
铝液搅拌车扒渣板的改进
2011-11-01 09:16刘民章李贤穆小杰
资源再生 2011年11期
□文/刘民章 李贤 穆小杰
青海桥头铝电股份有限公司技术中心
铝液搅拌车扒渣板的改进
Improvement of Drossing Plate for A lum inium Liquid Stiring Vehicle
□文/刘民章 李贤 穆小杰
青海桥头铝电股份有限公司技术中心
在铝电解或铝加工行业,一般都需要在熔炼炉、混合炉内对铝液进行熔炼或精炼处理。向铝液中加入精炼剂或除渣剂后,均需要用一种工具或设备对炉内铝液进行搅拌,搅拌后的铝液经过15~20分钟的静置,还需将铝液表面的金属或非金属氧化渣扒出,以达到净化熔体、均匀铝液化学成分、调节铝液温度的目的。
目前所采用的炉内铝液搅拌方式有三种,即人工搅拌、机械搅拌与电磁搅拌。采用人工搅拌时,由于操作人员的工作条件十分恶劣,高温、高粉尘易对操作人员的健康造成损害,而且劳动强度相当大;特别在操作大中型熔炼炉、混合炉时,由于炉内铝液量大,需要较长时间才能完成操作,对员的伤害尤为严重,因此,目前在大中型熔炼炉、混合炉上已基本淘汰人工搅拌方式,只有极少数规模很小的工厂在很小容量的炉子上应用。电磁搅拌是一种先进的熔炼炉、混合炉内铝液搅拌方法,由于其具有搅拌力均匀、搅拌平稳、搅拌过程中不破坏铝液表面的氧化膜、铝液烧损率低以及操作环境好等一系列优点,因此很受电解铝厂或铝加工厂的青睐。但是,由于电磁搅拌装置投资成本相对较大,加之该装备的安装在炉底需要一定的空间,因此,该搅拌技术在新建工厂的应用相对较多,而在原有的混合炉、熔炼炉上应用较少。机械搅拌是通过人工操作搅拌车来完成的。由于搅拌车不但具有搅拌功能,还具有扒渣功能,具有投资少、搅拌均匀、温度调节快及操作条件得到较大改善的优点。因此,机械搅拌是目前应用最为广泛的一种炉内铝液搅拌方法。
一、铝液搅拌车的基本结构与作用
铝液搅拌车主要由车体、齿条传动机构、往复承载臂和搅拌(扒渣)板四部分组成。
其中,车体主要承担搅拌车的位置移动与调整。齿条传动机构主要承担往复承载臂的前进与收缩,带动扒渣板工作。往复承载臂承担着固定扒渣板及承载扒渣板重量的作用。扒渣板通过螺栓连接的形式安装于承载臂上。扒渣板工作时浸泡在高温铝液中,在齿条传动机构驱动下,通过承载臂的前进、后退、上升与下降,完成对铝液的搅拌与扒渣。
二、原扒渣板使用中存在的问题
1. 原扒渣板结构
原扒渣板结构如图1所示,材质为HT200。

2. 扒渣板的工作环境

正常生产时,一台搅拌车往往要承担2~4台熔炼炉或混合炉内铝液的搅拌与扒渣任务。从电解槽内吸出的铝液温度约为850℃~870℃,虽经真空抬包转运并转注混合炉内,铝液温度有一定的下降(冬季下降幅度略大),但铝液温度仍保持在750℃~800℃;而在熔炼炉内,铝液的温度也在750℃~850℃之间,与混合炉内的铝液温度差别不大,搅拌车即在这样的一个温度条件下工作的。如某公司铸造车间有40t电热混合炉4台,平均每台炉在24h内至少处理3炉铝液,那么,一台搅拌车每天至少要进行搅拌、扒渣12次。可见,使用率相当高。而且,扒渣板一直处于从室温到750℃~800℃、又从高温迅速降至50℃~60℃、甚至室温这样一个反复的温度变化过程中,也就是说,扒渣板一直处于剧烈的热震之中。由于热震的原因,在扒渣板材质的内部,热应力一直处于交替变化中。
3. 原扒渣板的缺点
(1)扒渣板开裂
由于原设计扒渣板的材质为HT200,其组织中石墨形态为片状。而片状石墨尖锐的边角在承受载荷时很容易造成应力集中,即石墨对基体的切割作用。鉴于片状石墨存在的固有特点,使得在有应力集中的情况下,基体组织会在石墨的尖角部位产生细小裂纹,并且随着时间的延长,细小裂纹逐渐扩张为大裂纹;同时,由于扒渣板为一个整体,在使用过程中频繁的热震,使得扒渣板内聚集的内应力较大。当应力达到一定程度时,扒渣板表面就会出现裂纹,并且随着使用时间的延长,裂纹也在逐步延伸,最终导致开裂;严重时扒渣板会出现突然崩裂,碎成若干个小块。
(2)搅拌与扒渣的阻力大,易引发不安全事故
由于原设计中扒渣板为一个整体,搅拌时来自铝液的阻力加大,仅靠板面上若干直径为φ50mm小孔并不能大幅度降低板面所遇到的阻力。如果前进或后退的速度掌握不得当,极易引起铝液涌动,出现铝液溢出炉面的情况,不但造成铝液氧化烧损增加,更重要的是可能会烧伤或严重烫伤附近操作人员,或出现铝液烧毁输电电缆等设备事故。况且,由于板面上存在小孔,一旦由于热震原因产生裂纹,该圆孔便成为裂纹的发源地,并在应力的作用下迅速扩散,导致扒渣板在短期内因开裂而失去搅拌扒渣功能。
(3)氧化还原反应对于扒渣板的腐蚀
扒渣板与铝液发生氧化还原反应,使铁还原并溶解于铝液中,降低铝液品位,增加铝液烧损,影响炉衬使用寿命。
扒渣板在使用过程中,由于长期浸泡在铝液中,一旦出现裂缝,在高温下迅速被氧化生成Fe2O3,Fe2O3与高温铝液发生氧化还原反应:
Al+Fe2O3=Al2O3+Fe
上述反应带来的不良后果有以下几个方面:
由于在反应中扒渣板中的铁被铝置换,溶解于铝液中,使铝液中Fe含量增加,降低了铝液品位,严重影响铝产品质量;
由于Fe的比重比Al大得多,很容易沉积于铝液底部并向炉底耐火材料中渗透,加速了耐火材料的失效;
由于氧化还原反应的进行,使得部分Al变为Al2O3,以铝渣的形式被扒出混合炉,增加了铝液的氧化烧损。
(4)扒渣板的更换成本高,且更换较为困难。
由于整体式扒渣板的重量大,一旦出现严重开裂或严重腐蚀,则必须进行更换,将造成较大的浪费。而且由于扒渣板重量大,更换时必须辅以天车,需3~5人才能完成,检修安装的工作量及劳动强度大,稍有不慎,还会造成磕伤碰伤等不安全事故。

三、搅拌车扒渣板的改进
鉴于原设计的扒渣板使用过程中存在问题,为了保证生产顺利进行,最大效率地发挥搅拌车在铝液处理中的作用,对扒渣板进行了改进。
1. 更换扒渣板材质
将扒渣板材质由原来的灰铸铁HT200改为球墨铸铁QT400-18,使组织内的石墨形态由片状变为球状。由于铸铁组织石墨形态的改变,使得改进后的球墨铸铁扒渣板具有机械强度高、韧性高、耐磨性好、对应力敏感性小、显微裂纹不易延伸等优点,改善了扒渣板的使用性能。
2. 改进扒渣板结构
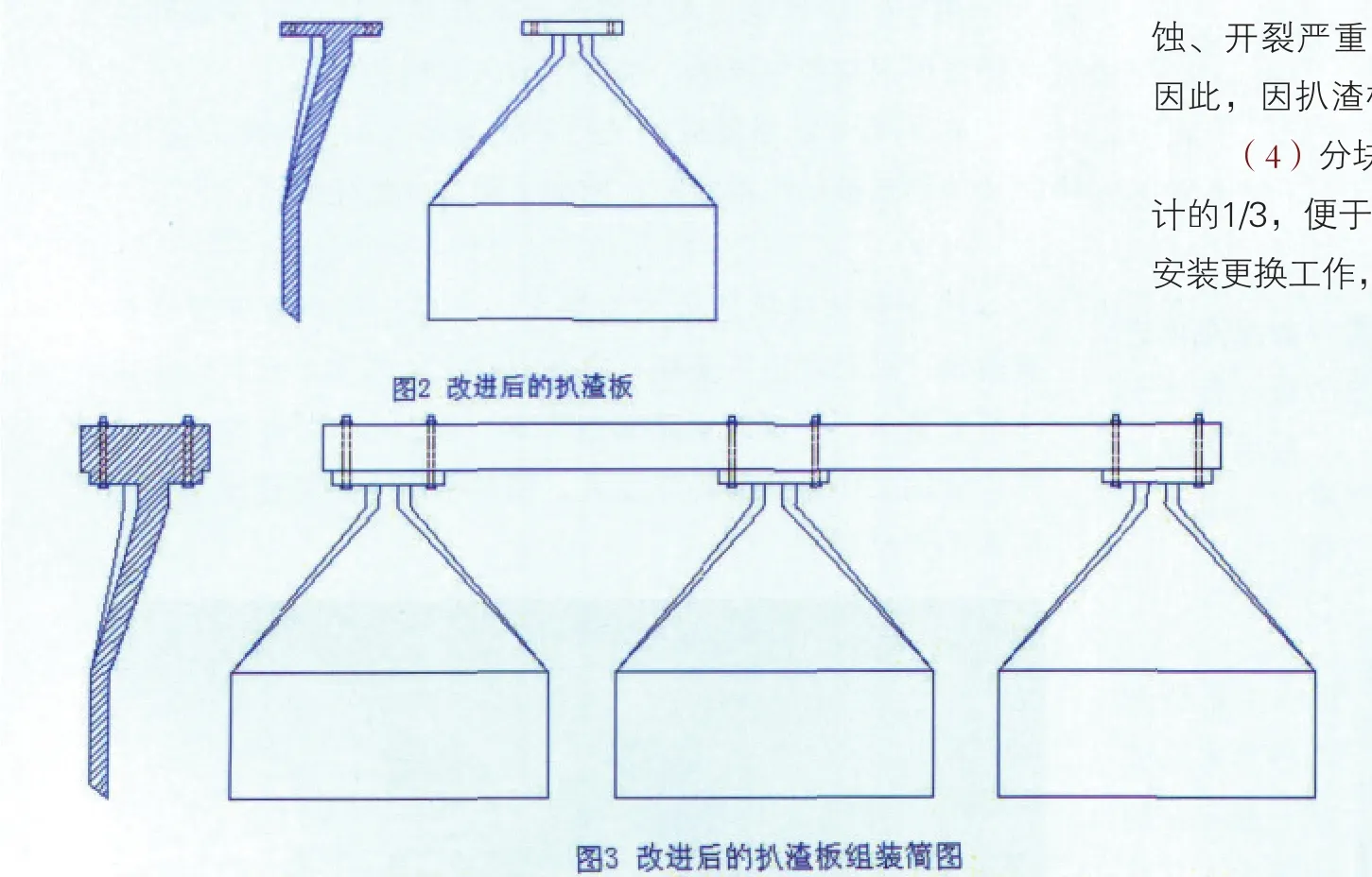
为了减小扒渣板在铝液搅拌过程中所受到的阻力,以及改善扒渣板更换时的安全性,降低检修时的劳动强度,将原来的整体式扒渣板分为3块(见图2),分别安装于搅拌车的往复承载臂上,每块之间留出约150mm的间隔(见图3)。此改进具有以下几个方面的优点:
(1)由于扒渣板分为3块,且每块之间留有约150mm的间隔,使得扒渣板在铝液搅拌过程中所受到的阻力大为减小,因此,在适当控制扒渣板前进、后退速度的前提下,铝液的搅拌更加平稳,大大减少了铝液涌动现象,避免了铝液溢出混合炉,搅拌过程更加安全可靠,彻底消除了由于搅拌操作不当而出现的人员伤害及设备事故。
(2)扒渣板分块制作、安装后,取消了扒渣板面上原设计的Φ50mm的圆孔,从而消除了扒渣板在裂纹出现后由于应力原因而导致的裂纹迅速扩散、极大地降低了扒渣板开裂损坏的机会。

(3)虽然扒渣板长期浸泡在铝液中,并且不断地遭受高温铝液的氧化还原反应,但是,腐蚀反应在扒渣板各个部位并非均匀地进行,而是有些部位腐蚀的严重,有的部位则稍微轻。扒渣板改进后,当扒渣板出现问题时,只需对腐蚀、开裂严重的某一块扒渣板及时更换,而无需整体更换。因此,因扒渣板更换所造成的浪费也大为减少。
(4)分块后的扒渣板由于体积减小,单块重量不及原设计的1/3,便于搬运存放,安装更为方便。原需要3~5人完成的安装更换工作,现只需2个人即可完成,而且操作时更加安全。
四、改进后的应用效果
改进后经过生产应用,分体式扒渣头显示了其优越的使用性能和安全性能。据统计,在一年半的时间内,铝液搅拌车的分体式扒渣头仅更换过一次,与原整体式相比使用寿命提高了一倍,而且再未出现过铝液逸出混合炉的现象,对其它设备和现场操作人员的安全保障程度更高。目前,公司所有搅拌车的扒渣头已全部更换为分体式。
五、结语
搅拌车是与熔炼炉、混合炉配合使用的主要机械设备之一,而扒渣板又是该设备的主要部件及易损消耗件。扒渣板使用性能的好坏,直接影响设备的运转率及炉内铝液成分的均匀性、温度的均匀性、温度调整的及时性、铝液的品位和烧损率以及炉衬的使用寿命等。通过对扒渣板进行改进,使铝液搅拌车的使用性能得到较大的改善,并在铝加工生产中稳定的发挥着应有的作用。
略
猜你喜欢
铝加工(2022年4期)2022-11-24
轻合金加工技术(2021年11期)2021-01-02
中国电气工程学报(2019年28期)2019-10-20
资源再生(2016年10期)2016-11-16
专用汽车(2016年4期)2016-03-01
有色设备(2015年1期)2015-08-28
专用汽车(2015年1期)2015-03-01
有色金属设计(2014年4期)2014-03-11
筑路机械与施工机械化(2014年10期)2014-03-01
筑路机械与施工机械化(2014年7期)2014-03-01
