深沟球轴承内滚道测量仪改进
2012-06-11 01:55许晓霞李晓东
哈尔滨轴承 2012年3期
许晓霞,李晓东
(1.哈尔滨轴承集团公司 精密轴承分公司,黑龙江 哈尔滨150036;2. 哈尔滨轴承集团公司 通用轴承公司,黑龙江 哈尔滨150036)
1 前言
近几年来,随着轴承工业的不断发展,各个行业所需轴承的质量要求越来越高,轴承的寿命及性能在轴承质量中的地位也越来越重要。为了适应这一发展的需要,必须对轴承检测仪器作相应的改进。
2 D022仪器的工作原理和结构
D022 轴承内沟测量仪是以比较法测量的机械式检测仪器,是轴承生产厂家大量使用的常规检测仪器。
(1)测量项目:该仪器主要用于检测轴承内沟直径、单一径向平面内内沟直径变动量、沟位置、沟道对基准端面平行度等。
(2)测量范围:沟径在15mm~125mm;宽度小于等于60mm。
(3)D022轴承测量仪的主要结构:仪器的底座由铸铁制成,带槽的铸铁板以铰链固定在底架上,所有部件均装置在铸铁板的槽中,并能做到前后调整;平板的上部带支点的杠杆在弹簧的作用下与沟道靠紧,并将轴承内圈始终压在支点上。在槽板下部有两个滑槽,套圈沟道的球面定位支点通过螺纹与滑槽中的滑块连接在一起,在槽板上面有杠杆的压紧支点,促使套圈紧靠下面的两个定位支点,通过仪表进行沟道直径,沟摆和沟位置的测量,其结构和工作原理如图 1 、图2 所示。
3 存在问题
以6204产品为例,轴承成品在清洗后手感有70%不好,旋转时有明显的振感。经过长时间的调查分析,并对成品进行拆套检查后发现,内套有严重的划伤。我们对套圈生产过程中的每一个环节进行了排查,发现内圈在游隙分选过程中有划伤的现象,即内沟道有明显的划伤。
经过反复分析,发现内圈分选仪器D022压点和表点出现了问题,如图 3 所示,D022测量仪器的压点是一个半径很大的曲面,表点是一个半径很小的曲面,压点和表点的曲面与沟道的曲面相差很多,使测量时表点和压点对内滚道的单位压力很大。更关键的是压点与表点材质是硬质合金,它的硬度比轴承钢高,所以用硬质合金压点、表点测量沟道时一定会出现划伤,而且这种划伤是有深度的,如果用这样的套圈合套,成品手感一定不好,将直接影响产品的质量。

图1 D022仪器
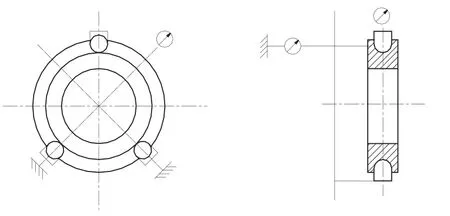
图2 D022仪器测量原理图
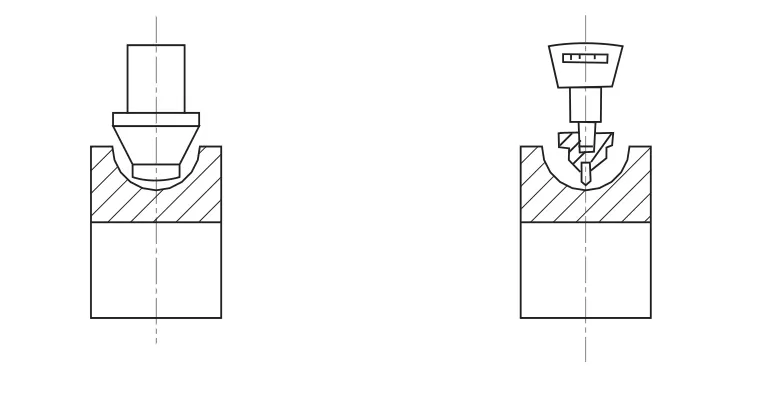
图3 改进前的压点和表点示意图
4 解决问题
要想解决目前存在的问题,我们必须从测量仪器入手。
4.1 仪器压点和表点的改进
轴承套圈在加工过程或装配过程中会产生碰伤和划伤。这里虽然有人为因素,也与工夹量具的使用不当有很大关系。如:工人在分选内套时由于生产任务重、个人的责任心差;装配分选内圈尺寸所使用的仪器大部分是D022仪器,改进前由于原压点和表点采用的是硬质合金压点,在装配分选过程中易造成沟道的划伤,产生碰伤和划伤的深度约为5μm~10μm,使轴承成品振动波动值大,产生异常声音,造成了成品振动合格率低,达不到产品的出厂要求。人为因素在这里不作讨论,主要讨论测量仪器对产品质量的影响。
为了提高轴承质量,降低轴承振动值,我们对压点及表点作了改进,即压点采用对应型号的成品球压点,表点也改为小于成品内圈沟曲率R的成品球表点,避免了点与面接触的划伤问题。改进后的压点和表点示意图如图 4 所示。
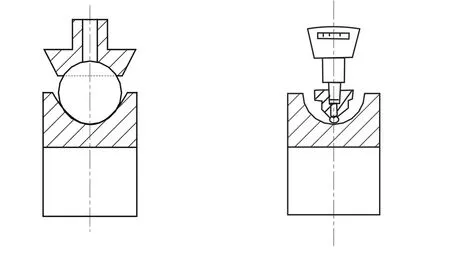
图4 改进后的压点和表点示意图
4.2 改进后的效果
使用改进后的D022测量仪器表点分选出来的套圈,消除了划伤。用这些套圈合出的成品,手感和振动都达到了理想的效果。现以6204产品为例,公司内控标准为41dB,分别抽取20件同一球差成品,改进压点、表点前后振动值对比如图5所示。
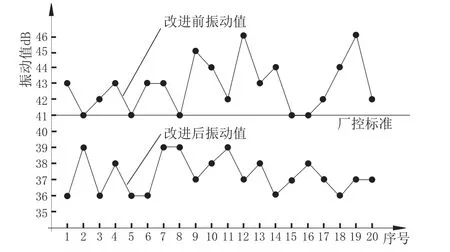
图5 改进前后振动值的对比
5 结束语
从改进前后的测量结果来看,改进后的轴承振动值较改进前大大降低,且示值稳定,合格率达到100%,提高了轴承的质量;另外由于压点采用了成品球,其在对表过程中找中心位置既方便又准确,分选效率高,不仅降低了成本,而且使使用者操作简便,测量误差小且稳定,极大地方便了仪表操作调整。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
哈尔滨轴承(2021年4期)2021-03-08
数学大王·低年级(2021年2期)2021-02-21
小学阅读指南·低年级版(2020年11期)2020-11-16
制造技术与机床(2019年6期)2019-06-25
创新作文(小学版)(2018年31期)2018-05-16
快乐语文(2016年7期)2016-11-07
海军航空大学学报(2015年1期)2015-11-11
实用中西医结合临床(2015年7期)2015-02-28