
SLP在多层厂房布局中的应用研究
2011-10-10 13:12王玥莹陈雷雷上海海洋大学工程学院上海201306
物流科技 2011年4期
王玥莹, 陈雷雷 (上海海洋大学 工程学院,上海 201306)
·基金项目·
SLP在多层厂房布局中的应用研究
王玥莹, 陈雷雷 (上海海洋大学 工程学院,上海 201306)
0 引 言
随着我国经济的迅速发展,工业建筑要满足现代大工业生产工艺不断更新的要求,单一功能与建筑形式的厂房已经不适应生产方式改变的需要[1],联合车间、工业大厦、多层厂房等应运而生。在我国地少人多的基本国情下,随着房地产业的发展,企业用地成本越来越高,多层厂房也越来越被人们所重视[2]。
厂房设施布局的最终结果对企业的营运与发展有着长远的影响[3],但目前多层厂房设施布局还没有一套系统化的方法,仅依靠直觉和经验做出的决策是不可靠、不科学的。系统化布置设计方法 (System Layout Planning,SLP)提供了一整套具有清晰条理性和严密逻辑性的分析方法体系[3],能够在综合考虑多种因素情况下,对设施的平面布局进行有效的设计。这就为多层厂房设施布局提供了定量的分析方法,使得多层厂房设施布局更合理、更科学。
1 多层厂房设施布局的影响因素
多层厂房的设施布局较单层厂房,作业单位的载体由一个平面变成了由多个平行平面构成的立体,所以在多层厂房设施布局过程中,首先需要确定各个作业单位所在楼层。确定楼层需要考虑设备质量、荷载、振动、运输量及作业单位相互联系等因素[5]。此外,楼层间的物流通道和各层的可用面积也对布局构成了重要的约束。
(1)上下货运通道承载能力
由于多层厂房结构上的特点,导致部分作业单位之间的物料流动需要依靠上下货运通道[5],所以在布局过程中需要核实上下货运通道是否能够承担各楼层间的物料输送。
(2)楼层可布置面积
多层厂房楼层面积较小[5],所以在布局过程中必须时刻关注每一楼层作业单位所需面积是否在楼层可布置面积范围内,若超出范围,则需对布局影响最小的作业单位另做布置。
2 多层厂房设施布局的方法
系统化布置设计方法[3]是20世纪60年代由美国的Richard Muther提出的,被公认为迄今为止工业设施和物流设施布局的主流方法。采用SLP法进行平面布置的首要工作是对各作业单位之间的物流和非物流的相互关系做出分析,将其重要 (密切)程度分为A、E、I、O和U(绝对重要、特别重要、重要、一般重要和不重要)五大等级,综合得到作业单位相互关系表。然后,根据相互关系表中作业单位之间相互关系的密切程度,决定各作业单位之间距离的远近,安排各作业单位的位置,绘制作业单位相关图,将各作业单位实际占地面积与作业单位位置相关图结合起来形成作业单位面积相关图;通过作业单位面积相关图的修正和调整得到数个可行的布置方案;然后采用一定的评价方法对各方案进行评价择优选出最佳方案。
多层厂房的设施布局需要严格按照生产工艺流程进行,布局结果需连续、短捷,避免重叠、交叉。常用的布局顺序[4]有自下而上、自上而下、往复式三种。
从物流角度分析选定适合的布局顺序后,应用SLP法对多层厂房设施布局进行规划和设计,主要分为楼层的确定、楼层的布置两个方面,具体步骤如图1所示。为了布置方法的便于论述,按作业单位被确定的顺序将其命名为I层的 “J级作业单位”(I=1,2,3…;J=1,2,3… )。

图1 多层厂房设施布局方法流程图
2.1 楼层的确定
为了减轻上下货运通道的负担、提高作业效率,将综合相互关系等级高的作业单位对和与外界有直接联系的作业单位布置在底层。具体步骤如下:
(1)判断I层内能否新增作业单位,若能,则按 (2)~(3)步骤确定I层的 “J级作业单位”;若否,则I=I+1,重复 (1)~ (3) 步骤;
(2)选取与I-1层内最末级作业单位有直接联系的作业单位作为I层的 “1级作业单位”。在确定I层的 “J级作业单位”后,根据位置相关图,列出与 “J级作业单位”有A、E、I、O综合相互关系的作业单位,作为I层的 “J+1级作业单位”;
(3)核实布置是否符合实际,当遇到部分作业单位还未被布置的情况,为了确保最终布局方案符合要求,所以假定未被布置的作业单位处于顶层。

式中,Wm为上下货运通道可承载最大物流强度,t为上下货运通道每天实际工作时间,v为上下货运速度,c为楼层总数,h为层高;L为单向货运最大负载。

式中,Sa为楼层可布置面积,S为楼层实际面积,P为过道及消防通道所占比例。
若I层与其余楼层间总物流强度≥Wm或I层布置所需面积≥Sa,则除去I层中与 “J级作业单位”综合相互关系等级最低的 “J+1级作业单位”,当出现同等级作业单位时,则除去物流相互关系等级最低的 “J+1级作业单位”,并且每除去一个作业单位需重复步骤 (3)。
若I层与其余楼层间总物流强度≤Wm且I层布置所需面积≤Sa,则重复步骤 (1)~(3)确定 “J+2级作业单位”。
2.2 楼层的布置
将上下货运通道作为一个新的作业单位,某作业单位与其余楼层间总物流强度作为该作业单位与上下货运通道间的物流强度,并对照物流强度表确定物流相互关系等级,若某作业单位与其余楼层间不产生物料流动,则定义该作业单位与上下货运通道间的物流相互关系等级为U。具体步骤如下:
(1)计算上下货运通道与I层内各作业单位间的物流强度,确定物流相互关系等级;
(2)根据SLP法,参照位置相关图绘制I层内作业单位位置相关图、面积相关图和最终布置方案;
(3) 重复 (1) ~ (2) 步骤布置 I+1层。
3 某机电产品加工厂的多层厂房设施布局
某企业欲建一年产量6 000件的机电产品加工厂,其厂房如图2所示,占地面积4 000m2,厂区东西长100m,南北宽为40m,厂区西侧有一栋3层工业厂房,东西长75m,南北宽40m,配有一部2t货运电梯;厂区东侧有一栋6层办公楼,东西宽20m,南北长40m。
根据产品结构及工艺特点,该厂设立如表1所示11个作业单位,分别承担原材料储存、备料、加工、装配、生产管理与服务等各项生产任务。
根据SLP法对厂内各作业单位进行分析,得到以下物流强度表(表2)、 作业单位位置相关图 (图3)。

图2 某机电产品加工厂地理位置

表1 作业单位汇总

表2 物流强度表
表中R为物流线路 (作业单位对);Q为作业单位物流强度;GL为作业单位物流强度等级。

图3 作业单位位置相关图
考虑作业单位10的功能与面积,将其布置在厂区东面的办公楼内,往后的布局中将不再考虑该作业单位。
3.1 楼层的确定
根据已知的相关数据, 由公式 (1)、 (2) 得 Wm为 1 200t、Sa为1 500m2。
参考生产工艺流程选择自下而上的布局顺序。按步骤逐级确定第1层内作业单位,具体过程见表3。

表3 第1层各级作业单位确定
以相同的方法确定第2、第3层的作业单位,最终将作业单位1、9、2、8布置在第1层;作业单位4、7、3、6布置在第2层;作业单位5、11布置在第3层。
3.2 楼层的布置
布置顺序自下而上,逐一楼层进行设施的平面布局。将电梯作为新作业单位12,分别计算作业单位1、9、2、8与12之间的物流强度,并对照物流强度表,确定物流相互关系等级,见表4。

表4 第1层作业单位与电梯关系
当确定了电梯与第1层内作业单位的物流相互关系后,根据位置相关图,借助SLP法布置第1层的作业单位,得到第1层的作业单位位置相关图、面积相关图及最终布置方案 (图4)。以相同的方法得到第2、第3层最终方案后,多层厂房的设施布局完成。
4 结束语
多层厂房设施的合理布局在一定程度上推进了我国工业发展[2]。分析多层厂房在设施布局过程中的特殊需求,结合SLP法对多层厂房进行设施布局,能在一定程度上提高布局的效率和科学性,相对于纯粹依靠经验和模仿的布局方式有很大的优越性。
当然,基于SLP法的多层厂房设施布局方法仍有许多问题有待进一步研究,如建筑结构、楼面荷载、上下货运通道形式等对布局的影响。
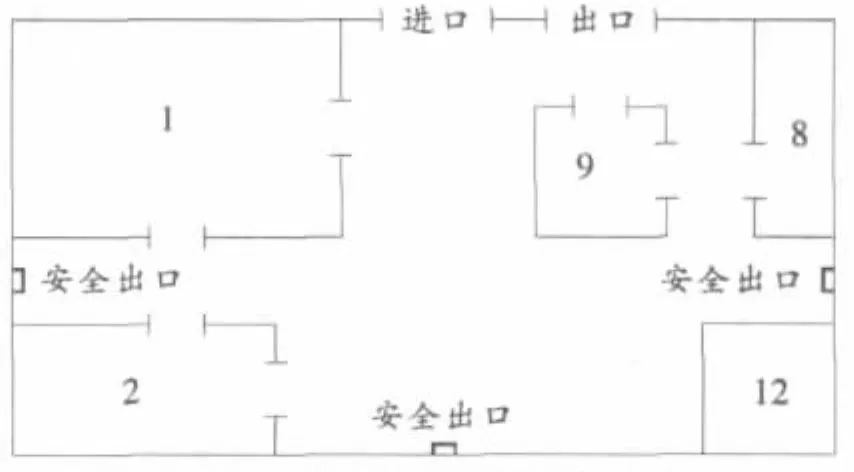
图4 第1层最终布置方案
[1] 李杰生,兰霞.浅析多层工业厂房的结构设计[J].硅谷,2008(10):62.
[2] 张洪波,谷岩.多层标准厂房是开发区工业厂房发展的必由之路[J].工业建筑,2007(11):29-31.
[3] 齐二石.物流工程[M].北京:清华大学出版社,2009.
[4] 鲍立梁,梁立枫.浅析多层厂房的平面设计[J].黑龙江科技信息,2010(7):244.
[5] 龙天翔,雷文韬,等.多层厂房结构易损性分析[J].福建建材,2010(4):24-26.
[6] 毕旭红,朱景双.概论房屋建筑[J].黑龙江水利科技,2004(2):33.
A Study of Applying SLP in Multi-storey Factory Facility Layout Planning
WANG Yue-ying,CHEN Lei-lei (College of Engineering Science&Technology,Shanghai Ocean University,Shanghai 201306,China)
随着我国经济的迅速发展,为了节省成本和提高土地利用率,越来越多的企业选择了多层厂房,但目前多层厂房设施布局还没有一套系统化的方法。在深入研究多层与单层厂房设施布局上的差异,总结了多层厂房布局过程中涉及的各种因素,结合系统化布置设计方法 (System Layout Planning,SLP)提出了多层厂房设施布局的一般方法,并对该方法进行了实例研究,取得了较好的效果。
SLP;多层厂房;设施布局
With the rapid development of Chinese economic,more and more enterprises apply the multi-storey factory for saving costs and improving land-use ratio.But unfortunately,there is not a systematic approach for the multi-storey factory facility layout planning.This paper comprehensively analyzed various factors in the multi-storey factory facility layout planning and proposed a common method of the multi-storey factory facility layout planning based on SLP method,and then,gave a case study to prove the effect of this method.
SLP;multi-storey factory;facility layout
F403.3
A
2010-12-29
上海市大学生创新项目,项目编号:B-9400-08-008-32。
王玥莹(1989-),女,上海人,上海海洋大学工程学院,研究方向:物流工程;陈雷雷(1981-),男,浙江温州人,上海海洋大学工程学院,讲师,硕士,研究方向:物流工程。
1002-3100(2011)04-0018-04
猜你喜欢
青少年科技博览(中学版)(2021年9期)2021-12-21
建材发展导向(2021年11期)2021-07-28
华人时刊(2020年23期)2020-04-13
读者(2019年2期)2019-01-05
中国特种设备安全(2018年10期)2018-12-18
无人机(2018年1期)2018-07-05
现代园艺(2017年22期)2018-01-19
无人机(2017年10期)2017-07-06
专用汽车(2016年5期)2016-03-01
机电信息(2015年27期)2015-02-27
