
煤磨磨辊的堆焊修复
2012-01-05 06:13张立国
水泥技术 2012年4期
张立国
煤磨磨辊的堆焊修复
Surfacing Wilding Electrode Repair of Coal Roller in Mill
张立国
江苏嘉新京阳水泥6700t/d熟料生产线的煤磨采用的是MPS200K辊磨,产能为30~40t/h,功率为500kW,设备外形如图1所示。原始进口的磨辊辊胎寿命在12个月,且辊面磨损较严重,每年的更换工作费时费力。在磨辊磨损后期,煤磨粉磨效率急剧下降,造成煤磨单位电耗大幅上升。更换为耐磨堆焊磨辊后,磨辊的使用寿命有了大幅提高。

1 煤磨磨辊工作面的磨损情况
磨内部有三个磨辊组,在磨盘上方成正三角形均匀分布,通过压力框架对磨辊施加压力,实际生产中观察到辊胎面磨损是由外侧向内侧逐步加重,磨损情况如图2和表1所示。
煤磨磨辊辊胎面的磨损以及三辊磨损量的差异,原因分析如下:
(1)原煤入料分布不均,使煤磨的磨辊受料位置不同,三个磨辊各自的辊面磨损量程度上会产生细小的差别,一般生产运行中不去考虑。
(2)原煤中矸石等杂质含量的变化也是磨辊面磨损不均匀的原因之一,矸石等杂质含量越高,磨辊面的磨损越烈,加上有些难磨的杂物更加剧了磨损。
(3)从煤磨磨辊面磨损图表看,编号在4~8之间,磨辊面磨损较大,说明此处为磨辊面的主要做功区域,磨损较大,因此此处合理有效的工作面会影响磨机的单位电耗。
(4)在磨盘中心向外的煤炭在研磨区域煤粉粒度由大变小、煤粉颗粒由粗变细,造成煤磨磨辊面的外侧磨损较大,因此煤粉细粉对磨辊工作面的磨损和冲刷更为严重。
2 磨辊采用进口辊胎部件在使用周期内的电耗变化
如表2和图4中所示,随着运转时间的推移,煤磨磨辊面的磨损量几乎成正比例递增。
图5为煤磨磨辊面磨损情况与煤粉单位电耗的关系。
通过图表可以看出,煤磨磨辊面的磨损后期是9.5个月后,煤磨的单位煤粉电耗也急剧升高至11~12kWh/t以上,此时对应的磨损量约为42mm,磨辊面磨损后期磨损量约为42~62mm,这个时期煤磨设备系统总累计耗电量持续增长,理论上应该给予及时更换,结果与实际操作相符合。

表1 更换下来的煤磨磨辊最终的磨损情况,mm

3 煤磨磨辊面的磨损量与生产操作情况的分析
煤磨磨辊面磨损量的规律为“中间大,两头小”(如图6所示),造成这种情况的原因可能有:原煤中的灰分和石英成分,石英含量是磨损的主要原因,气流和细煤粉也是影响磨辊面外侧磨损较重的原因,磨辊面的波形纹,应该是由振动引起的,一般磨辊直径越大波形纹越大;另外,磨辊磨损过程中产生的有规律的波形纹路,与磨机的磨辊直径和磨机的振动频率可能有关,这一点有待在今后的实际操作中再予验证。
4 磨辊面磨损的修复
根据磨辊面的磨损情况,我们采用了KSW系列耐磨焊丝进行耐磨堆焊处理。将磨损后的磨辊衬板以硬面焊丝堆焊修复至原始尺寸,磨辊表面硬度在HRC58~62之间,且磨辊面堆焊层硬度分布均匀。
根据磨辊面的磨损状况和使用环境,选择KSW-266焊丝硬面修复,焊材选择的参数和性能见表3。
采用KSW266焊丝堆焊焊接磨辊面时的电流控制规范,焊材一般选用规格为Φ2.8mm(表4)。
在煤磨磨辊面堆焊施工时,应严格控制堆焊层间温度,在堆焊施工过程中使堆焊层的层间温度不高于120℃,周围环境采取必要的保温措施,同时应采取适当的加热保护,控制磨辊整体的冷却速度。
(1)磨辊面堆焊修复或者新制辊套的作业过程和施工步骤
辊面清洗→辊体秤重→堆焊面着色探伤→辊面磨耗测量→上堆焊机工作台→辊面焊补第一道→检测焊道牢固性→焊补第一面、检测牢固性→进行堆焊至辊面原尺寸或者要求的尺寸→下堆焊机工作台→整修外观→堆焊面的硬度、尺寸、探伤测试和检查→整体防锈处理→预安装测试,辊面上漆后再检验尺寸→称重,包装。
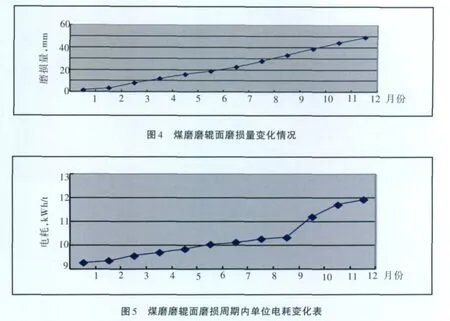

表2 磨辊磨损量情况与煤粉单位电耗的关系表


表3 磨辊面堆焊焊材化学成分,%

表4 堆焊控制规范

表5 磨辊堆焊面硬度测试检查记录,HRC

表6 煤磨磨辊每月磨损量与煤粉单位电耗对比表

表7 煤磨磨辊进口新品备件与堆焊件成本效益对比表
(2)关于堆焊磨辊面的硬度检查测试情况
在磨辊辊胎的任意区域随机选取三等份的三个区域A、B、C,检查磨辊辊面的上、中、下(或者左、中、右)三个位置的硬度值,每个测点测量三次取平均值来确定,辊面硬度分布数据见表5。
(3)在整个煤磨磨辊的辊面堆焊修复过程中,要注意相关质量检查文件的编号、取得、整理、归档工作,包含评估、检查的辊胎体探伤测试和尺寸测量工作、磨辊面堆焊实施过程、中间问题的记录、最后的磨辊面硬度、安装位置探伤检查测试都要有照片和文字记录,并注明相应的时间、操作人员、质量检查人员等信息,以便于质量追踪。完成修复的磨辊见图7。
5 采用KSW266焊丝堆焊煤磨磨辊辊胎的使用情况
在水泥生产线的实际使用中,我们对煤磨的磨辊磨损情况做了测量、预估(见表6),在磨辊辊面磨损的过程中,磨损量相对稳定,平均约为2.5mm,使得月平均磨损量大为减少,延长了磨损初期、稳定磨损期、磨损中期,在这些低电耗的使用时期,月平均煤粉单位电耗的变化开始减慢,而且幅度相对平缓,起到节约电力的作用(见图8)。
6 煤磨磨辊进口新品备件与堆焊件成本效益比较
煤磨磨辊进口周期一般至少需要半年,辊胎的进口费用也非常可观,我们对煤磨辊胎购置费用、使用寿命、煤粉总产量、煤粉单位电耗做了统计,见表7。
通过表7可以看出,磨辊胎的堆焊件较进口件可减少购置费用31万元,吨煤电力平均单耗下降到9.8kWh/t,节约电力 0.5kWh,相当于20万元以上,综合节约费用51万以上。
7 煤磨磨辊堆焊使用的效果分析
实际煤磨磨辊堆焊件使用周期一般18~24个月,但由于实际大修周期可能与磨辊的周期有些不同,有时会在18个月时就提前更换,对磨损的统计会造成一些影响,但是经过2003~2007年的两次拆换使用后,证实了耐磨性非常稳定,未发生脱落或异常过度磨损的情况,为煤磨进一步增产创造了有利的条件。
8 结语
(1)采用KSW系列硬面堆焊焊丝可大大延长磨辊的磨损周期,相对增加磨机在低电耗的使用周期,节约运行总电量,保证全系统设备的运转率,减少设备拆换修理费用。
(2)煤磨磨辊面的堆焊修复有效利用了旧磨辊辊胎和衬板,减少了新品采购和旧品的处理费用,减少了对环境的污染。
(3)磨辊辊胎的更换应在磨损后期及时更新,避免磨机在高电耗磨损期间运行。
(4)文中单位电耗数值仅为对该生产线系统的实际统计,它与煤磨产量、运转率、原煤的易磨性都有关系,由于每个水泥、电力工厂系统电量计量都存在差别,此项数据分析仅供参考。
TQ172.632.5
A
1001-6171(2012)04-0085-03
通讯地址:中国中材国际工程股份有限公司天津分公司,北京 100176;
2011-11-17;
吕 光
猜你喜欢
建材发展导向(2022年24期)2022-12-22
选煤技术(2022年1期)2022-04-19
能源研究与信息(2021年3期)2021-11-20
现代矿业(2021年7期)2021-08-23
设备管理与维修(2020年7期)2020-05-08
中国金属通报(2019年5期)2019-01-03
建筑热能通风空调(2018年5期)2018-07-09
Asian Journal of Urology(2018年2期)2018-04-19
装备机械(2017年3期)2017-11-09
设备管理与维修(2016年6期)2016-04-09
