
Zr/Cu复合板应用于离心甩片装置的可行性分析
2012-02-20 03:31张军良李中奎陈小林
装备制造技术 2012年8期
张军良,李中奎,刘 辉,崔 顺,陈小林
(西北有色金属研究院,陕西 西安 710016)
锆合金的熔炼,一般需要 ZrSn、ZrFe、ZrCr、ZrNb等中间合金[1]。制备这些中间合金,通常采用真空感应熔炼浇铸成锭,经车削、粉碎,再以碎屑状态与海绵锆混合,压成电极,然后进行真空电弧熔炼,获得成品锆合金锭。
目前提出了改进锆中间合金熔炼的方法——离心甩片法,即将坩埚内熔炼好的中间合金液直接浇铸在水冷旋转圆盘上,甩出液滴打在水冷收料箱壁,落入水冷收料箱底,经过三级冷却,使液滴冷却成纽扣状圆片,再用于压电极即可。
水冷旋转圆盘及水冷收料箱,一般采用工业纯铜制作,为了防止铜对锆中间合金的污染,提出了以Zr/Cu复合板代替纯铜板的方案,使锆合金液滴打在锆层表面,而锆对锆中间合金不构成污染。
1 Zr/Cu复合板的破坏形式
一种新材料用于机械装置是否可行,首先,应判断其破坏形式及产生破坏的影响因数;其次,是给出防止破坏的有效措施;最后得出新材料是否可用的结论[2]。
按照爆炸焊接的一般概念而言,当两种金属爆炸焊接合格后,其界面的结合强度,一般大于较弱母材的基体强度,在外力作用下,理应基体先破坏,界面后破坏。但在某些场合下,界面受力较大,而基体不受力,或受力较小,此时便可在界面发生破坏。例如,因两种金属的线膨胀系数差异较大,在外界热量传入复合板后,在界面处会产生较大的热应力,此热应力有可能导致界面的分层破坏:可能出现的破坏形式为边缘分层,中心鼓包(如图1所示)。

图1 Zr/Cu复合板破坏形式示意图
导致界面破坏的外界应力,主要为平行界面的剪应力及垂直界面的拉应力,只有这两种应力大于界面的结合强度时,才能产生破坏;而小于界面的结合强度时,不会产生破坏。
我们的工作,是设计合理的复合板几何参数及控制外界作用形成的剪应力和拉应力大小,使之小于界面结合强度,才能保证复合板的有效使用。
2 尺寸对界面的影响
选用Zr/Cu复合板制作离心甩片装置的水冷转盘及收料箱,主要利用了锆与锆中间合金接触可避免污染的特性,同时利用了铜传热快,能将来自锆表面的热量传至铜表面,再由冷却水带走的特性。
Zr/Cu复合板的尺寸设计,主要是指复合板的厚度设计与Zr复层的厚度设计。按照一般原则,复合板的尺寸设计,主要考虑适用场合、服役条件、使用安全性、价格以及制作难易程度等。
本处离心转盘为平面圆盘结构,直径为Ф250 mm。如图2所示。
承受的外力,有转动时产生的离心力与锆中间合金液的冲击力。水冷收料箱为圆筒结构,承受的外力为由离心转盘甩出的锆中间合金半固态液滴的冲击力。二者相比,离心转盘承受的外力要大一些,因此离心转盘整体厚度设计较大,复层厚度设计较厚。根据其他复合材料在压力容器中应用的经验,用于离心转盘的Zr/Cu复合板厚度,初步设计为3+10=13(mm)。用于水冷收料箱的Zr/Cu复合板厚度初步设计,为2+8=10(mm)。详细的理论计算涉及运动学、动力学、热力学等方面的因素,难度较大,涉及面太广,本文只给出大概的设计原理。
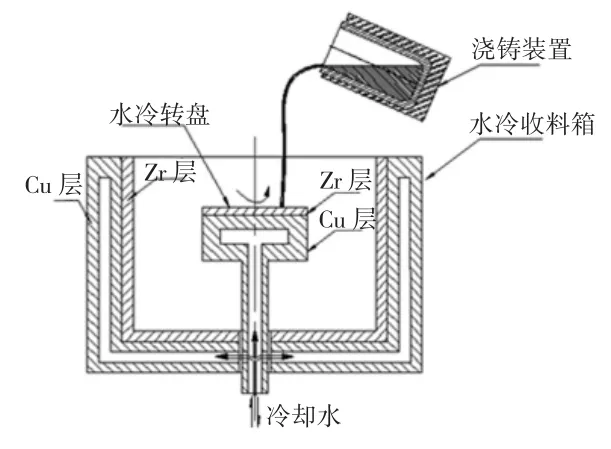
图2 离心甩片装置示意图
现以鼓包破坏进行讨论。如图3所示,当锆中间合金液滴打在水冷转盘上a点时,由于温度梯度的原因会在a—b形成由大到小的拉应力在b—c点形成剪应力,未破坏前b点和c点是重合的。a—b的拉应力促使锆复层伸长,结果会形成向上的翘曲,b点处的剪应力使得界面产生滑移,二者共同作用的结果,导致界面分离鼓包,随着鼓包不断扩大,分离点c不断外移。

图3 水冷转盘单元分析
在平板结构中,这种破坏方式相对容易形成,而在圆筒结构中不易形成,主要是圆筒的向心力作用产生反向压应力,抵消一部分拉应力,使合力减小,如图4所示。

图4 水冷收料箱单元分析
因此,水冷转盘用复合板的整体厚度及锆复层厚度,应大于水冷收料箱用复合板的相应厚度。
复层越厚,弯曲变形所需要的外力越大,因此说,复层厚度的大小与材料使用的安全性成正比,考虑到热量传输速度、温度梯度、应力分布、价格等因数,复层厚度应合理选择为宜。
3 离心转盘转速的影响
水冷离心转盘的转动速度,一方面决定了甩出液滴的尺寸大小,这是根据生产需求决定的,一旦确定,则不能随意更改;另一方面决定了传入Zr/Cu复合板的热量大小,这是对复合板产生破坏作用的主要因数,需要进行控制。
转动速度越快,离心力越大,液滴在板面的接触时间越短,传输的热量越少,对复合板的破坏作用越小,反之亦然[3]。
热量在复合板中传输,导致温度升高,温度的变化曲线如图5所示。

图5 Zr/Cu复合板热传导温度变化曲线
由锆表面a点到界面b点,温度变化速度较慢,由b点到铜表面d点,温度变化较快,这主要是由于锆铜两种金属的传热能力差异所致。b点温度的高低,与破坏力大小成正比,b点温度越高,因线膨胀系数差异而产生的剪应力越大,反之则小。因此为了防止复合板界面破坏,应控制b点的温度。
4 浇铸液流量的影响
从感应熔炼炉坩埚流出的锆中间合金液的流量大小,决定了传入Zr/Cu复合水冷旋转盘热量的大小,而热量大小对复合板的破坏作用前已述及。
本处考虑的问题是:每炉次的熔炼总质量已确定,甩出的液滴大小应符合要求,可调节的是浇铸液流量和水冷转盘的转速。可以采用大流量大转速短时间完成甩片任务,也可以采用小流量小转速长时间完成甩片任务。前者对Zr/Cu复合板的破坏作用大,后者对Zr/Cu复合板的破坏作用小,可以通过实验获得最佳的工艺参数,使生产效率和对设备的损坏达到合理的程度[4]。
5 冷却水流量的影响
冷却水流量的大小,决定了图5中b点和d点的温度高低,对Zr/Cu复合材料的安全使用起到决定作用,此处也存在一个水消耗量与安全生产的最佳参数选择问题,一般应控制水温在30~40℃,手感不发烫为宜。
6 结束语
将Zr/Cu复合板作为水冷转盘及水冷收料箱的材料,并从多方面讨论了Zr/Cu复合板应用于真空感应熔炼甩片装置的可能性,主要解决如下问题:
一是Zr/Cu复合板的应用,有效解决了锆中间合金的污染问题;
二是Zr/Cu复合板的厚度设计,应以满足安全生产为宜;
三是为防止Zr/Cu复合板出现鼓包、分层等形式的破坏,采用调整转盘速度、浇铸液流量及控制冷却水流量等措施,亦可达到目的。
[1]王锦江,王荣山,翁立奎,等.含Nb锆合金中第二相的吸放氢性能[J].金属学报,2011,(9):1200-1204.
[2]许焕卫,黄洪钟,何俐萍.稳健设计中的稳健可行性分析[J].清华大学学报(自然科学版),2007,(22):1721-1724.
[3]左 虹.高速冷冻离心机固定角转子的强度测试分析[J].湖南农机,2008,(3):21-23.
[4]郑兆昌.机械振动[M].北京:机械工业出版社,2004.
猜你喜欢
环境卫生工程(2020年3期)2020-07-27
中国特种设备安全(2019年10期)2020-01-04
中国化工贸易·中旬刊(2019年3期)2019-10-21
中国特种设备安全(2019年3期)2019-04-22
中国化工贸易·上旬刊(2018年4期)2018-09-10
海峡科技与产业(2017年6期)2017-07-01
质量技术监督研究(2017年4期)2017-05-07
山东工业技术(2016年15期)2016-12-01
科技视界(2016年10期)2016-04-26
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
