滚珠直径对薄壁筒形件反向滚珠旋压成形性影响研究
2011-12-20 01:28江树勇孙金凤赵立红张艳秋
材料科学与工艺 2011年2期
江树勇,孙金凤,赵立红,张艳秋
(1.哈尔滨工程大学工程训练中心,哈尔滨150001;
2.哈尔滨工程大学材料科学与化学工程学院,哈尔滨150001)
滚珠直径对薄壁筒形件反向滚珠旋压成形性影响研究
江树勇1,孙金凤2,赵立红1,张艳秋1
(1.哈尔滨工程大学工程训练中心,哈尔滨150001;
2.哈尔滨工程大学材料科学与化学工程学院,哈尔滨150001)
以工艺实验和刚塑性有限元法为基础,研究了滚珠直径对薄壁筒形件反向滚珠旋压成形性的影响.有限元模拟结果表明,随着滚珠直径的增加,轴向旋压力的波动减小,滚珠前方金属堆积减小,金属稳定流动性增加.工艺实验结果表明,滚珠直径对薄壁筒形件反向滚珠旋压成形性的影响存在两个临界值,而且随着滚珠直径的增加,滚珠旋压力增加,筒坯较易发生塑性变形,滚珠前方金属稳定流动性增加.有限元模拟结果与实验结果保持了良好的一致性.
强力旋压;滚珠旋压;滚珠直径;有限元法
滚珠旋压作为一种连续局部塑性成形工艺,滚珠旋压属于多点局部成形,变形区小,所需力学载荷较小,工装简单,设备较为轻便.滚珠旋压时,滚珠沿着工件周向均匀分布,力学载荷相对较为对称,有效防止变薄旋压过程中筒形件的失稳问题,有利于保证筒形件的内径精度[1~4].因此,滚珠旋压是加工小直径、高精度和高强度薄壁筒形件及异类管壳的理想工艺[5~7].
近几年来,许多学者开始研究滚珠旋压工艺.张士宏等人对1Cr18Ni9Ti不锈钢薄壁管滚珠旋压成形工艺进行了研究,通过有效控制壁厚减薄率和进给比,在立式滚珠旋压机上成形出了合格的旋压件[8].王淼等人研究了进给比对薄壁管滚珠旋压成形的影响规律,给出了薄壁管滚珠旋压成形时进给比的选取范围[9].王忠堂等人研究了薄壁筒形件滚珠旋压时滚珠工作角对金属稳定流动的影响,获得了较理想的成形薄壁筒形件时减薄率的选取范围[10].江树勇等人对薄壁筒形件滚珠旋压力学进行了分析,通过将薄壁筒形件滚珠旋压简化为平面应变问题,应用主应力法求解了滚珠旋压力,并分析了滚珠直径、进给比对滚珠旋压力的影响,并对纵向内筋薄壁筒形件滚珠旋压成形进行了深入地研究[11~14].
由于滚珠直径是薄壁筒形件滚珠旋压中的一个最为重要的工艺变量,对旋压件的成形性具有重要的影响[15].因此深入研究滚珠直径对旋压件成形性的影响规律,具有重要的意义.
本文就是将工艺实验与有限元模拟相结合,深入研究了滚珠直径对薄壁筒形件反向滚珠旋压成形性的影响.
1 实验
滚珠旋压工装的结构如图1所示.旋压工装采用单排滚珠.该工装由旋压头和芯模构成.旋压头由螺纹支承管、外支承圈、圆锥模环和滚珠构成,圆锥模环与外支承圈采取过盈配合,螺纹支承管与外支承圈采用螺纹配合.圆锥模环与螺纹支承管分别在径向和轴向对滚珠起支承作用.通过在轴向上调整螺纹支承管与外支承圈的相对位置,来调节滚珠与芯模之间的间隙,从而实现不同的压下量,能够加工出不同壁厚和不同直径的旋压件.
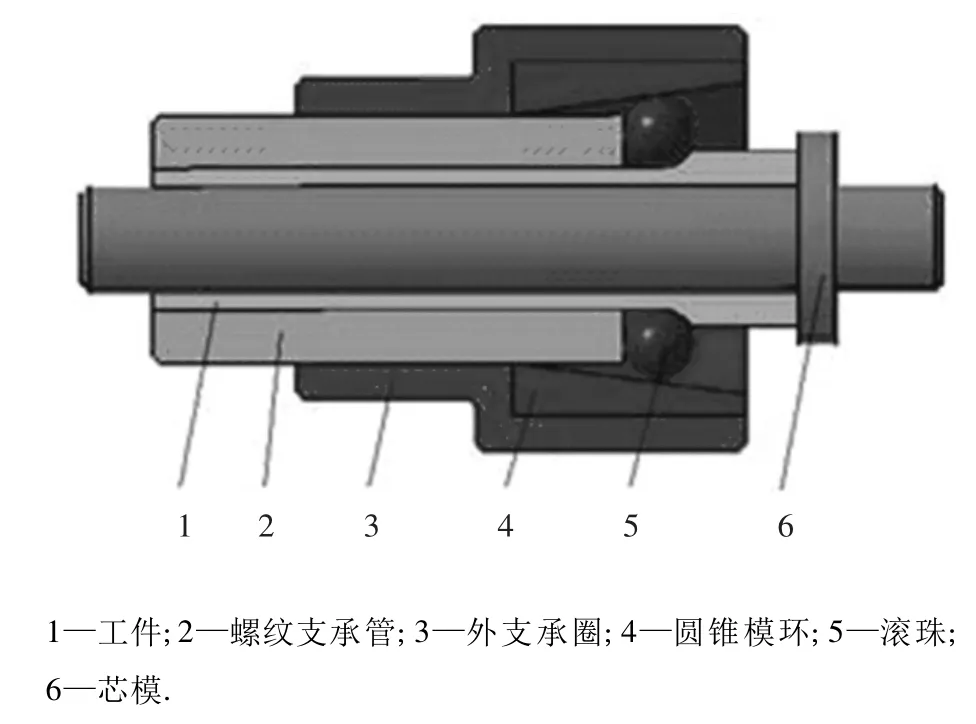
图1 反向滚珠旋压工装示意图
在旋压过程中,旋压头装在车床的卡盘上,随车床的主轴一起旋转,芯模装在车床的尾顶上,5A02铝合金筒坯固定在芯模上,随芯模进行轴向进给运动,高速旋转的滚珠作用在筒坯上,使筒坯变薄伸长,最后获得所需要的薄壁筒形件.
2 不同滚珠直径的有限元模拟
2.1 有限元法的基本方程

刚塑性有限元法是以变分原理为基础的.罚因子的引进是为了去掉动可容速度场中不可压缩条件的限制.因此,对于刚塑性材料,泛涵φ被如下建立:式中φ是能量泛函,¯σ是等效应力,且¯σ=¯σ,是等效应变是等效应变速率,α是罚因子,ε˙V是体积应变速率,Fi是表面外力,ui是速度场.
在满足相容条件和速度边界条件的动可容速度场中,真实解使泛函φ的一阶变分为零,即:

方程(2)是有限元离散的基本方程.
2.2 材料模型
图2为通过压缩实验获得的5A02铝合金的应力应变曲线,被作为材料模型输入有限元模拟软件.筒坯模型的长度为20 mm,厚度为2.5 mm,被划分为47712个单元,11998个节点,对于筒坯发生塑性变形的部分,采用网格加密处理.

图2 5A02铝合金的应力应变曲线
2.3 有限元模型
反向滚珠旋压的有限元模型如图3所示,在轴向滚珠旋入端,筒坯处于自由状态,而在筒坯的另一端,筒坯处于约束状态.芯模固定不动,滚珠既有轴向进给运动,又有周向旋转运动,因此滚珠的运动轨迹为螺旋线.两种旋压方式的滚珠均采用4个滚珠,比实际旋压实验的滚珠数量少,可以节省计算时间.
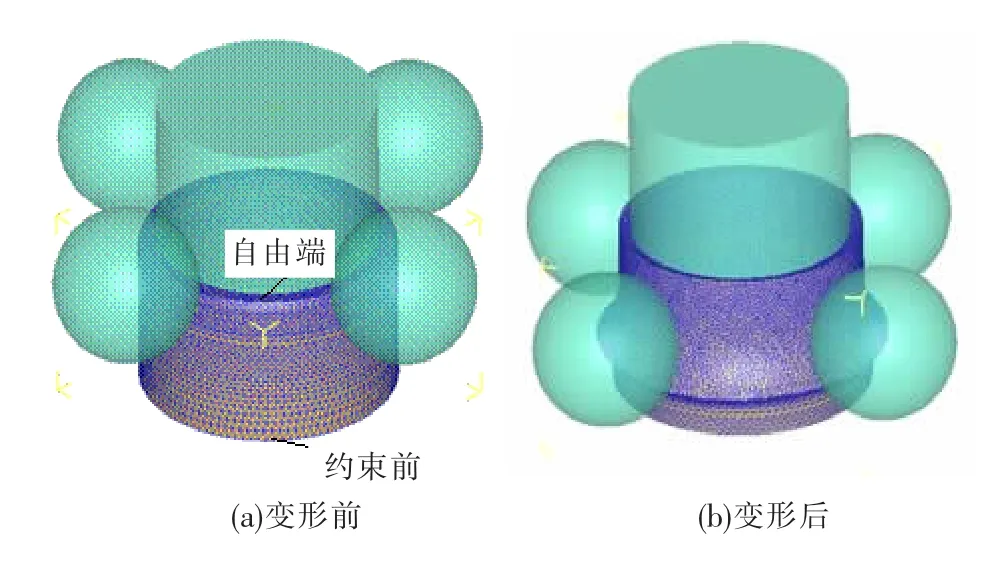
图3 筒形件反向滚珠旋压限元模型
2.4 有限元模拟结果
2.4.1 变形区的应力应变分布
图4、图5和图6为分别采用5 mm、10 mm和20 mm的滚珠直径对旋压件成形所进行的有限元模拟,进给比为1.6 mm/r,每道次壁厚减薄量为1.0 mm.
通过对图4、图5和图6的模拟结果进行对比分析,可以获得不同滚珠直径对薄壁筒形件滚珠旋压成形的影响规律.从等效应变的分布可以看出,随着滚珠直径的增大,滚珠前方变形金属的应变值不断减小,这说明在保证其它工艺参数不变的条件下,随着滚珠直径的增大,滚珠前方金属隆起减小,金属材料的稳定流动的倾向增加.
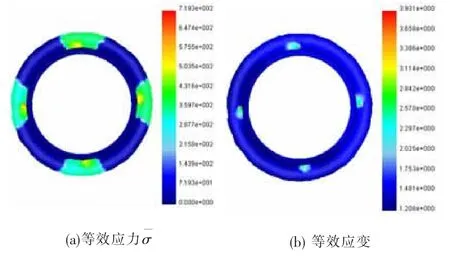
图4 5 mm滚珠直径成形的旋压件应力应变分布

图5 10 mm滚珠直径成形的旋压件应力应变分布

图6 20 mm滚珠直径成形的旋压件应力应变分布
2.4.2 轴向旋压力的模拟
图7为通过有限元模拟获得的轴向旋压力分量随着滚珠行程变化的曲线.从图中可以看出,随着滚珠直径的增加,轴向旋压力波动减小,这说明随着滚珠直径的增加,金属材料趋于稳定流动的倾向性增加.

图7 轴向旋压力分量关于滚珠行程变化的曲线
3 不同滚珠直径的工艺实验研究
采用不同的滚珠直径对薄壁筒形件的滚珠旋压进行了实验研究.在薄壁筒形件滚珠旋压过程中,当其它工艺变量一定时,滚珠直径d对金属材料塑性流动的影响存在两个临界值,即dc1和dc2.
当d<dc1时,只有滚珠前方的金属不断地堆积,筒坯并没有发生径向压缩和轴向伸长(如图8所示);当dc1<d<dc2时,筒坯发生了径向压缩和轴向伸长,但滚珠前方的金属仍有很大的隆起,甚至发生剥皮(如图9所示);当d>dc2时,筒坯发生了径向压缩和轴向伸长,滚珠前方金属隆起较小(如图10所示).

图8 具有表面堆积的旋压件照片

图9 具有表面剥皮的旋压件照片

图10 具有表面稳定流动的旋压件
4 基于滚珠直径的旋压成形理论分析
滚珠直径是轴向咬入角的一个变量,如公式(3)所示:

式中α为轴向咬入角;Δt为每道次壁厚减薄量,Δt =t0-t,t0为筒坯壁厚,t为工件壁厚;d为滚珠直径.
轴向咬入角是用来表征不同滚珠直径对壁厚减薄量影响的特性角,轴向咬入角的大小对旋压件的成形性有重要的影响,它决定着薄壁筒形件滚珠旋压过程中变形区金属材料能否发生稳定流动.由于咬入角是滚珠直径的函数,因此滚珠直径的大小也必然影响滚珠旋压过程中金属材料的流动状态.
另外,滚珠直径是旋压力的一个重要变量,径向旋压力、轴向旋压力和切向旋压力都随着滚珠直径的增加而增加,径向旋压分力增加最为显著,而轴向旋压分力次之,增加最为缓慢的是切向旋压分力.
基于以上理论基础知识,当其它工艺变量不变时,滚珠直径对旋压件成形性的影响存在两个临界值dc1和dc2的原因如下.
当d<dc1时,由于滚珠直径较小时,径向旋压力不足以使滚珠下方筒坯发生塑性变形,而轴向旋压力则使滚珠前方的金属发生塑性变形,不断地向前方堆积.
当dc1<d<dc2时,随着滚珠直径的增大,径向旋压力不断地增加,足以使滚珠下方筒坯发生塑性变形,筒坯发生了径向压缩和轴向伸长,但此时轴向力仍然很大,且轴向咬入角很大,金属材料表现为非稳定流动.
当d>dc2时,此时,径向旋压力已足够大,且轴向咬入角很小,金属材料表现为完全地稳定流动.
5 结论
(1)滚珠直径对薄壁筒形件滚珠旋压成形性具有重要影响.滚珠直径不仅影响旋压力的大小,而且影响轴向咬入角的大小.因此,薄壁筒形件滚珠旋压过程中,滚珠直径不仅影响筒坯能够发生塑性变形,而且影响滚珠前方金属能否发生稳定流动.
(2)有限元模拟和实验结果表明,随着滚珠直径的增加,筒坯较易发生塑性变形,滚珠前方金属稳定流动性增加.合理选择滚珠直径是保证成形合格旋压件的关键.
(3)理论分析和实验现象表明,滚珠直径对旋压件成形性的影响存在两个临界值dc1和dc2,影响两个临界值大小的因素较多,如旋压材料、进给比和壁厚减薄量等,因此确定该临界值有一定难度,这将在后续的研究工作中进行不断的探索.
[1] ZHANG Guangliang,ZHANG Shihong,LI Bing,
ZHANG Haiqu.Analysis on folding defects of inner grooved copper tubes during ball spin forming.Journal of Materials Processing Technology.2007,184:393-400.
[2]TANG Y,CHI Y,CHEN J C,et al.Experimental study of oil-filled high-speed spin forming micro-groove fin-inside tubes[J].International Journal of Machine Tools and Manufacture,2007(47):1059-1068.
[3]徐恒秋,樊桂森,张 锐,等.旋压设备及工艺技术的应用与发展[J].新技术新工艺,2007(2):6-8.
[4]李茂盛,康达昌,张士宏,等.滚珠旋压工艺中成形区接触压力的分析计算[J].材料科学与工艺,2004,12(2):125-128.
[5]王忠堂,王淼,王本贤,等.滚珠旋压工艺参数对薄壁筒形件旋压变形的影响[J].热加工工艺,2007,36(1):47-49.
[6]张士宏,吴江,方蔓萝.不锈钢薄壁管滚珠旋压模拟及缺陷分析[J].航天制造技术,2008(1):5-9.
[7]许春停,薛克敏,李萍.带纵向内筋筒形件滚珠反旋工艺模拟和缺陷分析[J].河南科技大学学报,2006,27(4):9-11.
[8]张士宏,吴江.薄壁不锈钢管滚珠旋压成形工艺研究[J].锻压技术,2009,34(1):60-64.
[9]王淼,王忠堂,王本贤,等.轴向进给比对薄壁管滚珠旋压影响的有限元分析[J].沈阳理工大学学报,2007,26(2):30-33.
[10]王忠堂,王淼,王本贤,等.滚珠旋压工艺参数对薄壁筒形件旋压变形的影响[J].热加工工艺,2007, 36(1):47-49.
[11]JIANG Shu-yong,REN Zheng-yi.Analysis of mechanics in ball spinning of thin-walled tube[J].Chinese Journal of Mechanical Engineering,2008,21(1):25-30.
[12]JIANG Shu-yong,REN Zheng-yi,WU Bin,et al.General issues of FEM in backward ball spinning of thinwalled tubular part with longitudinal inner ribs[J].Transactions of Nonferrous Metals Society of China,2007,17(4):793-798.
[13]JIANG Shu-yong,REN Zheng-yi,XUE Ke-ming,et al. Application of BPANN for prediction of backward ball spinning of thin-walled tubular part with longitudinal inner ribs[J].Journal of Materials Processing Technology,2008,196(1-3):190-196.
[14]JIANG Shu-yong,ZHENG Yu-feng,REN Zheng-yi,et al.Multi-pass spinning of thin-walled tubular part with longitudinal inner ribs[J].Transactions of Nonferrous Metals Society of China,2009,19(1):215-221.
[15]李茂盛,张士宏,康达昌,等.滚珠旋压工艺的滚珠直径选择[J].材料科学与工艺,2005,13(6):594-597.
Study on influence of ball diameter on backward ball spinning of thin-walled tube
JIANG Shu-yong1,SUN Jin-feng2,ZHAO Li-hong1,ZHANG Yan-qiu1
(1.Engineering Training Center,Harbin Engineering University,Harbin 150001,China; 2.College of Materials Science and Chemical Engineering,Harbin 150001,China)
Based on the process experiment and the rigid-plastic finite element method(FEM),influence of ball diameter on backward ball spinning of thin-walled tube is studied.FEM simulation results show that with the increase of ball diameter,the fluctuation of axial spinning force component decreases,and metal build-up in front of ball decreases,but stable flow of metal increases.During backward ball spinning of thin-walled tube,ball diameter possesses two critical values which have a significant influence of deformability of the spun part.Furthermore,increasing ball diameter leads to the increase of ball spinning force,which contributes to occurrence of plastic deformation of tubular blank as well as stable flow of metal in front of ball.The FEM simulation results agree well with the experimental ones.
power spinning;ball spinning;ball diameter;finite element method
TG306 文献标志码:A 文章编号:1005-0299(2011)02-0001-04
2009-07-09.
黑龙江省博士后基金资助项目(No.3236301154).
江树勇(1973-),男,博士,教授.
(编辑 张积宾)
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年6期)2019-06-25
航空材料学报(2019年3期)2019-06-05
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
浙江科技学院学报(2017年1期)2017-06-01
锻压装备与制造技术(2016年3期)2016-06-05
浙江大学学报(工学版)(2016年9期)2016-06-05
通信电源技术(2016年1期)2016-04-16
锻压装备与制造技术(2015年2期)2015-06-26
制造技术与机床(2015年10期)2015-04-09