
液化石油气储罐裂纹分析及修复
2011-10-19 07:48安徽省特种设备检测院淮北分院禚献成
河南科技 2011年14期
安徽省特种设备检测院淮北分院 禚献成
液化石油气储罐裂纹分析及修复
安徽省特种设备检测院淮北分院 禚献成
随着现代化工业的迅速发展,安全生产越来越受到人们的重视。工业发展在带来更好的物质生活条件的同时,还会带来严重的灾害。而压力容器就是这种易发生灾害的特种设备。液化石油气储罐是Ⅲ类压力容器,如果液化石油气储罐发生事故,可能会给人民的生命财产带来难以估量的损失。因此对液化石油气储罐进行检验,提前发现问题,并解决问题,将是保证这一安全性的重要手段。
一、概述
某液化气站有50m3液化石油气储罐一台,2007年2月制造,2007年7月投入运行,2010年12月进行全面检验,发现液相管角焊缝上出现一条裂纹。该罐的主要参数如下:
容器内径:2 400mm; 容器长:11 500mm;
容器面积:50m3; 容器材质:16MnR;
公称壁厚:筒体,14mm;封头,16mm;设计压力:1.77MPa;
操作压力:0.8 MPa; 设计温度:50℃;
操作温度:50℃; 介质:液化石油气;
容器类别:Ⅲ类。
二、缺陷状况
在对其内部进行100%MT检验时,于液相管角焊缝上发现一条100mm的裂纹。裂纹一端连着一弧坑,裂纹长度约占焊缝总长度的三分之一,如图1。随后对焊缝裂纹进行打磨,磨至与筒体持平时,还能看到清晰的裂纹,当磨至7mm时发现空洞,证实是未焊透,如图2。

图1 打磨前

图2 打磨后
三、裂纹产生的原因
1. 对焊缝进行硬度测试,为HB146-150,硬度在正常范围内。排除因硬度过高产生裂纹的因素。
2. 从图上可以看出,焊缝的一端连着弧坑,底部未焊透。制造厂往往对焊缝的表面质量把关不严,只对筒体的对接焊缝严格做射线探伤或超声波探伤检查,而对那些接管角焊缝重视不足,所以接管角焊缝常存在弧坑、未焊透等缺陷。
3. 由于原油的质量越来越差,原油中的硫化氢越来越高,致使压力容器很多都在湿硫化氢的环境中使用,因腐蚀而生成的原子氢渗入钢中,并在局部聚集,致使钢材内部产生裂纹。在湿硫化氢环境中,硫化氢会发生电离,使水具有酸性,硫化氢在水中的离解反应式为:
硫化氢 = H++ HS-HS-= H++ S2-
而发生的硫化氢电化学腐蚀过程:
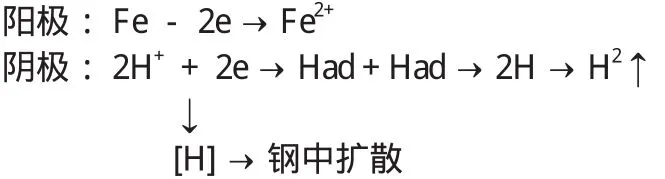
其中,Had为钢表面吸附的氢原子,[H]为钢中的扩散氢
阳极反应产物: Fe2++ S2-→ FeS ↓
由于焊缝上存在弧坑,从而很容易发生局部腐蚀,随着腐蚀的加剧,弧坑越来越接近焊缝的缺陷位置。同时[H]在筒体表面游动,不断地渗入内部,而由于弧坑的存在,在应力引导下,它更容易进入有缺陷的位置,并不断地在缺陷位置聚集,从而使接头焊缝开裂,产生裂纹。而随着[H]聚集越来越多,压力越大,裂纹沿着焊缝缺陷处不断向表面方向扩展,从而形成现在裂纹的形态。它遵循下述规律:潜伏期—裂纹出现期—裂纹扩展期,断裂。这种破坏带有较大的突然性,较难预测。
四、缺陷处理
1. 角焊缝未焊透也将影响到在用压力容器的安全状况等级评定,因为它是事故的隐患,危害性很大。检查发现有裂纹的接管角焊缝必须返修合格。
2. 修复的焊接。
(1)参与修复施焊的焊工必须持有国家技术质量监督部门颁发的焊工合格证,在有效期间担任合格项目范围内的焊接工作。施焊前认真对焊工进行培训和考试,合格后方可进行罐的修补焊接。
(2)用碳弧气刨或砂轮打磨方法清除裂纹,清根、开坡口,施焊前应将焊缝表面和两侧至少20mm范围内的油污、铁锈、水分及其他有害杂质清除干净。
(3)焊接前必须进行预热,须准确,预热温度为75~100℃。
(4)根据合格的焊接工艺评定制订焊接工艺卡,严格按工艺卡规定的焊接工艺参数进行焊接。焊条选用E5015或E4315,Φ3.2mm,焊接电流90~120A,电压22~26V。
(5)焊接修补后,使用预热装置立即进行后热消氢处理,后热温度为200~230℃,并用保温棉覆盖修补部位内外两侧,保温时间0.5小时。
(6)焊接完成后应将焊缝及边缘打磨光滑,余高为0~2.5mm。经外观检查、磁粉探伤、X射线探伤、超声波探伤合格后,才能确认焊缝返修合格。所有无损检测均按JB/T4730《承压设备无损检测》进行,X射线探伤Ⅱ级合格,且不允许存在表面或近表面的条状夹渣。超声波探伤Ⅰ级合格。磁粉检测不允许有任何可见磁痕显示,Ⅰ级合格。
(7)水压试验合格后投用。
五、结论与建议
1. 接管角焊缝出现裂纹主要是存在未焊透、弧坑等缺陷。
2. 为控制液化石油气中的硫化氢含量,生产厂家应按照有关质量标准的规定,研制并制订新的脱硫、脱水工艺,最大限度地减少硫化氢含量。
3. 罐体在预制过程中,管接头处焊接时,应制定合理的焊接工艺,并严格执行。同时加强罐体出厂前的检查,尽量把发现问题这一环节控制在使用之前,以确保设备安全运行。
4. 罐体在进行检验过程中,管接头处焊缝的无损检测是必不可少的,应给予足够的重视。
猜你喜欢
石油沥青(2021年5期)2021-12-02
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
能源工程(2021年1期)2021-04-13
农村实用技术(2021年1期)2021-02-27
江苏安全生产(2020年1期)2020-03-16
中国特种设备安全(2019年11期)2020-01-16
中国盐业(2018年12期)2018-09-21
石油化工建设(2018年2期)2018-07-11
中国资源综合利用(2016年10期)2016-01-22
