
Research on the Seebeck effect in efficient turning process and improving tool life
2012-08-13 09:16WUMingyangCHENGYaonanLIUXianli
WU Ming-yang,CHENG Yao-nan,LIU Xian-li
吴明阳, 程耀楠, 刘献礼
(The key Lab of Advanced Manufacturing Tech.& Cutting Tools,Harbin University of Science and Technology,Harbin 150080,China)
With the development of the national manufacturing industry of equipment,the rapid development of new cutting tool material is happening.There are new super hard material tools in machining industry,such as ceramic tool[1],diamond tool and cubic boron nitride tool[2]and so on,which improve the cutting speed greatly[3].And it makes the difficult-to-machine materials be processed possibly.However,the research,the exploitation and the application of the cutting tools are generally far behind those of materials of both the machine tools and work-pieces.
Currently,numerous studies of tool wear in the cutting process have been done[4-7].But the studies have been mostly concentrated in the aspects of mechanical,thermal and chemical which can make the tool wear happen,and less concentrated in the aspect of the self-excited electric current which can also make it.
The work of this paper is to analyze and research the principle of the production of self-excited electric current in the cutting process through the Seebeck effect,and to reveal the phenomenon of tool rapid erosion caused by self-excited electric current.Then in order to provide theoretical foundation of wear reduction and anti-wear for designing cutting tool which is used to cut large hydrogenated cylindrical shell efficiently,the measures of improving tool life are summarized.
1 Self-Excited Electric Current Accelerates the Tool Wear
1.1 Introduction of the Seebeck Effect in Efficient Turning Process
High temperature will be produced in the cutting area because of the extruding between tool and workpiece and the friction between tool and the cutting chips in the cutting process of large hydrogenated cylindrical shell[8-9].The electromotive force will generate and turn the thermal energy into the electric energy when the temperature of the contact points between the tool tip and work-piece is different,as a result,the return circuit will also be formed between them(as shown in Fig.1).If the temperature of the contact points between the tool tip and work-piece is different,there will be electric current which is called self-excited electric current[10].
Owing to lots of free electron in metals and the restriction of the Pauli’s exclusion principle,the Fermi Dirac statistics must be used to discuss the conduction electron produced in cutting process when the efficient cutting is being done.If the electron energy is ε,when it is at the absolute temperature T,there are distribution functions of electron here(refer with:Eqs.(1)and(2)):
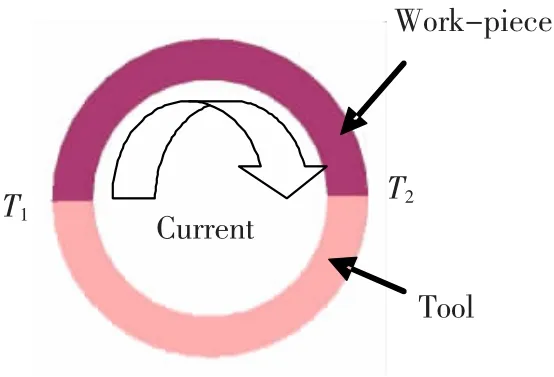
Fig.1 Schematic diagram of contact potential in turning process
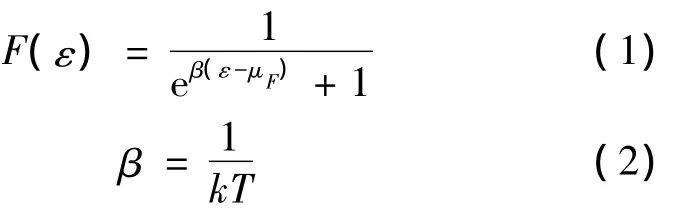
where μFis the fermi energy of metal.
Generally,μFvalue of metal is much larger than kT value.However,the Seebeck effect in metal is small,and its coefficient is only 0 to 10 mv/K,because both the carrier concentration of metal and the Fermi level do not change with temperature.
In efficient cutting process,the mechanism of metal Seebeck effect is more complicated,so it can be analyzed from the following two aspects:
1)The electron spreads from the hot part to the cold one.But this diffusion here is not the spread of the concentration gradient.And it is caused by the electron of hot part which has higher energy and speed.Obviously,if this is the main one,the Seebeck effects coefficient should be negative.
2)The effect of electron mean free path.Although there is much free electron in metal,the main conduction to electric conduction is made by conduction electronic.But to contribute to the electrical conductivity is the so-called conduction electrons which are mainly within the 2kT scope of the Fermi energy level.
If the mean free path of the hot electron increases along with the increase of electron energy,the hot electron will transport to the cold one.Based on this,the Seebeck effect with negative coefficients will be generated.On the other hand,if the mean free path of the hot electron increases along with the reduction of electron energy and the electron will transport form the cold part of the metal to the hot one.As a result,the Seebeck effect with positive coefficient will be made[11].
Hence,the Seebeck effect generated in cutting process can be externalized as follows(refer with:Eq.(3)).

Here SAand SBare the two different materials separately.
If SAand SBdo not change along with the temperature change,Eq.(3)can be simplified as follows

1.2 Impact of Self-Excitation Current on Tool Life of Efficient Turning
Typically,in the metal cutting process,as the chip is extruded and deformed,and the friction between tools and the work-piece,the cutting area is at a very high cutting temperature,at the same time,as the difference of tool and work-piece materials,they constitute the two poles of thermocouple and generate selfexcited electromotive force and DC thermo current.The thermo current accelerates oxidation process of the tool work surface,and result accelerated wear of the tool(refer with:Fig.2).Under certain conditions,in the contact area of tool and machine tools,work-piece and the machine tools,and the contact area between the moving parts of machine tools itself,self-excited electromotive force also generates.In the cutting process,thermo magnetic effect and electromagnetic effect are also produced,a discharge phenomenon will generate on the surface of high temperature contact area[12].

Fig.2 Wear effect on rake face of the tool
In the process of efficient turning,self-excitation current generated between the tools and the work-piece and the thermal current caused by the lathe system itself,both current form circuit through the forms of machine system-tool-work-piece-machine system,at the same time,there are local self-excitation current to cycle in the limited contact area between tool and workpiece,because the presence of current,a lot of heat will generate in the conductor return circuit,the tool wear is exacerbated.So,it should avoid self-excited current generating in the cutting process to improve cutting performance of tool and increase cutting tool life.
2 Measures of Improving Tool Life
2.1 Cutting off the Circuit to Avoid Self-Excited Current Occur
In efficient cutting process,due to series of reasons,the thermocouple is made up in cutting system and the self-sustained current is generated at the same time.However,this phenomenon will cause the tem-perature between two different materials to rise,and accelerate wear of turning tools.So,in order to improve tool life,the recirculating loop should be cut[13].
To prevent the generation of self-excited current,the easiest way is to cut off the circuit,and that is to let the cutting tool and machine tool system to be isolated.Even if there is electromotive force,the self-excited current will not occur while lacking of the circuit.And this can reduce the cutting temperature of cutting area,the affinity of the metals and the product of tumor-chip and Burr(refer with:Fig.3).As a result,the cutting performance is improved,and both the tool life and the quality of machining work-piece are also improved(refer with:Fig.4).
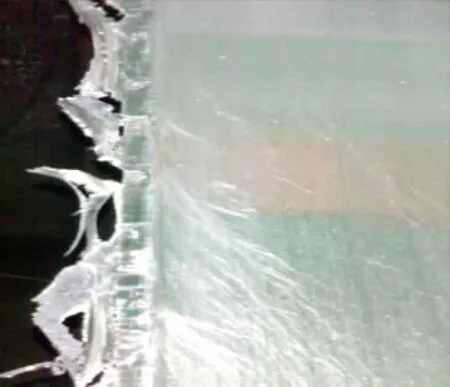
Fig.3 Burr generated in turning process
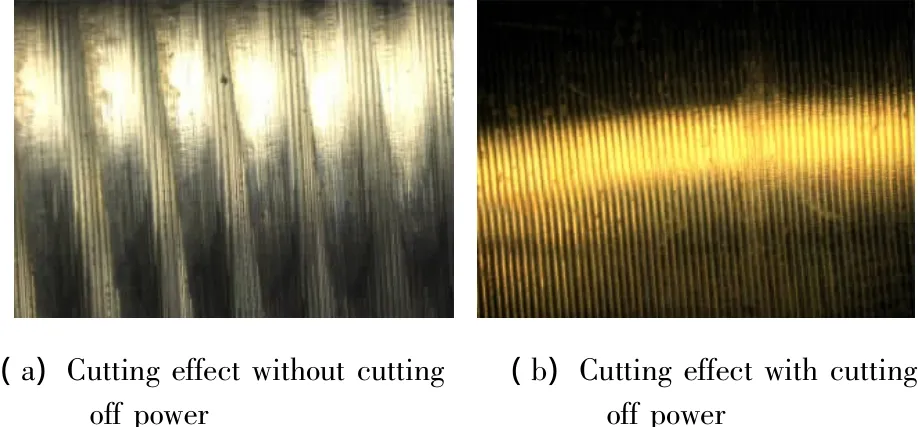
Fig.4 Machined surface effect under different conditions
The insulation to cut off the circuit is that rubber bearing should be laid between the tool and the tool rod.And,the circuit which is among tool,work-piece and machine system will be cut off,so that there is not self-excited current being generated among them.As a result,it can avoid producing the phenomenon of tool wear which is caused by self-excited current.
2.2 Increasing System Lubrication to Reduce Friction in the Cutting Process
In addition to from the Seebeck effect,a lot of cutting heat also comes from the friction heat caused by squeezing of the tool-workpiece and the tool-chip.The accumulation of a large number of friction heat leads to a sharp rise of cutting heat in cutting region.Thereby,the force on tools and the degree of hardening are increased,and the machining quality is reduced.The purpose of lubrication is to make a cutting process stationary,and to reduce wear resulting from friction(mainly refers to the tool wear)[14].The lubrication of efficient turning and general lubrication are different,since the scene environment constraints of efficient turning,lubrication of a liquid or gas is not allowed.Therefore,solving the lubrication problem of efficient turning should consider comprehensively the friction of tool-workpiece and tool-chip,tool wear and the geometry of the cutting area,and so on[15-16].
1)Reasonable choice of tool materials.Improve the lubrication conditions of efficient turning process,the purpose of tool material optimization selection is to reduce the formation of tumor-chip on the tool rake face,to reduce the friction between chip and tool rake face,and to reduce tool wear.Usually,the formation of tumor-chip is relative to the affinity between the tool material and workpiece material,and is affected by the impact of cutting heat.Therefore,it should be done to choice appropriate tool materials based on processing conditions,such as the material and shape of the workpiece,the machine status and so on.For example,when turning cylindrical shell material,cemented carbide insert coated with Al2O3is used(refer with:Fig.5).As Al2O3coating has high thermal chemical inertness and lubricity,therefore,even if the cutting temperature is up to 1000℃,the cutting tool still has a good self-lubricating property.
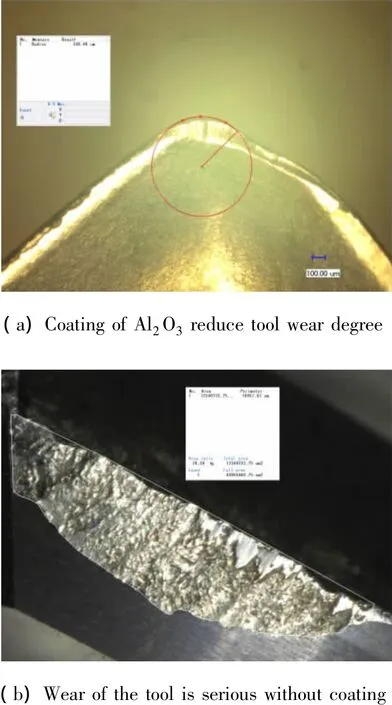
Fig.5 Lubrication performance has influence on tool life
2)Geometric angle optimization of cutting tools.The aim of changing geometric angle of flank of efficient tool is to reduce the extrusion force between the tool and the workpiece,reduce the friction in the cut-ting process,reduce tool wear degree and improve tool life.
2.3 Proper Selection of Cutting Parameters to Improve Tool Life
In the process of efficient turning,correct selection of the cutting parameters is very important to ensure high cutting efficiency and economic tool life.According to the Taylor formula of tool life,cutting velocity has greatest impact on tool life,followed by the feed,the impact of cutting depth is minimum(refer with:Eq.(5)).

where v is the cutting velocity;A is the coefficient relevant to tool material,workpiece material,depth of cut(ap),feed(f),and so on;T is tool life.
It can be shown from Eq.(5)that cutting velocity and tool life are inversely proportional,that is,the higher the velocity is,the lower the tool life is.Therefore,when determining the tool life,it needs to take reducing processing costs for a precondition and select the appropriate cutting parameters,so as to reduce the tool wear rate and improve tool life.
3 Conclusions
Through the analysis,we can find that the self-excited current is an important factor which causes the tools’ premature wear in efficient cutting process.Thus,three improvement measures are put forward on this paper to improve the tools’performance and life.
1)Cutting off the self-excited current loop.It can slow down the speed of tools’being hardened,and improve tools’life.
2)Enhancing the efficient lubrication of the turning system,which makes the cutting process be smooth and steady.
3)Choosing the appropriate cutting parameters to reduce the tool wear rate.
[1]Ye Y,Ye W C.Latest progress of superhard cuttint tool.Grinder and Grinding,2004,(3):55 -60.(In Chinese)
[2]Yu Tao.State-of-the-art in research field of advanced ceramic tool materials and its quality.China Mechanical Engineering,1998,9(8):57 -61.(In Chinese)
[3]Lowhorn N D,Wong-Ng W,Lu Z Q,et al.Development of a seebeck coefficient standard reference material.Appl Phys A,2009,96(2):511-512.
[4]Wen D H,Liu X L,Yan F G,et al.Wear mechanism of polycrystalline cubic boron nitride tools.Journal of Harbin University of Science and Technology,2002,7(1):56-59.(In Chinese)
[5]Ghani M U,Abukhshim N A,Sheikh M A.An investigation of heat partition and tool wear in hard turning of H13 tool steel with CBN cutting tools.Int J Adv Manuf Technol,2008,39:874-888.
[6]Giméne S,Van der Biest O,Vleugels J.The role of chemical wear in machining iron based materials by PCD and PCBN super-hard tool materials.Diamond& Related Materials,2007,16:435 -445.
[7]Katuku K,Koursaris A,Sigalas I.Wear,cutting forces and chip characteristics when dry turning ASTM Grade 2 austempered ductile iron with PCBN cutting tools under finishing conditions.Journal of Materials Processing Technology,2009,209:2412-2420.
[8]Liu Z Q,Ai X.Wear characteristics of cutting tools in high speed machining.Tribology,2002,22(6):469.(In Chinese)
[9]Heisel U,Storchak M,Eberhard P.Timo gaugele experimental studies for verification of thermal effects in cutting.Prod Eng Res Devel,2011,5:507 -515.
[10]Yamashita O,Odahara H,Ochi T,et al.Influence of Thomson effect on the resultant local Seebeck coefficient in thermoelectric composite materials.Appl Phys A,2009,94:57-64.
[11]Yamashita O,Odahara H.Local Seebeck coefficient near the boundary in touching Cu/Bi-Te/Cu composites.Appl Phys A,2009,87:661-666.
[12]Jing X W,Tang X R.Research on magnetic technology of improving cutter lifespan.Machinery Design& Manufacture,2002(5):81-82.(In Chinese)
[13]Yong Y.A new approach to improve tool life-cut off the heat current loop.Machinery,2002,40(1):21.(In Chinese)
[14]Wang M,Yuan W J,Li N J,et al.The research on machining stability control technology.Modern Manufacturing Engineering,2004,1:9-10.(In Chinese)
[15]Liu B,Guo K X.Physical Formulating of Metal Cutting Formula.Journal of Changsha University of Electric Power(Natural Science),2000,15(1):80-81.(In Chinese)
[16]Li J H.Research on tool wear.Machine Building& Automation,2009,38(3):39.(In Chinese)
 Journal of Harbin Institute of Technology(New Series)2012年6期
Journal of Harbin Institute of Technology(New Series)2012年6期
- Journal of Harbin Institute of Technology(New Series)的其它文章
- Load distribution of involute gears along time-varying contact line
- High-gain planar TEM horn antenna fed by balanced microstrip line
- Spatially localized and joint access point selection for Wi-Fi indoor positioning
- Multiband printed monopole and dipole antenna with square-nested fractal
- A reliable and high throughput hybrid routing protocol for vehicular ad-hoc network
- An innovative detection method of high frequency BPSK signal with low signal-to-noise ratio