零件之一,采用等离子喷涂进行表面处理,对基材没有特殊要求,并可以重复进行,只要将已经损坏的表面进行喷砂去除,然后再喷涂上新的涂层即可,所以可以用于此类零件的再制造,大大降低零件的生产成本和更换周期。
以直径为140 mm的1Cr13不锈钢密封环为例,1件新的密封环为300元,采用等离子进行修复的再制造费用为100元/次,可重复再制造5~10次,通常通过等离子进行修复的零件其成本约占新零件成本的30%左右。
3 不同氧化物陶瓷粉末性能对比
3.1 常用等离子喷涂粉末
常用等离子喷涂粉末Al2O3和Cr2O3的性能及用途见表1。

表1 常用热喷涂陶瓷粉末的性能及用途
3.1.1 氧化铬粉末
Cr2O3粉末是油膜轴承密封挡板等离子喷涂的首选材料。但近年来随着对环境保护的日趋重视及对职业病的防控力度加大,因为Cr2O3中的Cr+被公认为是对环境和身体健康非常有害的物质,必须有完备的粉尘收集装置才能使用,与铬粉接触的操作者也必须穿着特定的防护服才能进行操作,所以新设计的密封环已不再选择氧化铬粉末。同时,由于Cr2O3粉末的粘附性较强,对除尘设备的滤网损害大,通常如果连续使用,设备半年就需要更换滤芯,维护成本高。
3.1.2 氧化铝粉末
氧化铝粉末有多种类型,为改善氧化铝粉末的附着力和韧性,通常在其中添加一定比例的氧化钛粉末。比较典型的有60% Al2O3+40% TiO2粉末,87% Al2O3+13% TiO2粉末和高纯度Al2O3粉末。在油膜轴衬密封环上常使用60% Al2O3+40% TiO2粉末,该粉末可以在达到较高的硬度下,同时兼有好的磨削性能和密封性能,是环保型粉末。87% Al2O3+13% TiO2粉末具有很高的硬度,几乎与Cr2O3粉末硬度相当,但磨削性能与密封性能稍差。
对不同陶瓷粉末的硬度与工艺参数进行对比,使用PRAXAIR公司生产的SG3710喷涂系统在密封环和密封挡板上进行试验。主气为氩气,辅气为氦气,喷涂速度和送粉率通过计算机系统输入。几种常用喷涂粉末在该工艺参数下所能达到的硬度见表2。

表2 常用粉末硬度与工艺参数
实际使用中,静压轴承的密封环和密封挡板要求有耐磨和密封的双重功效,通常使用60% Al2O3+40% TiO2粉末;动压轴承密封环和密封挡板,通常使用99% Cr2O3粉末或87% Al2O3+13% TiO2粉末,这2种粉末的硬度高,使用寿命长。
4 结束语
随着新型喷涂粉末的引入和复合涂层的应用,等离子喷涂将越来越多地取代传统表面处理工艺。对于油膜轴承密封件等表面抗磨类零件,应用等离子陶瓷喷涂技术可以对磨损表面进行修复和再现,大大降低零件使用成本。
猜你喜欢
润滑与密封(2021年8期)2021-08-27
能源工程(2021年1期)2021-04-13
石油商技(2021年1期)2021-03-29
成功(2018年9期)2018-11-07
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
制造技术与机床(2017年2期)2017-05-04
新疆钢铁(2016年4期)2016-05-25
汽车维护与修理(2015年1期)2015-02-28
中国信息化·学术版(2013年1期)2013-05-28
