浅析分子筛纯化系统再生氮气的回收利用
2012-02-09 07:38
河南化工 2012年4期
(河南省煤气(集团)有限责任公司义马气化厂,河南义马 472300)
1 项目实施背景概述
天然气西气东输二线工程即将完工,河南省煤气(集团)有限责任公司义马气化厂(简称气化厂),在面对城市煤气产品将退出燃气市场的形势,为使企业效益增加新的增长点,进行了产业结构调整改造项目,即该项目中的甲烷分离子项:利用法液空深冷分离装置,将原城市煤气中的CH4分离出来,通过压缩机增压,作为煤制天然气送到天然气管网。气化厂原有空分装置三套、产氮气能力分别为11 000 Nm3/h一套,12 000 Nm3/h两套,现有工况条件下,开两套空分装置就能满足全厂氧气、氮气负荷;新产品结构调整改造项目完成后气化厂氮气最大用量为42000 Nm3/h,其中低压氮气用量为32 000 Nm3/h,现有空分装置无法满足全厂氮气用量。
因此在义马气化厂内现有装置或在建装置上进行技术改造,对氮气进行回收以满足全厂氮气需求势在必行。
2 分子筛净化单元概述
目前国外的大型空分设备对原料空气的净化均采用分子筛再生系统[1],新产品结构调整项目的分子筛是为甲烷分离项目设定的,分子筛具有低温高压吸附,高温低压脱附的特点,设备操作简单方便[2],位于鲁奇炉煤气化装置[3]下游,为甲烷分离装置净化原料煤气中含有的H2O、CO2、CH3OH等微量杂质。由于这些杂质在低温状况下有容易结冰的特性[4],同时,这些杂质在原料煤气中占有一定的组分,因此必须用分子筛床层将这些杂质吸附掉。分子筛系统包含两个吸附罐,并由一套由程序控制的阀门系统实现操作,两个填有相同数量吸附剂的吸附器并行交替工作;当A分子筛吸附器工作的时候,B分子筛吸附器就进行再生。再生过程发生在分子筛的吸附量达到最大吸附能力时,即吸附结束时进行。吸附剂再生的介质为空分装置生产并输送到界区的15 000 Nm3/h的低压氮气。氮气在对分子筛吸附剂进行再生后,再生后的氮气被排放到大气中。
甲烷分离装置分子筛再生氮气:压力规格,0.6 MPa;用量,15000 nm3/h;纯度,99.9%;露点温度,-40℃。
分子筛纯化系统示意图见图1。
3 改造的方案及比较
方案一:回收原有厂区空分车间水冷塔氮气,将工艺冷却氮气压缩后通过变压吸附将纯度由95%提高至100%,再增压送至净化车间用于汽提工艺。
方案二:将原有水冷塔进行改造,将氮气制冷改为氨冷,改造后的氮气压缩后送至净化车间用于汽提工艺。
方案三:将新增甲烷分离前段净化单元分子筛进行改造。
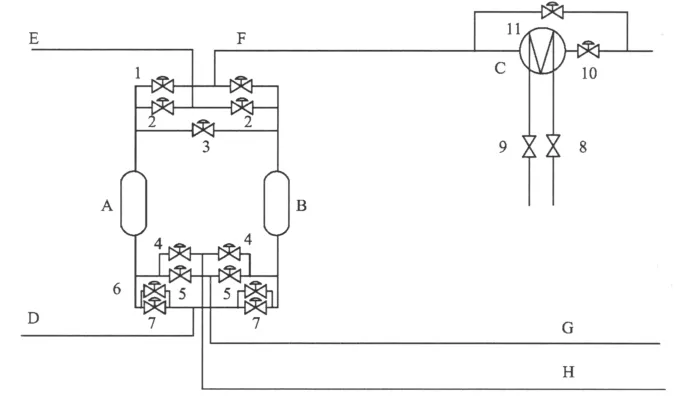
图1 分子筛纯化系统
改造后的分子筛纯化系统示意图见图2。
①在为分子筛再生系统添加旁路,并把旁路阀开关程序做到分子筛阀门控制系统中,满足再生氮气为后续系统的稳定供应。②在分子筛再生氮气出口,添加冷却装置,降温后送到后续净化系统。
下面对改造方案进行比较见表1。

表1 改造方案比较
方案一产气量较多,但投资较大,占地面积大、能耗高,检修周期较短,而且由于氮气中压力较低,含水量较大,进行氮气回收的可实施性不强。方案二产气量较多,一次性投资较少,占地面积较大,空分车间场地条件制约,无法实施。方案三投资最少、能耗最少、场地适宜,作为推荐方案。
4 再生氮气进行回收的风险性问题分析
如果进行改造主要存在下列问题:
①再生后的氮气,加热时温度过高,回收后送往低温甲醇洗工段无法满足低温甲醇洗工段温度要求。②再生后的氮气,压力不稳定,在分子筛泄压、均压阶段会中断。③改造后回收初期的氮气可能含有杂质,会对低温甲醇洗工艺工况造成影响。④回收的低压氮气,通过分子筛装置后有一定的压力降,对低温甲醇洗工艺有一定影响。
风险性问题的解决方案:
①设置再生氮气加热/冷却器对回收的氮气进行温度控制。②在再生氮气加热器前,设置分子筛氮气旁通阀,通过逻辑程序控制保证氮气连续供应。③通过计算不影响低温甲醇洗工艺。④经过同液体空气工程公司专家讨论及论证,分子筛的压力降很小,完全可以满足后续工况需要。
5 结论
本文通过氮气回收方案的讨论和比较,确定回收分子筛纯化系统再生用氮气的方案占地少、能耗小、气源稳定,具有很大的可操作性,方案实施以后,能够为企业回收15 000 Nm3/h的氮气,为企业创造巨大经济效益,同时达到了节能减排的效果。
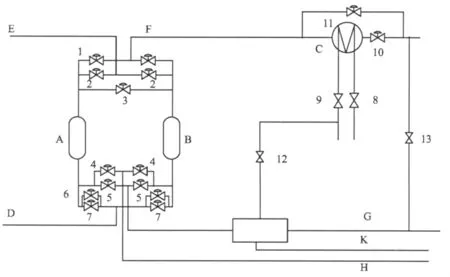
图2 改造后的分子筛纯化系统
[1]CASTLE W F.Air separation and liquefaction:recent developments and propescts for the beginning of the new millennium [J].International Journal of Refrigeration 2002.25:158-172
[2]徐如人,庞文琴.分子筛与多孔化学[M].北京:科学出版社,2004.
[3]易希朗.天然气深冷分离装置中CO2的冻结计算[J].天然气工业,1988,9:84-87.
猜你喜欢
环球时报(2023-02-09)2023-02-09
山东冶金(2022年4期)2022-09-14
当代化工研究(2016年5期)2016-03-20
天然气勘探与开发(2015年1期)2015-02-28
小学生作文选刊·低年级版(2014年8期)2014-08-19
河南科技(2014年19期)2014-02-27
河南科技(2014年14期)2014-02-27
河南科技(2014年12期)2014-02-27
河南科技(2014年11期)2014-02-27
河南科技(2014年8期)2014-02-27