
罐头灭菌锅控制装置现状分析及自动控制装置的研究
2012-03-25 01:19张武蓉
漳州职业技术学院学报 2012年3期
张武蓉
罐头灭菌锅控制装置现状分析及自动控制装置的研究
张武蓉
(漳州市计量所,福建 漳州 363000)
本文针对目前国内罐头灭菌锅控制装置自动化程度较低,从而引起罐头在恒温杀菌阶段温度差异过大,以至于罐头杀菌结束后,罐头内容物鲜味、口味的散失、品质的不良.据此现状,通过深入分析罐头杀菌所应达到的条件,设计了罐头灭菌锅自动控制装置系统,该系统可以全面、实时对检测数据进行自动记录,实现罐头灭菌锅控制装置自动化。
罐头灭菌锅;控制装置;自动化
1 引言
食品是人类最直接、最重要的消费品,关系到人类的生存和健康。食品质量安全技术状况是一个国家经济发展水平和人民生活质量的重要标志,食品质量安全已成为全球关注的重点之一,也是食品加工企业今后能否永续经营的关键。
罐头食品是保藏原理为“密封杀菌,达到商业无菌要求,不需要也不允许加入任何防腐剂的一类食品”。传统的罐头食品杀菌方法为热力杀菌,热杀菌法虽然能保证食品在微生物方面的安全,但热能会破坏对热敏感的营养成分,影响食品的质构、色泽和风味。目前,热杀菌技术的主要研究动向是热杀菌条件的最优化和热杀菌设备。热杀菌条件的最优化就是协调热杀菌的温度-时间(T-t)条件,使热杀菌的效果达到商业无菌的同时能最大程度保持食品本身营养成分。热力杀菌设备的热分布和加工产品的热穿透情况是确保产品安全的关键环节,所以研究一套切实可行的罐头灭菌锅自动控制装置才是保证罐头品质的关键。
2 罐头灭菌锅控制装置现状分析
(一)国外罐头灭菌锅控制装置现状分析
自从1852年发明了高压蒸汽锅完成热力杀菌,这就成为了科学杀菌年代的开始。经过十年探索,1862年法国巴斯德实验室试验证实,密封罐装食品在高压蒸汽锅内经过一段时间的温度压力状态下,罐装食品的活性酶和有害微生物会失去生命力、基本可以达到商业无菌的条件。罐头商业性批量生产的热力杀菌,在很长一段时间内都没有一个较好的解决方案。直到50年代美国罐头食品协会会员、美国泰勒公司生产出一套温度压力自动记录,自动控制的设备,该套设备基本可以满足罐头热力杀菌的需要。我国有一些大型食品罐头企业进口了一批泰勒公司的产品,我省紫山集团曾进口了三套设备,但因为该套设备约在15万美元左右,而且维护成本很高,所以该套设备很难在我国得到普及。
(二)国内罐头灭菌锅控制装置现状分析
目前我国许多企业的杀菌设备较为陈旧,安装不规范,控制系统落后,未进行定期验证。我国传统的罐头杀菌工艺,是通过安装在杀菌锅上的一支普通热电偶作为温度传感器,通过感受温度的变化将温度讯号转换成mV信号给显示仪表,然后再通过人工开关蒸汽阀来调节温度,这样的操作方式有许多无法克服的问题。
1.仪表显示的温度反应迟钝,人工操作动作滞后、锅内的实际温度和水银温度计的温度及温度记录仪记录的温度往往不一致,而工艺技术要求在恒温灭菌关键阶段,锅内的实际温度、水银温度计的温度、记录仪的温度,显示仪表的读数必须一致,而传统的杀菌设备是无法满足这个要求的。
2. 排气时间的随意性大,在还没排空冷气时就进入继续升温阶段可能导致冷气团的形成,达不到杀菌的要求。[2]
3.恒温杀菌温度漂移大、因为采用人工手动控制蒸汽阀门,很难准确地定位蒸汽应进入杀菌锅的多少,不能保证杀菌锅的恒定温度更无法在杀菌锅内温度产生变化的第一时间去改变调整温度,不可能达到理想的控制效果。
4.不符合国家节能减排的环保政策,由于人工操作会产生人为的错误判断而造成一些错误动作,而导致蒸汽不必要的浪费。
5.使用大量人工成本,传统杀菌工序要求每口杀菌锅须配备一名杀菌操作工,而且培养一名能够独立操作的杀菌工要一年以上。
由于以上问题的存在,即导致罐头杀菌期间温度过高或过低、温度波动过大、杀菌时间过长或过短、压力不稳定等原因就容易引起罐头内容物鲜味、口味的散失,同时还会导致罐头胖罐等现象。
3 罐头灭菌锅自动控制装置的研究
目前热力杀菌技术的研究主要集中在热力杀菌条件的最优化与新型热力杀菌设备的开发与研究。我们现在研究的是杀菌设备的控制装置,研究的目的:①最大程度地保障罐头食品的安全性;②罐头营养成份保留的最优化;③在确保相应的食品安全的杀菌条件下尽可能地减少能源的消耗和人力资源的浪费。
(一)罐头灭菌锅控自动制装置的功能设计
因为罐头在高温杀菌时需进行恒温杀菌,而恒温杀菌阶段温度差异过大,会引起在罐头杀菌结束后,罐头内容物鲜味、口味的散失、品质的不良。热杀菌条件的最优化就是协调热杀菌的温度-时间(T-t)条件,使热杀菌的效果达到最大程度保持食品本身营养成分与风味的作用。每一阶段杀菌温度的高低和时间的长短,均取决于食品的种类。所以所研究的自动控制装置必须完成以下功能。
1.罐头杀菌锅排气、升温、恒温自动控制装置开机后仪器自动进入排气升温,待排气时间到,排气截止阀自动关闭,排气升温过冲量不超过给定值±0.5℃,升温到恒温阶段过冲量不超过给定值±0.5℃,恒温阶段温度记录不超过给定值±0.5℃。汽杀恒温记录不超过给定值±0.2~0.3℃、水杀恒温记录不超过给定值±0.5℃、全过程温度控制范围小于给定值±0.5℃。[1] [2]
2.排气、升温、恒温的时间和温度根据产品任意可调。
3.采用自动化程度较高的人工智能程序控制仪,精度高、反应速度快的凯装温度传感器,控制仪以4~20mA电流信号传输给泄漏量小,灵敏度高的精小型气动薄膜调节阀,使阀门通过电流信号的指令来控制阀门的大小。
4按照品管部门的工艺要求输入相应罐型的技术参数即可实现由该套自控设备自动执行所有指令,精确、可靠地自行运转,可实现一名操作员管理多台杀菌锅的运行。
5.避免因人工的滞后操作动作而产生蒸汽的浪费,从而较好地节约人工和蒸汽的使用量,对节能、降耗和节约人工成本有明显的经济和社会效益。
6.价格低廉,其工作性能、技术水平及稳定性能、可操作性也优于国外同类产品。
(二)罐头灭X菌锅控制装置系统的总体研究及功能
1.罐头灭菌锅控制装置系统的总体设计图
罐头热力杀菌过程分四个阶段:排气阶段、排气后的升温阶段、杀菌恒温阶段、冷却阶段。
《罐头食品安全加工与安全性管理》杀菌操作规定:开蒸汽,记下实际开气时间进行排气,排气升温至少1分钟后关底部放水阀,此时底部泄气阀仍是打开的,8分钟使锅内温度上升到108℃,如温度未达到108℃,可延长排气时间进行排气,直至温度达到108℃才能关闭排气阀;时间不到8分钟,即使温度已到108℃也不能关闭排气阀,这是因为罐头食品的杀菌条件是在纯蒸汽加热条件下确定的,如果排气不充分,杀菌锅内有空气,锅内就会出现冷点。排气结束,关闭排气阀,继续升温,使锅内温度达到工艺杀菌温度,进入恒温阶段,杀菌时间、温度至少应和热力杀菌主管当局为完成商业无菌所制定的杀菌强度相当。杀菌结束进行冷却,冷却速度应根据罐内外压力相平衡的原理,采取逐步稳定降压操作,既要防止瘪听,又要防止突角,降压速度应根据罐内温度、冷却速度灵活掌握,直到罐内中心温度冷却到40℃.[1] [2]
根据该规定,我们设计了控制装置系统如下图1。
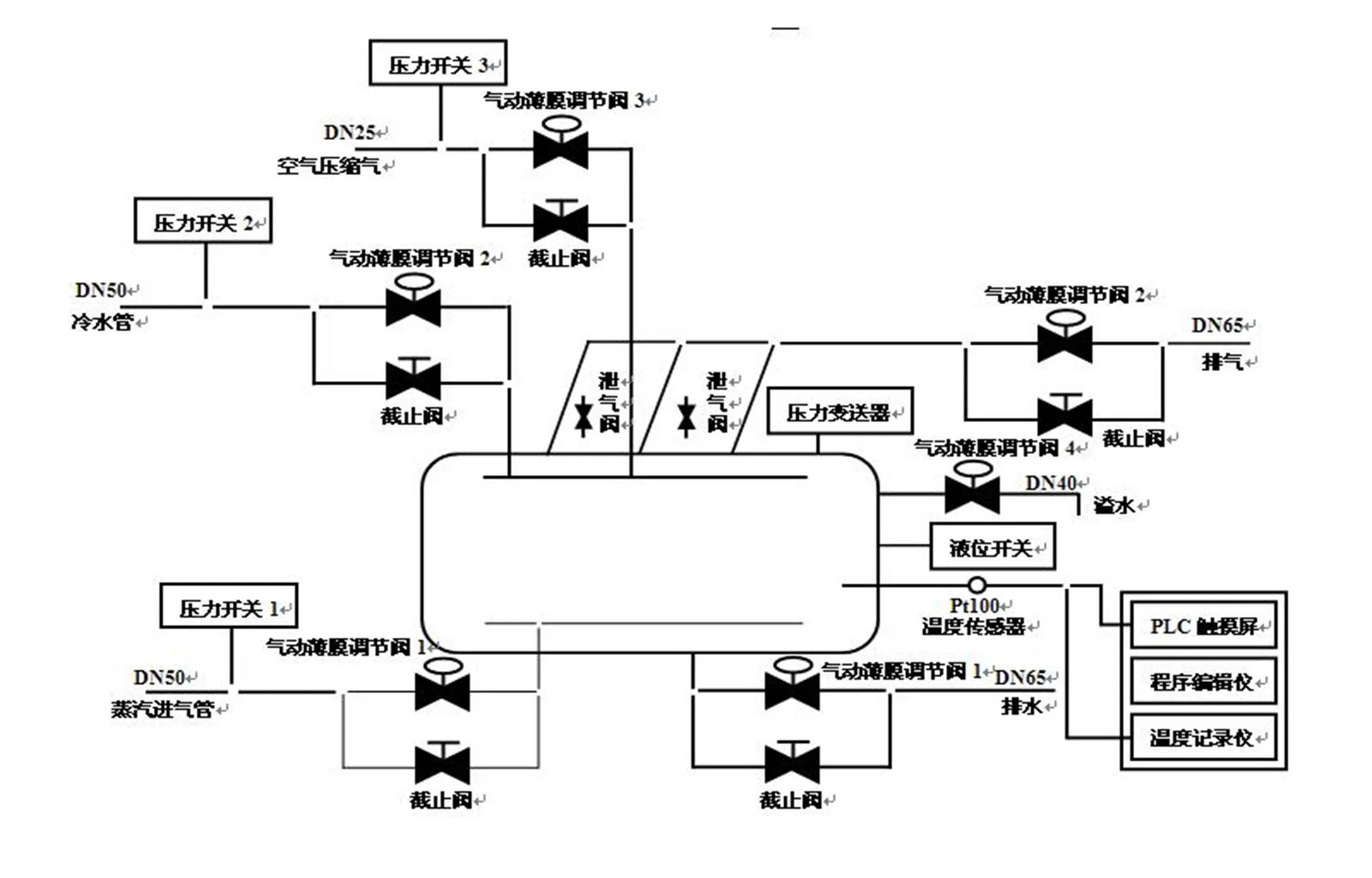
图1 罐头灭菌锅控制装置系统的总体设计图

图2 罐头灭菌锅控制装置系统的工作原理
2.罐头灭菌锅控制装置系统的工作原理:按启动运行:t0~t1,升温排气至100℃(时间2 min),t1~t2,(时间6 min)升温排气至108℃,关闭排气阀,t2~t3,(时间6 min)升温至127.5℃,t3~t4,(时间17~30 min)恒温,t4提供开关信号,同时关闭主蒸汽阀。T4~t5,分五段,分别5min。第一段,打开空压气调节阀,将压力控制到0.16MPa 1min,同时打开冷却水阀进行调节冷却。第二段,0.16 MPa~0.13Mpa,第三段,0.13 MPa~0.1Mpa,第四段,0.11 MPa~0.09Mpa,第五段,0.09 MPa~0.00Mpa,关闭压气阀后,开启冷却水阀再进行冷却至40℃左右,关闭冷却水阀。报警,工作结束。程序编辑可按灭菌工艺的要求做任意修改。
3.该系统的特点:人机界面在线显示、控制、报警功能。PLC触摸屏能显示出当前的工作温度,压力及工作状态,以模拟图的形式时刻显示整个灭菌工艺的全过程。
4 罐头灭菌锅控制装置系统的实际应用
该系统在许多罐头食品厂如漳州紫山罐头厂、重庆德佳食品有限公司、成都美迪特饮料公司等进行安装、调试、使用,整个工作过程系统工作正常,功能完全符合设计要求及罐头食品加工与安全性管理的要求,并由中国检验检疫科学研究院综合检测中心检测,杀菌设备的热分布、食品的热穿透等都符合FDA的要求。
[1] SN/T 0400.6-2005 进出口罐头食品检验规则第6部分:热力杀菌[S].中华人民共和国国家质量监督检验检疫总局,2005
[2] 罐头食品安全加工与安全性管理[M].国家质检总局进出口食品安全局编制,2001
Current situation analysis and research of Automatic control system withthe control system of Canned food sterilization pot
ZHANG Wu-rong
(Zhangzhou Metrology Institute,Zhangahou 363000,China)
This paper in accordance withthe control system of Canned food sterilization pot what is in low automation situation in our country, thus caused Temperature difference too large when Canned food in stage at constant temperature sterilization, so after sterilization , Canned food's flavor loss,quality bad. Accordingly, by deeply analyzing the condition arrived of Canned food sterilization, An Automatic control system of Canned food sterilization pot is desineged,the monitoring data can be recorded in real time and automatically by the system,therefore,the automation of Canned food sterilization pot can be realized.
Canned food sterilization ; the control system ; automation
TS294+.3
A
1673-1417(2012)03-0039-04
2012-07-12
张武蓉(1969-),女,福建云霄人,高级工程师,学士。
(责任编辑:季平)
猜你喜欢
科学大众(2021年6期)2021-07-20
河北农机(2020年10期)2020-12-14
河北省科学院学报(2020年4期)2020-03-19
发明与创新·小学生(2019年12期)2019-12-05
文萃报·周二版(2019年5期)2019-09-10
动漫星空(兴趣百科)(2019年5期)2019-05-11
大陆桥视野·下(2017年11期)2017-10-31
电子制作(2017年24期)2017-02-02
儿童故事画报·智力大王(2016年4期)2016-07-20
宠物世界·猫迷(2016年1期)2016-02-17
